| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 5.6元/kg |
| 發(fā)貨期限 | 當(dāng)天發(fā)貨 |
| 供貨總量 | 88888 |
| 運費說明 | 議定 |
| 小起訂 | 5 |
| 質(zhì)量等級 | 國標(biāo) |
| 是否廠家 | 廠家 |
| 產(chǎn)品材質(zhì) | 鑄鐵棒 |
| 產(chǎn)品品牌 | 億錦 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 山東 |
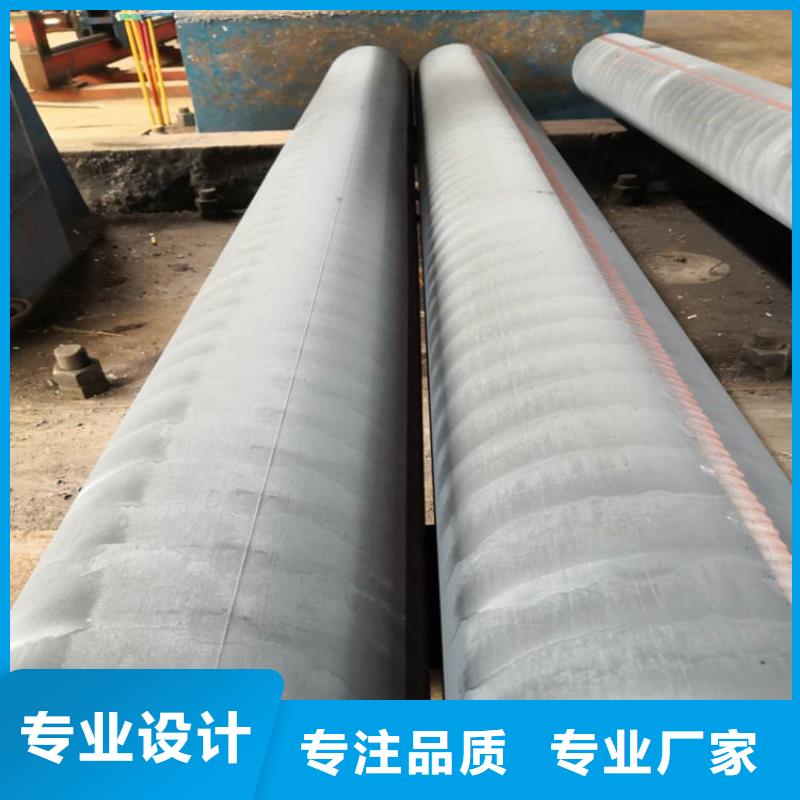
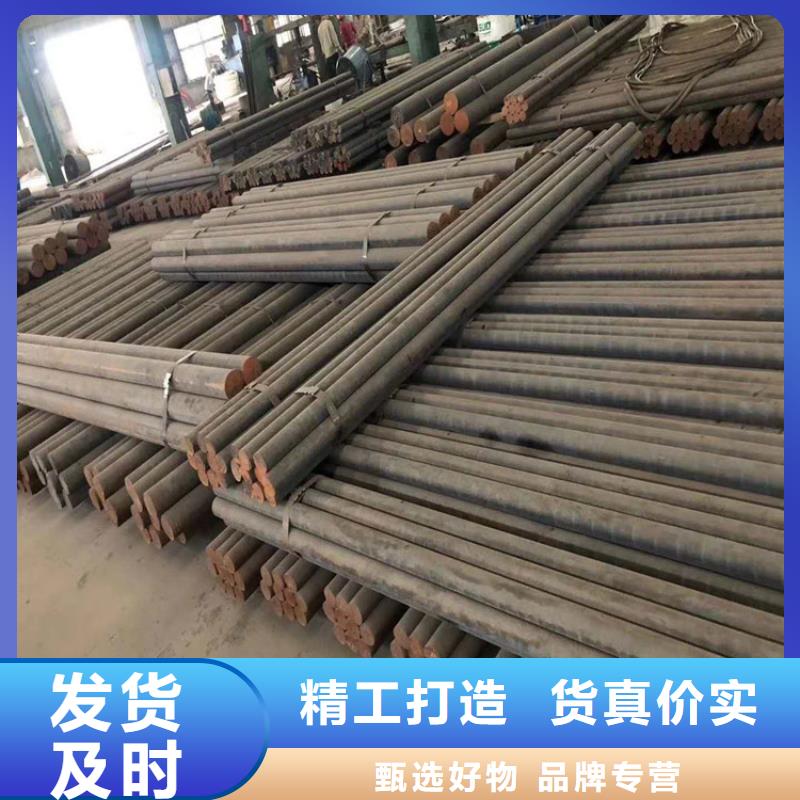
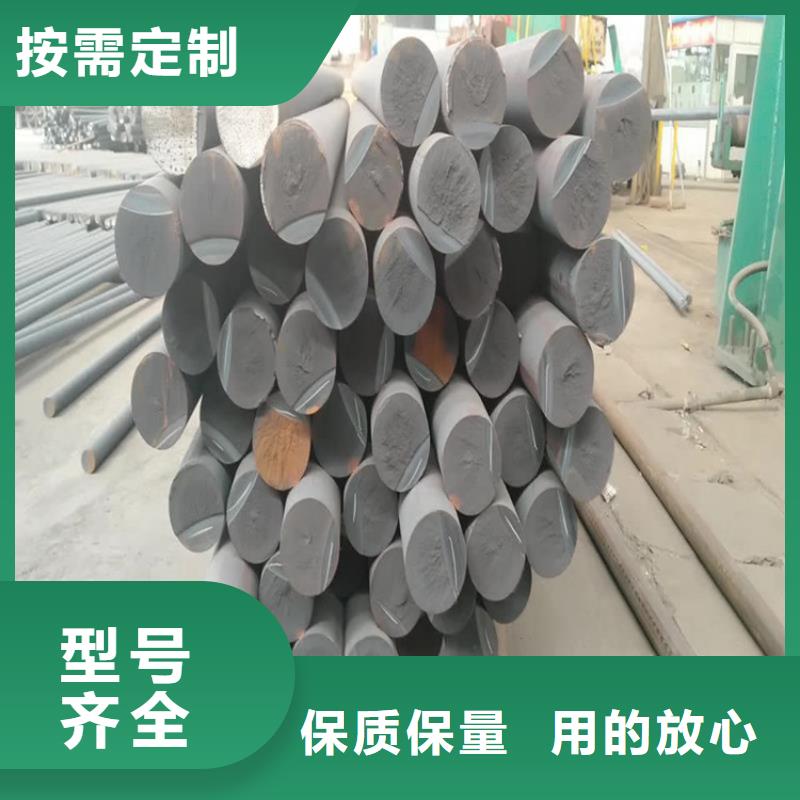
| 產(chǎn)品名稱: | 鑄鐵型材 |
| 生產(chǎn)工藝: | 水平連鑄 |
| 產(chǎn)品優(yōu)勢: | 無氣孔/無砂眼 |
| 產(chǎn)品用途: | 機械加工/精密制造 |
| 產(chǎn)品價格: | 5.6元/公斤 |
| 范圍 | 球墨鑄鐵QT700圓棒方棒多少錢供應(yīng)范圍覆蓋陜西省、西安市、寶雞市、咸陽市、延安市、漢中市、榆林市、銅川市、商洛市、安康市 商州區(qū)、洛南縣、丹鳳縣、商南縣、鎮(zhèn)安縣、柞水縣等區(qū)域。 |
 <商洛>億錦天澤鋼鐵有限公司
產(chǎn)品具有耐壓性能高、加工性能及抗疲勞性能優(yōu)良、無砂型鑄造缺陷,加工成品率高等特點。廣泛應(yīng)用于液壓、氣動、機床、壓縮機、模具、冶金、火車、汽車及紡織機械和一般通用零部件領(lǐng)域。
完善的服務(wù)來答謝顧客的信賴!誠信鑄就品質(zhì),品質(zhì)鑄造未來!
<商洛>億錦天澤鋼鐵有限公司
產(chǎn)品具有耐壓性能高、加工性能及抗疲勞性能優(yōu)良、無砂型鑄造缺陷,加工成品率高等特點。廣泛應(yīng)用于液壓、氣動、機床、壓縮機、模具、冶金、火車、汽車及紡織機械和一般通用零部件領(lǐng)域。
完善的服務(wù)來答謝顧客的信賴!誠信鑄就品質(zhì),品質(zhì)鑄造未來!


商洛億錦鑄鐵型材有限公司專業(yè)提供商洛球墨鑄鐵棒現(xiàn)貨,商洛鑄鐵棒生產(chǎn)廠家針對優(yōu)化后的工藝,確定了一套實驗方案,并對優(yōu)化后的工藝方案進(jìn)行了實驗驗證,實驗結(jié)果一致表明,工藝優(yōu)化后鑄鐵型材縮松縮孔缺陷情況得到有效改善,成功解決了此類大型球鐵件的水平連鑄生產(chǎn)難題。 運用數(shù)值模擬技術(shù)完成了對大型球鐵件的水平連鑄工藝優(yōu)化,確保了鑄鐵型材凝固過程中通暢的補縮通道,解決了工程實際難題。此類結(jié)構(gòu)特點的大型球鐵件的工藝設(shè)計思路的提出,也為結(jié)合數(shù)值模擬技術(shù)的鑄鐵型材工藝優(yōu)化的技術(shù)路線提供了參考。 鑄鐵型材在重工業(yè)中需求量大,被廣泛應(yīng)用于交通運輸、機床、印刷、農(nóng)業(yè)機械等支柱行業(yè)。通過實施反弧度法工藝,鑄鐵型材的鼓肚現(xiàn)象得到有效。但由于在率次實驗過程中,剛開始生產(chǎn)鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結(jié)晶器的停留時間過長,導(dǎo)致在扁平方向上鑄鐵型材頂部略微向下凹,當(dāng)拉拔參數(shù)調(diào)整合適時,下凹及鼓肚現(xiàn)象基本消失。反弧度法工藝制各的鑄鐵型材組織更為均勻,力學(xué)性能更為優(yōu)良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標(biāo)高于鑄鐵型材標(biāo)準(zhǔn)(JBT10854-2008水平連續(xù)鑄造鑄鐵型材) 性能要求。同時,伸長率指標(biāo)均超過LZQT500-7規(guī)定的指標(biāo)。與拉伸性能結(jié)果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。實現(xiàn)高質(zhì)量、率的鑄鐵型材水平連鑄拉坯生產(chǎn)。。隨著腐蝕的加劇基體對組織晶碳化物的支撐作用減弱在漿料的沖刷作用下碳化物會發(fā)生整體破碎或者斷裂這嚴(yán)重影響了其良好耐磨性的發(fā)揮。


商洛億錦鑄鐵型材有限公司專業(yè)提供商洛球墨鑄鐵棒現(xiàn)貨,商洛鑄鐵棒生產(chǎn)廠家前面我們已討論過化合態(tài)的滲碳體,它若加熱到高溫,便會分解為鐵和碳(Fe2C→3Fe。所以化合態(tài)的滲碳體只是一種亞穩(wěn)定相,而游離態(tài)的石墨則是一種穩(wěn)定相。一般,在鐵碳合金的結(jié)晶過程中,因為滲碳體的含碳量69%)比石墨的含碳量(100%)更接近于合金成分的含碳量5%o%),析出滲碳體時所需的原子擴散量較小,滲碳體的晶核易形成,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。 對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現(xiàn)的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現(xiàn)象得到有效。 與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標(biāo)高于鑄鐵型材標(biāo)準(zhǔn)(JBT10854-2008水平連續(xù)鑄造鑄鐵型材) 性能要求。同時,伸長率指標(biāo)均超過LZQT500-7規(guī)定的指標(biāo)。與拉伸性能結(jié)果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。FCD700球墨鑄鐵型材是哈爾濱東安汽車發(fā)動機公司為其4G6系列發(fā)動機生產(chǎn)的一款度球墨鑄鐵汽車鑄件長期以來該公司采用沖入法工藝進(jìn)行球化孕育處理雖然這種工藝條件也能達(dá)到凸輪軸性能指標(biāo)要求但一直存在著很多問題如鑄件球化率低球化效果不穩(wěn)定有時鑄件白口傾向較大;回爐料利用率低生產(chǎn)成本高;球化劑消耗量大澆注機內(nèi)殘鎂量波動大且鎂的收得率低;工業(yè)現(xiàn)場弧光大煙塵多勞動環(huán)境惡劣工人勞動強度大等。
<商洛>億錦天澤鋼鐵有限公司名片")