| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 4800 |
| 發(fā)貨期限 | 兩天 |
| 供貨總量 | 3000 |
| 運費說明 | 物流 |
| 小起訂 | 1噸 |
| 質(zhì)量等級 | 一級 |
| 是否廠家 | 否 |
| 產(chǎn)品材質(zhì) | Q235B Q345B |
| 產(chǎn)品品牌 | 神悅 |
| 產(chǎn)品規(guī)格 | 規(guī)格齊全 |
| 發(fā)貨城市 | 包頭 |
| 產(chǎn)品產(chǎn)地 | 天津 |
| 加工定制 | 加工 |
| 產(chǎn)品型號 | 型號齊全 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 過磅 |
| 產(chǎn)品顏色 | 鍍鋅 |
| 質(zhì)保時間 | 一年 |
| 外形尺寸 | 圓形 方形 |
| 適用領(lǐng)域 | 建筑、機(jī)械、煤礦、化工、電力、鐵道車輛、汽車工業(yè)、公路、橋梁、集裝箱、體育設(shè)施、農(nóng)業(yè)機(jī)械、石油機(jī)械、探礦機(jī)械等制造工業(yè) |
| 是否進(jìn)口 | 否 |
| 質(zhì)量認(rèn)證 | 認(rèn)證 |
| 產(chǎn)品功率 | 無功率 |
| 工作溫度 | 530 |
| 長度 | 3米 4米 5米 6米等 |
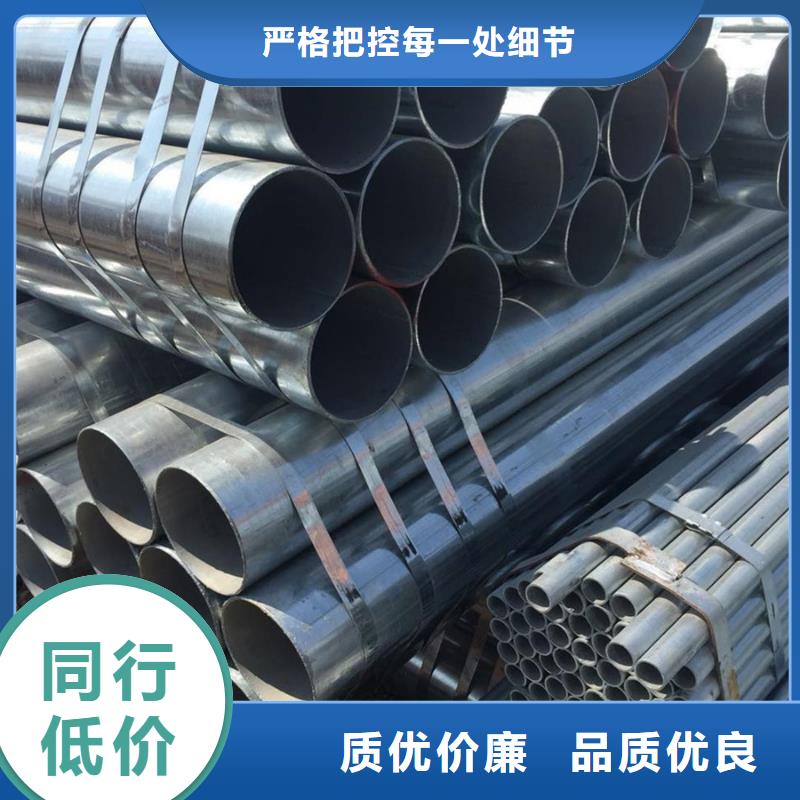
| 范圍 | Q345B鍍鋅管供應(yīng)范圍覆蓋陜西省 西安市、寶雞市、咸陽市、延安市、漢中市、榆林市、銅川市、商洛市、安康市 商州區(qū)、洛南縣、丹鳳縣、商南縣、鎮(zhèn)安縣、柞水縣等區(qū)域。 |
鋼基材涂層是常用的方法,也是所有方法中有效的。 商洛鍍鋅管大大增加了鋼材的耐腐蝕性能,也增加了熱鍍鋅方管、熱鍍鋅角鋼等產(chǎn)品的銷量。 由于熱鍍鋅工藝溫度較高,回火溫度較低的材料在鍍鋅過程中容易被退火,從而降低硬度。 此外,在配合件上采用熱鍍鋅的,還應(yīng)考慮鍍層厚度對配合公差的影響。 是沿帶材長度方向在水平面上向一側(cè)彎曲或月牙形彎曲的現(xiàn)象; 是由于帶鋼在軋制過程中沿寬度方向兩側(cè)變形不均勻造成的。 弧形焊管在生產(chǎn)中容易造成搭焊,成型時偏斜甚至傾覆。 商洛鍍鋅方管是帶材邊緣部分在縱向上反復(fù)彎曲的現(xiàn)象; 是帶鋼軋制時中心部和邊緣部沿寬度方向變形不均勻造成的。 波形彎曲在成型焊接時會造成嚴(yán)重的搭接焊,不能產(chǎn)生,所以不允許出現(xiàn)。 是帶材邊緣呈鋸齒狀、凹凸不平的現(xiàn)象,一般發(fā)生在縱向剪切帶材上。 原因是分切機(jī)的圓盤剪刀鈍或有縫隙。 咬邊嚴(yán)重的鍍鋅方管在焊接時會影響焊縫的質(zhì)量穩(wěn)定性,會因局部“缺肉”而產(chǎn)生裂紋和裂紋。 結(jié)疤和壓痕是軋制過程中異物粘在軋輥上造成的; 劃痕是鋼帶在行進(jìn)過程中被輥道或地板上的異物劃傷造成的,尤其是在冷軋鋼帶未上油的情況下。
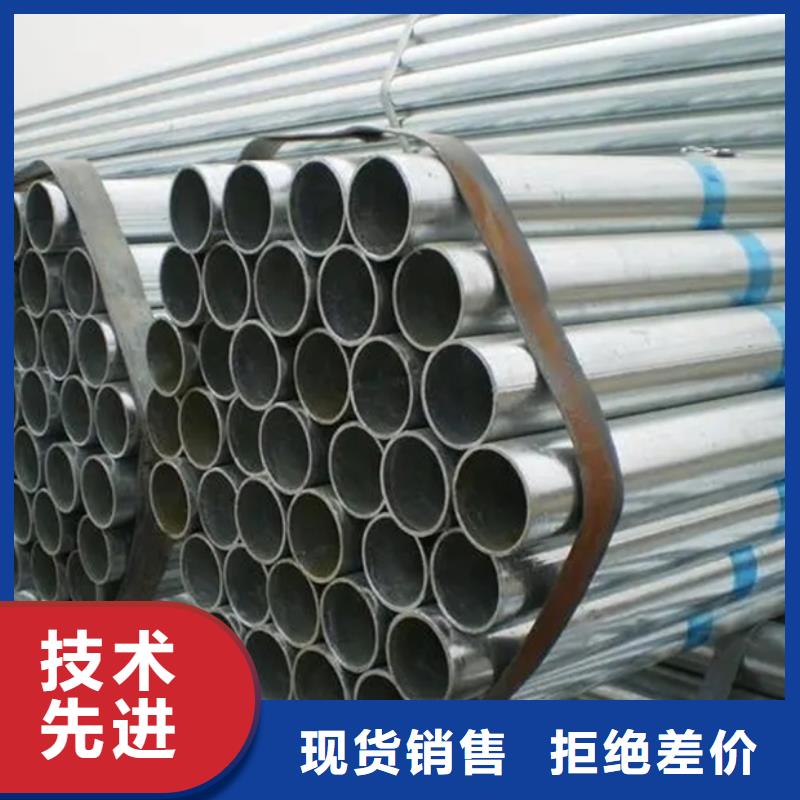
商洛鍍鋅無縫鋼管是無縫管的關(guān)鍵材料和類型。就鍍鋅無縫鋼管而言,我們在生產(chǎn)加工制造過程中使用的 步是焊接。常見的焊接鍍鋅無縫鋼管是焊接的。 在大多數(shù)情況下,使用焊絲。 焊絲是焊接的關(guān)鍵原材料。焊接鍍鋅無縫鋼管必須使用標(biāo)準(zhǔn)焊絲才能達(dá)到理想的焊接實際效果。 那么什么是焊絲呢? 焊接鍍鋅無縫鋼管時應(yīng)該使用哪種焊絲? 商洛16mn鍍鋅管產(chǎn)品工件相遇處的一條金屬材料。 焊絲的原材料一般與產(chǎn)品工件的原材料相同。 焊接鍍鋅無縫鋼管時應(yīng)該使用什么樣的焊絲? 如果我們要焊接鍍鋅無縫鋼管材料,應(yīng)該使用哪種類型的焊絲,還有其他類型的焊絲可以使用嗎? 如果焊接鍍鋅無縫鋼管材料時應(yīng)該使用什么類型和規(guī)格的焊絲,鍍鋅無縫鋼管基本上是添加了1%左右的錳,所以焊接特性優(yōu)良。 商洛鍍鋅螺旋管手工電弧焊時,選用抗壓強(qiáng)度等級為T50的焊絲:506節(jié)、507節(jié)、502節(jié)、503節(jié)、552節(jié)、553節(jié)等; 埋弧自動焊機(jī)時,選用焊劑:431和350,互配H08A、H08MnA、H10MnA或H10MnSi等焊絲; 在CO2氣體保護(hù)焊中,常使用H08Mn2Si和H10MnSi。

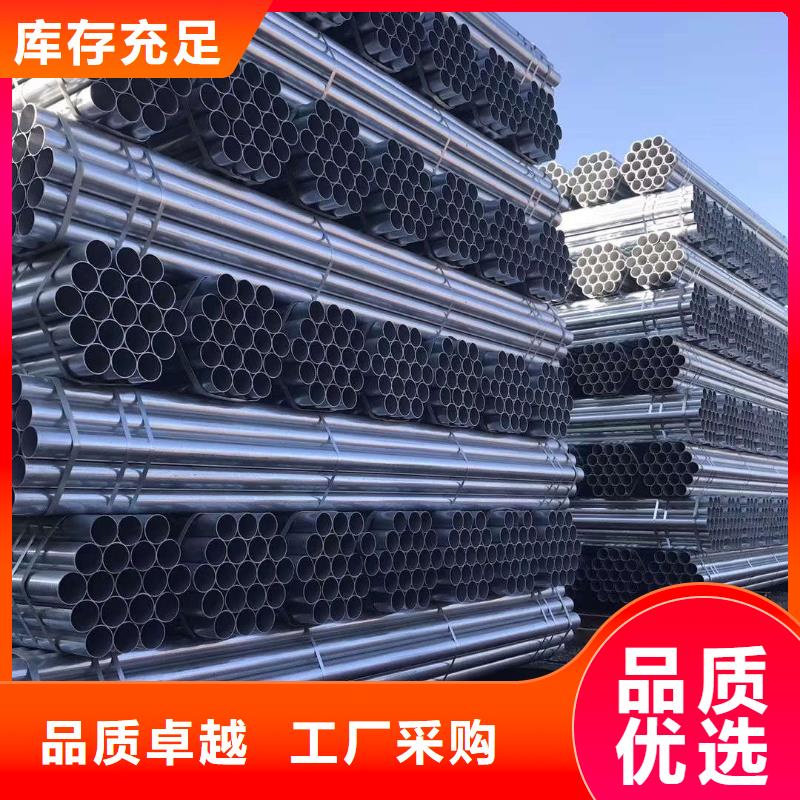
首先,商洛鍍鋅管應(yīng)分批提交驗收,配料規(guī)則應(yīng)符合相應(yīng)產(chǎn)品標(biāo)準(zhǔn)的規(guī)定。一般情況下,焊接鋼管管徑較小時,一般采用直縫焊,大口徑鋼管多采用螺旋焊。 按鋼管端部形狀可分為圓形焊接鋼管和異形焊接鋼管。 異形焊接鋼管主要是指方形和矩形鍍鋅方管。 按材質(zhì)和用途不同分為礦用流體輸送用焊接鋼管、低壓流體輸送用鍍鋅焊接鋼管、帶式輸送機(jī)托輥用電焊鋼管。 根據(jù)現(xiàn)行 標(biāo)準(zhǔn)中的規(guī)格尺寸表,外徑和壁厚從小到大排序。其次,在商洛鍍鋅方管的檢驗過程中,應(yīng)進(jìn)行的檢驗項目、取樣數(shù)量、取樣部位和試驗方法應(yīng)符合相應(yīng)產(chǎn)品標(biāo)準(zhǔn)的規(guī)定。 經(jīng)需方同意,熱軋無縫直縫鋼管可按軋根組分批取樣。 在分析檢測結(jié)果時,如果某項不符合產(chǎn)品標(biāo)準(zhǔn)的要求,應(yīng)剔除不合格的,從同批次的直縫鋼管中抽取雙倍的樣品進(jìn)行檢驗。 重新檢驗合格的項目。復(fù)檢不合格的,該批直縫鋼管不予發(fā)貨。 如果復(fù)檢結(jié)果仍不合格,則鍍鋅方管需一根一根驗收,或重新熱處理,重新提交一批驗收。 產(chǎn)品標(biāo)準(zhǔn)未作特別規(guī)定的,應(yīng)按冶煉成分對鍍鋅方管的化學(xué)成分進(jìn)行驗收。


商洛鍍鋅無縫管的工作壓力指標(biāo)不是一個固定值,而是要根據(jù)鍍鋅無縫管的實際活動而變化。 以下是鍍鋅無縫管工作壓力指標(biāo)的定義類別:當(dāng)工作壓力P<7Mpa時,該指標(biāo)為S=8; 當(dāng)7<鍍鋅無縫管工作壓力P<17.5時,該指標(biāo)為S=6; 當(dāng)工作壓力P>17.5時,該指標(biāo)為S=4。 以上就是一般鍍鋅無縫管驗收負(fù)擔(dān)的主要進(jìn)展和主要計算方法。 只要鍍鋅無縫管的驗收工作壓力繼續(xù)提高,其特性就會得到充分發(fā)揮。 商洛鍍鋅管在生產(chǎn)過程中,如果生產(chǎn)工藝不合理,機(jī)器參數(shù)設(shè)置不當(dāng),就會出現(xiàn)偏差,尤其是大口徑友發(fā)鍍鋅管,也就是常說的錯邊現(xiàn)象。友發(fā)鍍鋅管反面 對于生產(chǎn)后出現(xiàn)反面的友發(fā)鍍鋅管,處理方案如下:將反面位置修平,然后進(jìn)行補(bǔ)焊。如果經(jīng)常出現(xiàn)錯誤的一面,只能更換設(shè)備。友發(fā)鍍鋅管出現(xiàn)反面后,分析反面的原因是非常有必要的。以下是錯誤一側(cè)的常見原因。鋼帶的彎度是造成鋼管錯位的重要因素。在螺旋焊管的成型過程中,鋼帶的彎度會不斷地改變成型角度,從而導(dǎo)致焊縫間隙的變化,從而導(dǎo)致開孔、錯位甚至重疊。
名片")