
以下是:黔東南市榕江縣焊管廠家價格透明的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 焊管供應范圍覆蓋貴州省 黔東南市 凱里市、黃平縣、施秉縣、三穗縣、鎮遠縣、岑鞏縣、天柱縣、錦屏縣、劍河縣、黎平縣、榕江縣、從江縣、雷山縣、麻江縣、丹寨縣等區域。 【天鑫達】業務覆蓋多元場景,提供以下產品和服務:施秉H型鋼廠家質檢合格出廠、三穗H型鋼廠家低價貨源、錦屏H型鋼廠家一站式采購方便省心、從江H型鋼廠家設計合理、麻江H型鋼廠家打造行業品質、丹寨H型鋼廠家實力優品等。焊管廠家價格透明,天鑫達特鋼有限責任公司(黔東南市榕江縣分公司)gbcj5286-6為您提供焊管廠家價格透明,供應服務范圍覆蓋貴州省 黔東南市 凱里市、黃平縣、施秉縣、三穗縣、鎮遠縣、岑鞏縣、天柱縣、錦屏縣、劍河縣、黎平縣、榕江縣、從江縣、雷山縣、麻江縣、丹寨縣,聯系人:楊經理,電話:【18853178958】、【18853178958】。 貴州省,黔東南苗族侗族自治州,榕江縣 榕江縣,舊稱古州,為江南八百州之一。清,置古州廳。民國二年(1913年),廢古州廳,置榕江縣。1956年,劃入黔東南苗族侗族自治州。1959年,榕江、從江并縣,建榕江縣。1961年,榕江、從江兩縣分設。是重點生態功能區、紅色革命老區、革命文物保護利用片區分縣、中國侗族語音標準音所在地、“互聯網+”農產品出村進城工程試點縣、全國農業標準化示范區、生態示范區、優質柑橘生產基地縣、貴州旅游優先發展區、全國文化先進縣、貴州體操之鄉、貴州省十大林業縣之一、中國原生態錫利貢米之鄉、貴州區域性支點城市、對接融入粵港澳大灣區“橋頭堡”主陣地。錫利貢米、榕江小香雞、榕江葛根、塔石香羊列為地理標志保護產品,2020年11月,貴州省人民政府批準榕江縣退出貧困縣序列。2021年8月,被鄉村振興局列為鄉村振興重點幫扶縣。
不要錯過這部精心制作的焊管廠家價格透明產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。
以下是:焊管廠家價格透明的圖文介紹
焊接壓力?
焊接壓力是焊接工藝的主要參數之一,管坯的兩邊緣加熱到焊接溫度后,在擠壓力作用下形成共同的金屬晶粒即相互結晶而產生焊接。焊接壓力的大小影響著焊縫的強度和韌性。若所施加的焊接壓力小,使金屬焊接邊緣不能充分壓合,焊縫中殘留的非金屬夾雜物和金屬氧化物因壓力小不易排出,焊縫強度降低,受力后易開裂;壓力過大時,達到焊接溫度的金屬大部分被擠出,不但降低焊縫強度,而且產生內外毛刺過大或搭焊等缺陷。因此應根據不同的品種規格在實際中求得與之相適應的焊接壓力。根據實踐經驗單位焊接壓力一般為20~40MPa。?
由于管坯寬度及厚度可能存在的公差,以及焊接溫度和焊接速度的波動,都有可能涉及到焊接擠壓力的變化。焊接擠壓量一般通過調整擠壓輥之間的距離進行控制,也可以用擠壓輥前后管筒周差來控制。
3 焊接速度?
焊接速度也是焊接工藝主要參數之一,它與加熱制度、焊縫變形速度以及相互結晶速度有關。在高頻焊管時,焊接質量隨焊接速度的加快而提高。這是因為加熱時間的縮短使邊緣加熱區寬度變窄,縮短了形成金屬氧化物的時間,如果焊接速度降低時,不僅加熱區變寬,而且熔化區寬度隨輸入熱量的變化而變化,形成內毛刺較大。在低速焊時,輸入熱量少使焊接困難,若不符合規定值時易產生缺陷。?
因此在高頻焊管時,應在機組的機械設備和焊接裝置所允許的速度下,根據不同規格品種選擇合適的焊速。
4 開口角?
開口角是指擠壓輥前管坯兩邊緣的夾角,開口角的大小與燒化過程的穩定性有關,對焊接質量的影響很大。?
減小開口角時,邊緣之間的距離也減小,從而使鄰近效應加強,在其它條件相同的情況下便可增大邊緣的加熱溫度,從而提高焊接速度。開口角如果過小時,將使會合點到擠壓輥中心線的距離加長,從而導致邊緣并非在溫度下受到擠壓,這樣便使焊接質量降低,功率消耗增加。?
實際生產經驗表明,可移動導向輥的縱向位置來調整開口角大小,通常在2~6°之間變化。在導向輥不能縱向調整的情況下,可用導向環厚度或壓下封閉孔型來調整開口角的大小。
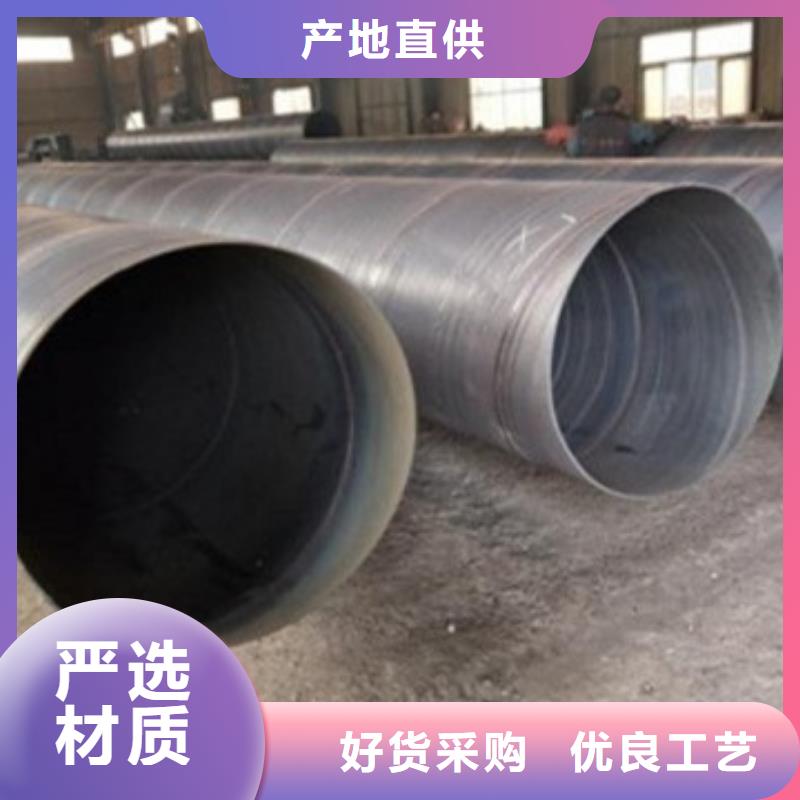
埋弧焊直縫鋼管采用的焊接工藝為埋弧焊技術,采用填充物焊接,顆粒焊劑埋弧。生產的口徑可以達到是埋弧焊直縫鋼管的英文簡稱,埋弧焊直縫鋼管的生產工藝有JCOE成型技術、卷制成型埋弧焊技術。當口徑較大時可能用兩塊鋼板進行卷制,這樣會形成雙焊縫的現象。可以執行的標準低壓流體鋼管生產標準,石油天然氣鋼管生產使用標準,還可以執行美國API 5L管線鋼管執行標準。承壓參數主要有2ST/T,S為強度,T為壁厚。現在埋弧焊已經發展成為,有雙絲埋弧焊,還有多絲埋弧焊,效率更進一步提高。
直縫焊管生產工藝:
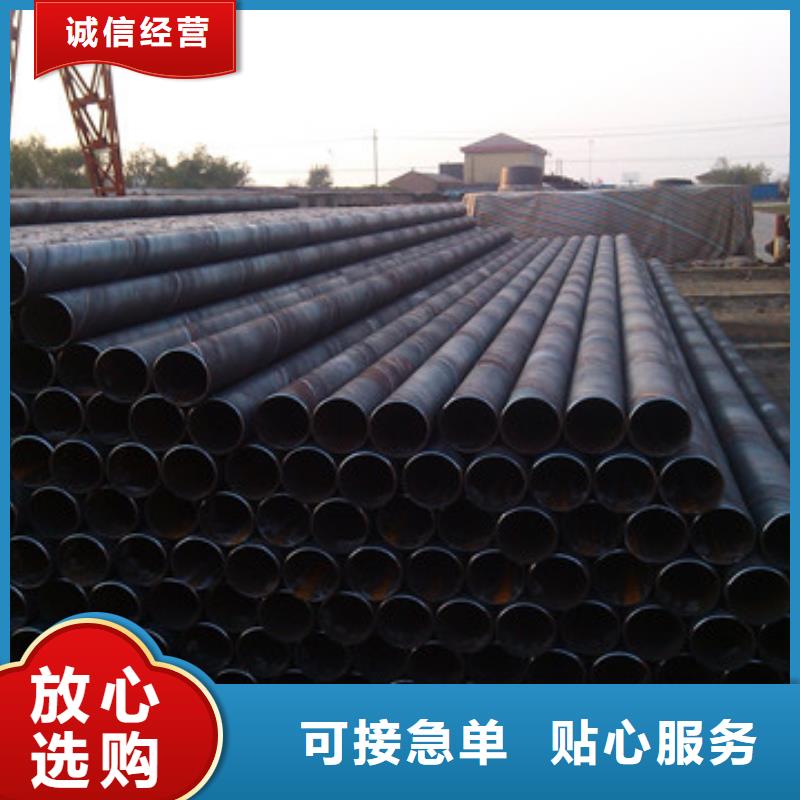
生產效率高,成本低,發展較快。厚壁焊管規格強度一般比直縫焊管高,厚壁焊管規格能用較窄的坯料生產管徑較大的焊管, 厚壁焊管規格還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,厚壁焊管規格焊縫長度增加30~,而且厚壁焊管規格生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用厚壁焊管規格。
把 H型鋼廠家煩惱交給黔東南榕江山東天鑫達特鋼有限責任公司、讓我們為您提供專業優質的 H型鋼廠家解決方案!多年來服務萬家客戶,每批次 H型鋼廠家產品都經過嚴格質量體驗,確保用戶使用放心。
原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。
(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。
(3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。
(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。
(5)采用外控或內控輥式成型。
(6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。
(7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。
(8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。
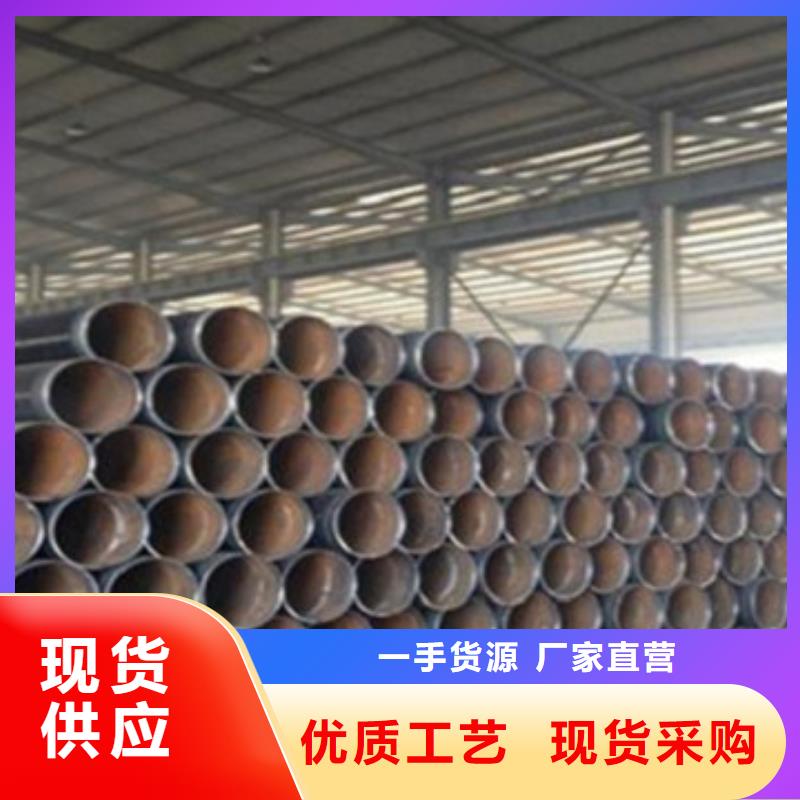
(9)采用空氣等離子切割機將鋼管切成單根。
(10)切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。
(11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。
(12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。
(13)每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。
(14)管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。
在黔東南市榕江縣采買焊管廠家價格透明到天鑫達特鋼有限責任公司(黔東南市榕江縣分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。供應服務范圍覆蓋貴州省 黔東南市 凱里市、黃平縣、施秉縣、三穗縣、鎮遠縣、岑鞏縣、天柱縣、錦屏縣、劍河縣、黎平縣、榕江縣、從江縣、雷山縣、麻江縣、丹寨縣,聯系人:楊經理-【18853178958】。










