以下是:連云港市新浦區不銹鋼焊管,4K不銹鋼鏡面板放心選購的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議/kg |
|---|
| 發貨期限 | 24小時 |
|---|
| 供貨總量 | 99999 |
|---|
| 運費說明 | 電議 |
|---|
| 小起訂 | 10 |
|---|
| 質量等級 | A級 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 齊全 |
|---|
| 產品品牌 | 松潤 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 質保時間 | 1年 |
|---|
| 質量認證 | 已認證 |
|---|
| 范圍 | 不銹鋼焊管,4K不銹鋼鏡面板供應范圍覆蓋江蘇省、連云港市、新浦區、連云區、海州區、贛榆區、東海縣、灌云縣、灌南縣等區域。 |
|---|
我們的視頻卻能以直觀、生動的方式,讓您感受到產品的獨特之處。觀看視頻,讓不銹鋼焊管,4K不銹鋼鏡面板放心選購自己向您展示它的卓越品質和出色性能。
以下是:連云港新浦不銹鋼焊管,4K不銹鋼鏡面板放心選購的圖文介紹
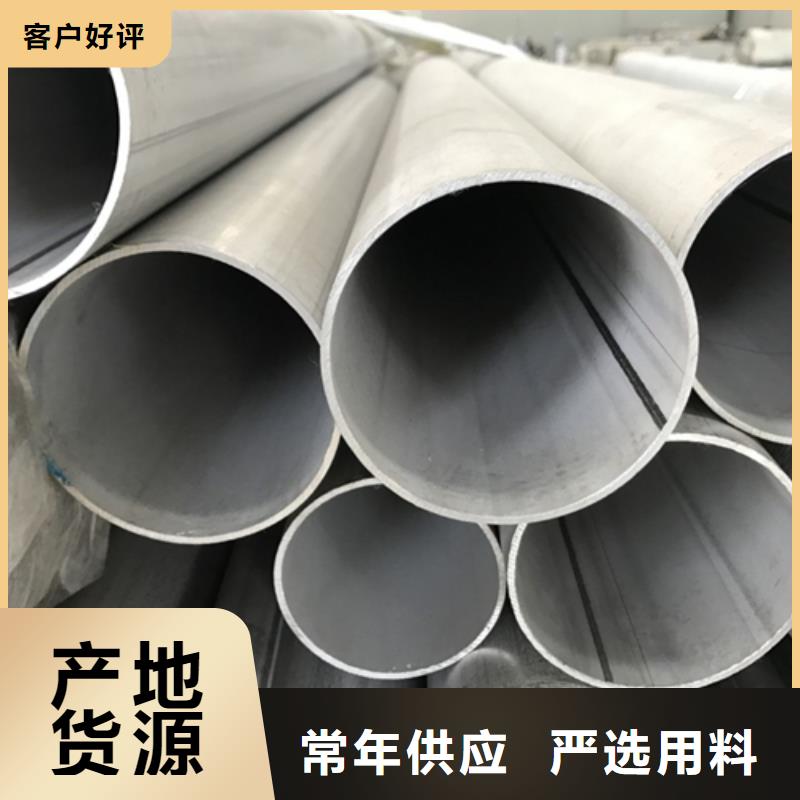
連云港新浦松潤金屬材料有限公司專業生產銷售各種材質規格連云港新浦不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,?縫鋼管與不銹鋼焊管有什么區別不銹鋼管可以分為不銹鋼?縫管和不銹鋼焊管,它們有哪些不同?各?有哪些優點呢?外觀對?1.外觀來看不銹鋼焊管?般程??且?繡。普通?縫鋼管表?會有浮繡或紅褐?。2.?縫鋼管?藝上是拉制的,沒有焊接縫,材質上可以是普通20號鋼,也可以是不銹鋼。?藝對?不銹鋼?縫管是?種具有中空截?、周邊沒有接縫的長條鋼材。該產品的壁厚越厚,它就越具有經濟性和實?性,壁厚越薄,它的加?成本就會?幅度的上升;該產品的?藝決定它的局限性能,?般?縫鋼管精度低:壁厚不均勻、管內外表光亮度低、定尺成本?,且內外表還有?點、?點不易去除;它的檢測及整形必須離線處理。因此它在?壓、?強度、機械結構?材??體現了它的優越性。焊接鋼管簡稱焊管,常?鋼材或鋼帶經過機組和模具卷曲成型后焊接制成的鋼管。焊接鋼管?產?藝簡單,?產效率?,品種規格多,設備投資少,但?般強度低于?縫鋼管。20世紀30年代以來,隨著優質帶鋼連軋?產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷提?,焊接鋼管的品種規格?益增多,并在越來越多的領域尤其是在換熱誰備?管、裝飾管、中低壓流體管等??代替了?縫鋼管。


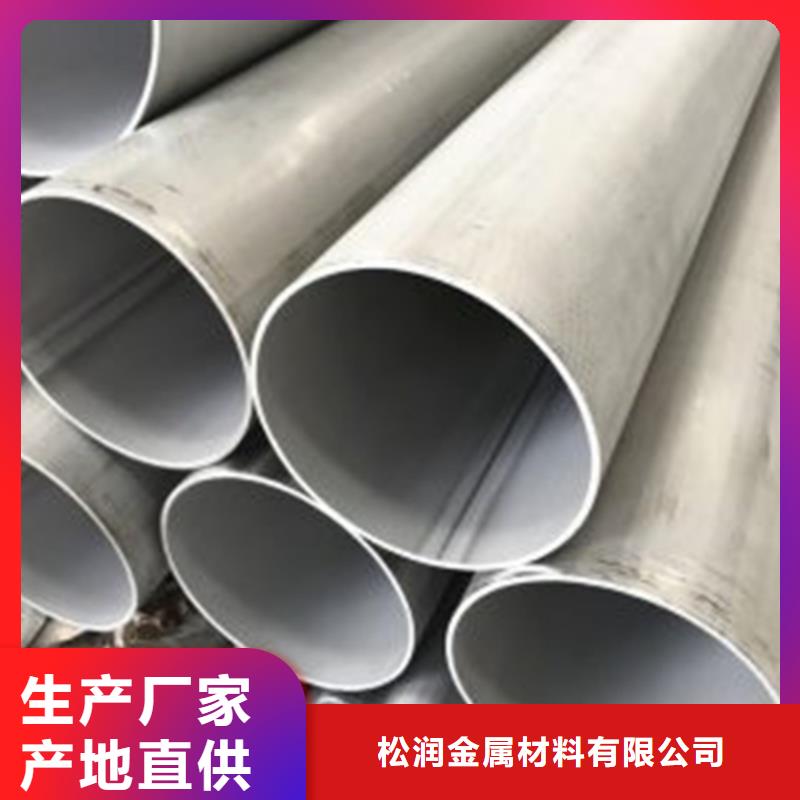
連云港新浦松潤金屬材料有限公司專業生產銷售各種材質規格連云港新浦不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,不銹鋼焊管氬弧焊焊接的?藝要求及?藝參數解析
不銹鋼焊管的焊接?式有很多,我們?般采?的是氬弧焊的焊接?藝。那么,氬弧焊焊接不銹鋼焊管的?藝要求及參數是怎樣的呢?1、?藝要求
1)、焊接位置:DN150及以下管道,?般在空間有限、全?動焊機?法施焊的固定位置。DN150以上管道,盡量在地?焊接,減少?空試焊作業。
2)、焊接層數及道數:焊接層數?般為2~3層,單?焊接雙?成型。
3)、保護?體:氬?純度≥99.95%。
4)、填充焊絲:ER308直徑:φ2mm或φ3mm
2、管?對接要求
管?對接時,管?的整個圓周盡量不要錯邊,間隙見上表。因管?圓度不夠?造成錯邊的,可邊點焊邊??錘敲打致平再點固定焊。固定焊間距約為20mm~30mm之間為合適。
3、焊接?藝參數
選擇線能量少的焊接?藝參數焊接,有利于防?晶間腐蝕和裂紋。常?的規范參數見下表。



連云港新浦松潤金屬材料有限公司專業生產銷售各種材質規格連云港新浦不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,不銹鋼焊管焊接參數
包括焊接電流 ,鎢極直徑,弧長,電弧電壓,焊接速度,保護氣流,噴嘴直徑等。
(1)焊接電流是決定焊縫成形的關鍵因素。通常根據焊件材料 ,厚度,及坡口形
狀來決定的。 (2)焊極直徑根據焊接電流大小決定 ,電流越大,直徑也越大。 (3)焊弧 和電弧電影,弧長范圍約0.5到3mm,對應的電弧電壓為8~10V。⑷焊速:選擇時 要考慮到電流大小 ,焊件材料敏感度 ,焊接位置及操作方式等因素決定。
1手工焊 (MMA)
手工焊是一種非常普遍的、易于使用的焊接方法。電弧的長度靠人的手進 行調節 ,它決定于電焊條和工件之間縫隙的大小。同時 ,當作為電弧載體時 ,電焊條 也是焊縫填充材料。這種焊接方法很簡單 ,可以用來焊接幾乎所有材料。對于室 外使用 ,它有很好的適應性 ,即使在水下使用也沒問題。在電極焊中 ,電弧長度決定 于人的手 :當你改變電極與工件的縫隙時 ,你也改變了電弧的長度 .在大多數情況 下,不銹鋼焊管焊接采用直流電 ,電極既作為電弧載體 ,同時也作為焊縫填充材料。電極由合金 或非合金金屬芯絲和焊條藥皮組成 ,這層藥皮保護焊縫不受空氣的侵害 ,同時安定 電弧 ,它還引起渣層的形成 ,保護焊縫使它成型。電焊條既可以是鈦型焊條 ,也可以 是堿性的 ,這決定于藥皮的厚度和成分。鈦型焊條易于焊接 ,焊縫扁平美觀 ,且焊渣 易于去除。如果焊條貯存時間長 ,必須從頭烘烤 ,因為來自空氣的潮氣會很快在焊 條中積聚。


連云港新浦松潤金屬材料有限公司專業生產銷售各種材質規格連云港新浦不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,不銹鋼焊管焊前預熱與焊后熱處理有什么作??
不銹鋼焊管在焊接?產時需要進?焊前預熱和焊后的熱處理,這樣做有什么作?呢?
1.焊前預熱
焊前預熱及焊后熱處理對于保證焊接質量?常重要。重要構件的焊接、合?鋼的焊接及厚部件的焊接,都要求在焊前必須預熱。焊前預熱的主要作?如下:
(1)預熱能減緩焊后的冷卻速度,有利于焊縫?屬中擴散氫的逸出,避免產?氫致裂紋。同時也減少焊縫及熱影響區的淬硬程度,提?了焊接接頭的抗裂性。
(2)預熱可降低焊接應?。均勻地局部預熱或整體預熱,可以減少焊接區域被焊?件之間的溫度差(也稱為溫度梯度)。這樣,???降低了焊接應?,另???,降低了焊接應變速率,有利于避免產?焊接裂紋。
(3)預熱可以降低焊接結構的拘束度,對降低?接接頭的拘束度尤為明顯,隨著預熱溫度的提?,裂紋發?率下降。
預熱溫度和層間溫度的選擇不僅與鋼材和焊條的化學成分有關,還與焊接結構的剛性、焊接?法、環境溫度等有關,應綜合考慮這些因素后確定。另外,預熱溫度在鋼材板厚?向的均勻性和在焊縫區域的均勻性,對降低焊接應?有著重要的影響。局部預熱的寬度,應根據被焊?件的拘束度情況?定,?般應為焊縫區周圍各三倍壁厚,且不得少于150-200毫?。如果預熱不均勻,不但不減少焊接應?,反?會出現增?焊接應?的情況。



展望未來,松潤金屬材料(連云港市新浦區分公司)不是一味的追求什么規模,而是生產出優質 無縫管15crmog產品,為客戶服務,讓客戶心中永遠記得有這樣一個重質量,守誠信的單位,永遠存在于廣大客戶的心中。
您是想要在連云港市新浦區采購高質量的不銹鋼焊管,4K不銹鋼鏡面板放心選購產品嗎?松潤金屬材料(連云港市新浦區分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的不銹鋼焊管,4K不銹鋼鏡面板放心選購產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李松,地址:《經濟開發區匯通鋼材市場A-113-7》。
名片")