| 產品參數 | |
|---|---|
| 產品價格 | 來電咨詢 |
| 發貨期限 | 物流 |
| 供貨總量 | 99999 |
| 運費說明 | 3-7天 |
| 公司 | 綠洲安防 |
| 材質 | 201 304 |
| 來圖定制 | 是 |
| 工藝 | 焊接 |
| 表面處理 | 拉絲 |




不銹鋼護欄 焊接電流量盡可以選用直流穩壓電源,有益于焊絲泛紅和熔濃淡。鈦鈣型焊芯的焊絲不適合做全影響力焊接,只合適立焊友誼角焊;低氫型焊芯的焊絲可做全影響力焊接。2、不銹鋼復合管焊絲在應用時要堅持不懈枯燥乏味。為防止產生裂痕、凹痕、出氣孔等缺點,鈦鈣型焊芯焊接前經150-250℃風干1h,低氫型焊芯焊接前經200-300℃風干1h。
不能不如不斷風干,要不然藥皮易零落。3、焊縫結算清潔,還防止焊絲沾有油以及它臟污,以防加上焊接碳含量并影響焊接品質。4、為防止加溫而產生晶間腐蝕,焊接電流量不適合過大,一般應該比不銹鋼焊條低20%上下,電孤不必太長,固層快冷,以窄道焊為宜。
5、應盡可能選用短弧焊接,弦長一般2-3毫米,電孤太長易產生熱裂痕。6、運條:應選用短弧急速焊,一般不同意橫著晃動,其總體目標是不銹鋼復合管焊接量和熱影響區總寬,發展焊接抗晶間腐蝕才可以和熱裂痕的趨向。
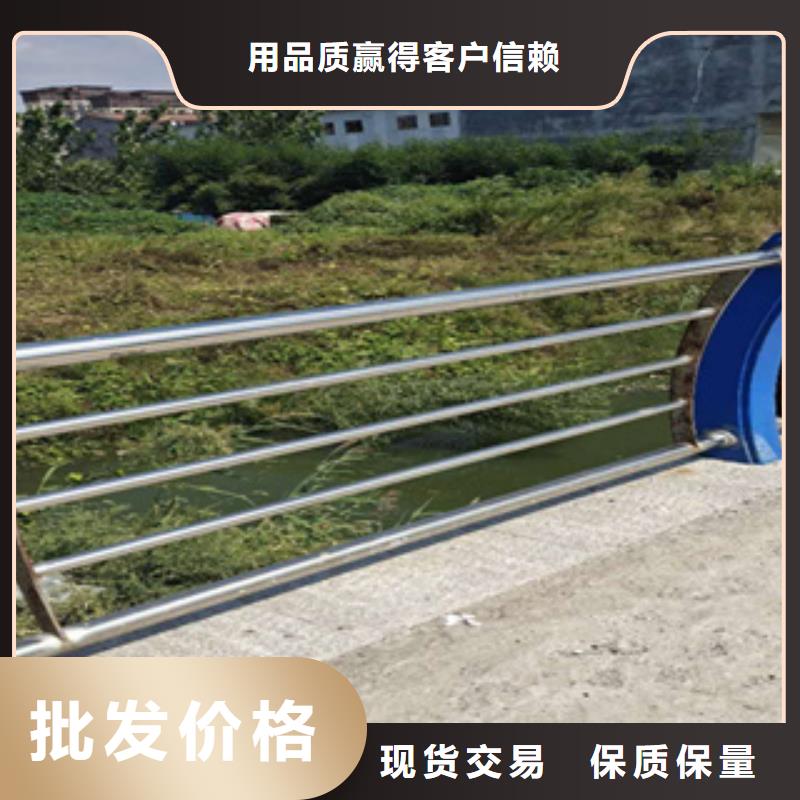
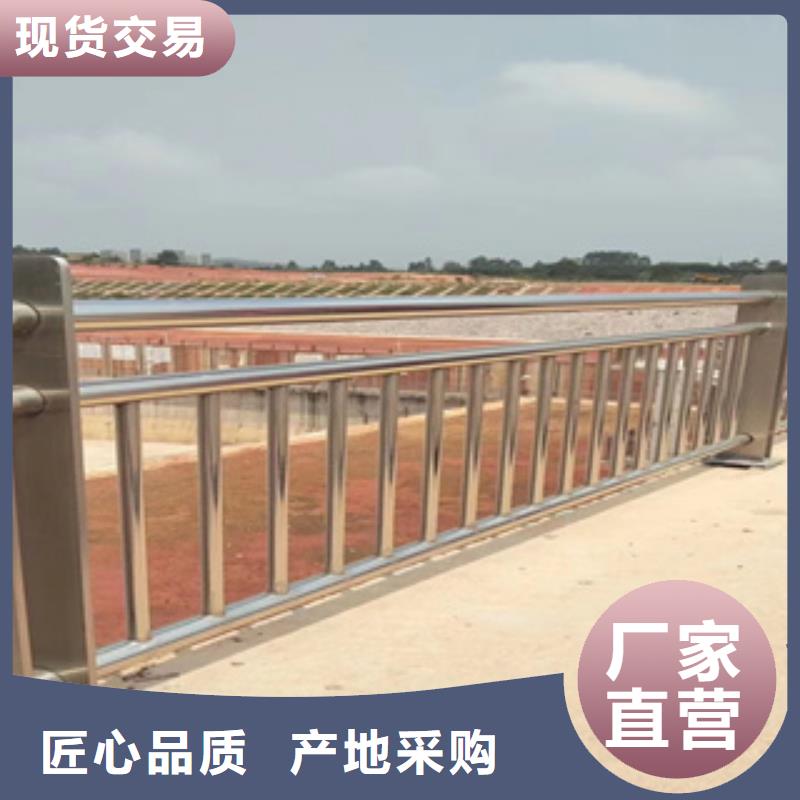
不銹鋼護欄在防護欄,護欄上是常常會應用的,它不論是耐磨性能還是抗腐蝕上全是較為非常好的,針對不銹鋼復合管而言它的規定是較為嚴苛的,務必要硬實,表層有光澤度。不銹鋼復合管在生產制造上的流程是較為認真細致的,在其中為關鍵的一個流程便是焊接。
焊接規定的溫度,環境濕度及其焊絲,熟度全是不一樣的,要依照主要用途開展去生產制造,它的特性和特點合格開展,不銹鋼復合管焊接規定的性特性較為高,許多的老不是具有焊接的工作能力的。下列是我給大伙兒開展詳細介紹的有關的焊接的流程供大伙兒開展參照:1、不銹鋼復合管焊絲人間有鈦鈣型和低氫型二種。

1.不銹鋼護欄焊接采用垂直外特性的電源,直流時采用正極性(焊絲接負極)。2.一般適合于6mm以下薄板的焊接,不銹鋼復合管欄桿具有焊縫成型美觀,焊接變形量小的特點。3.保護氣體為,純度為99.99%。當焊接電流為50~50A時,流量為8~0L/min,當電流為50~250A時,流量為2~5L/min。
4.鎢極從氣體噴嘴突出的長度,以4~5mm為佳,在角焊等遮蔽性差的地方是2~3mm,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過5mm。5.為防止焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。6.不銹鋼復合管欄桿焊接電弧長度,焊接普通鋼時,以2~4mm為佳,而焊接不銹鋼時,以~3mm為佳,過長則保護效果不好。
7.對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。8.不銹鋼復合管廠家為使很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80~85°角填充焊絲與工件表面夾角應盡可能地小,一般為0°左右。
3、親和力:不銹鋼復合管護欄也講究親和力,在于護欄的美化,可能會對行人或者車輛碰撞情況,避免對造成傷害。4、色彩:不銹鋼復合管護欄的色彩感官不當的話也有可能破壞整體美感甚至產生隱患。在于與現場的環境,周圍的景色,當地的人文,都需要相調和。
整體很容易看到不銹鋼復合管護欄的構成,所以不銹鋼復合管護欄的結構跟色彩尤為重要。從外部條件來講,不銹鋼復合管護欄要考慮到反光的問題,避免司機在駕駛時因為反光造成交通事故,所以在設計的是時候也要很思。
不銹鋼護欄復合管是靠其表面形成的一層薄而堅固細密的的富鉻氧化膜,防止氧原子的繼續滲入、繼續氧化,而抗銹蝕的能力。一旦有某種原因,這種薄膜遭到了不斷地破壞,空氣或液體中氧原子就會不斷滲入或金屬中鐵原子不斷地析離出來,形成疏松的氧化鐵,金屬表面也就受到不斷地銹蝕。
名片")