| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 3 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 質量等級 | 一級 |
| 品牌 | 鑫中冶 |
| 是否可加工定制 | 是 |
| 計重方式 | 過磅 |
| 規格 | 齊全 |
| 材質 | 碳鋼 合金鋼 |
| 范圍 | 無縫管廠供應范圍覆蓋廣西省、桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、百色市、賀州市、河池市、來賓市、崇左市、防城港市 八步區、昭平縣、鐘山縣等區域。 |

金海金屬材料(賀州市分公司)以科技資訊為先導,以超前的設計為理念,以精工制作為實力,立異創新、選料考究、設計新穎、做工精細、質優價廉,經久耐用,可靠等特點深受廣大用戶青睞。管理理念:為客戶提供好 冷拔異型管產品與服務。始終堅持以創新求發展,以質量求生存的原則,創企業品牌。


無縫鋼管的焊接加工工藝:焊接前加溫,焊后熱處理、淬火
1、加熱
無縫鋼管電弧焊接前,關鍵對無縫鋼管開展加溫,操縱溫度三十分鐘后逐漸焊接。
電弧焊接的加溫和虛似束溫淬火解決由控溫解決的溫控柜積極實際操作。選用遠紅外線追蹤熱處理設備板。智能型積極設定趨勢圖并紀錄趨勢圖,傳熱系數測量溫度。加溫時傳熱系數測量點間距焊接邊沿15mm-20毫米。
2、焊接方式
1.為了更好地避免 無縫鋼管的焊接形變,每一個柱連接頭由兩人對稱性焊接,焊接方位從正中間向兩側。焊接內對外開放(內對外開放時焊接貼近梁),操作過程從——層無縫鋼管第三層無縫鋼管道務必開展小規格型號,由于其電弧焊接嚴重危害焊接形變的關鍵緣故。電弧焊接一至三層后,應開展反刨。碳弧氣刨運用后,必須對焊接工業設備開展打磨拋光,對焊接表層開展滲氮整理,表明金屬光澤,避免 表層炭化造成裂痕。外孔焊接一次,其他內螺紋焊接一次。
2.電弧焊接=雙層無縫鋼管時,焊接方位應與層無縫鋼管反過來,以此類推。各層對接焊縫間距15-20毫米。
3.應維持幾臺悍機的焊接電流量、焊接速率和重合疊加層數。
4.在電弧焊接中,務必從引弧板逐漸焊接,并在引弧板上完畢焊接。電弧焊接后斷開、打磨拋光、清理。
3、經熱處理后
焊接電弧焊接后,應在12小時內開展淬火解決。如不可以馬上對無縫鋼管開展熱處理熱處理解決,應征求隔熱保溫緩和冷的提議。當開展淬火解決時,應測量2個傳熱系數的溫度,并在焊接兩邊焊接傳熱系數。



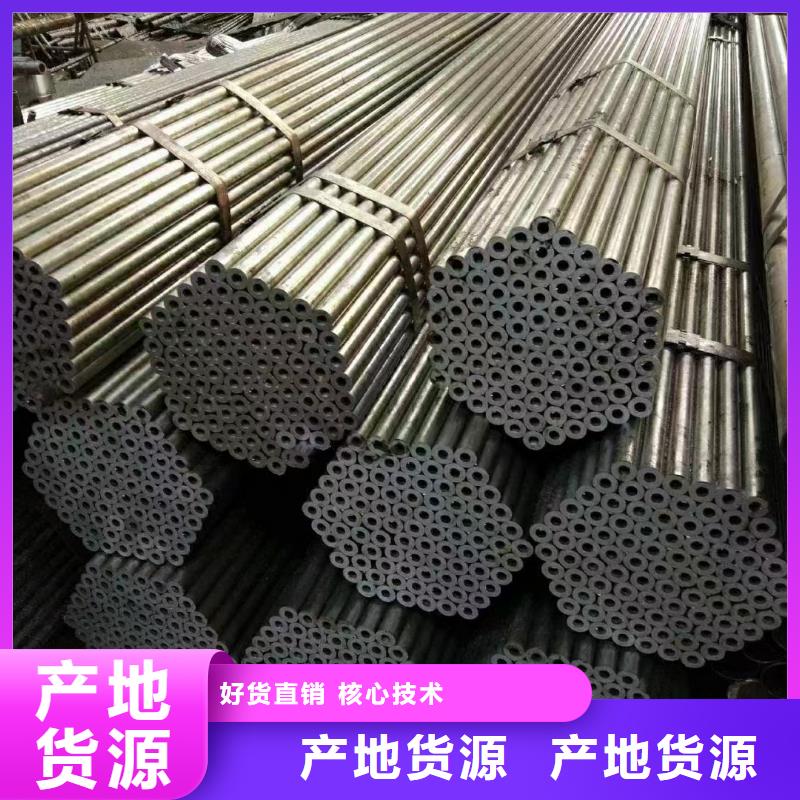
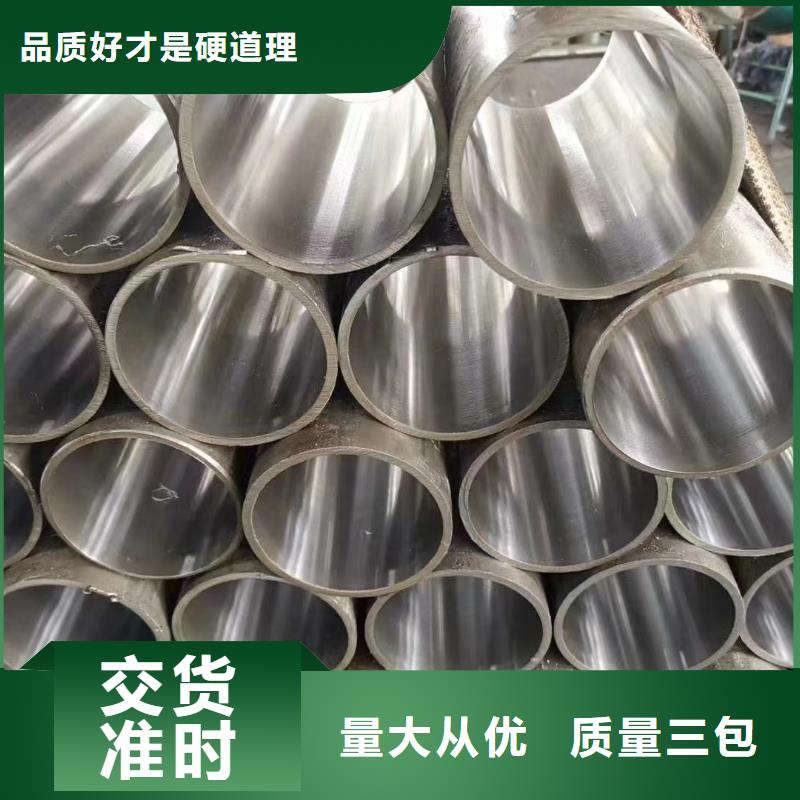
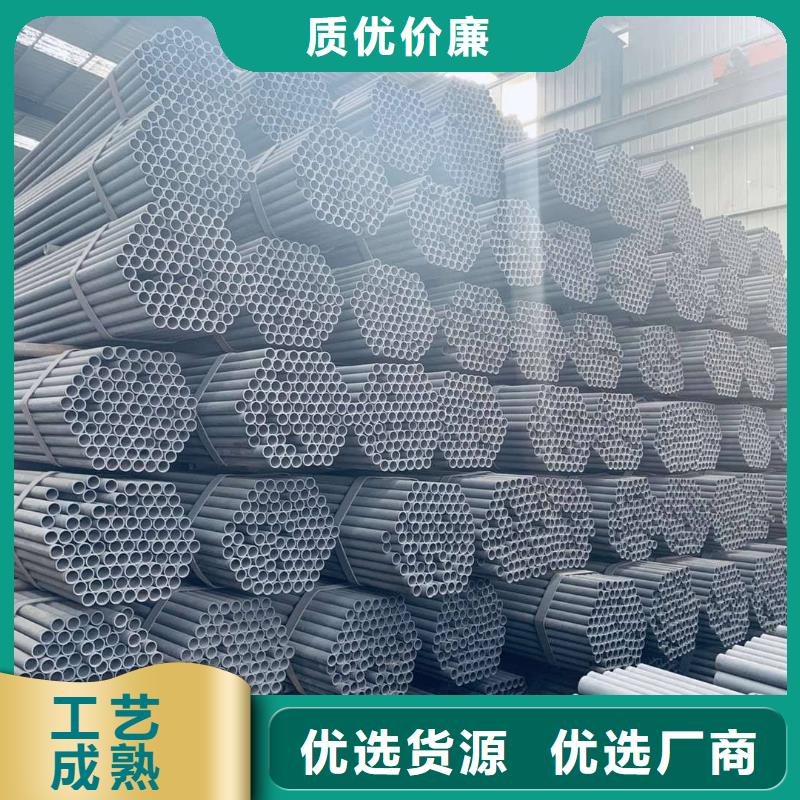
無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管在我國鋼管業中具有重要的地位。據不完全統計,我國現有無縫管生產企業約240多家,無縫鋼管機組約250多套,年產能力約450多萬噸。從口徑看,<φ76的,占35%,<φ159-650的,占25%。從品種看,一般用途管190萬噸,占54%;石油管76萬噸,占5.7%;液壓支柱、精密管15萬噸,占4.3%;不銹管、軸承管、汽車管共5萬噸,占1.4%。
軋制無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、規格、生產批號等。并由吊車吊入倉庫中。


名片")