| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議 |
| 發(fā)貨期限 | 3 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 質(zhì)量等級 | 一級 |
| 品牌 | 鑫中冶 |
| 是否可加工定制 | 是 |
| 計重方式 | 過磅 |
| 規(guī)格 | 齊全 |
| 材質(zhì) | 碳鋼 合金鋼 |
| 范圍 | 光亮管供應范圍覆蓋江蘇省 南京市、蘇州市、連云港市、無錫市、常州市、淮安市、徐州市、鹽城市、鎮(zhèn)江市、南通市、泰州市、宿遷市、揚州市 清河區(qū)、淮陰區(qū)、清浦區(qū)、漣水縣、洪澤區(qū)、盱眙縣、金湖縣等區(qū)域。 |

金海金屬材料(淮安市分公司)秉承“信譽至上,一絲不茍,精益求精”的經(jīng)營理念,及時掌握用戶的信息和要求,及時跟蹤 冷拔異型管產(chǎn)品使用情況,為用戶提供真誠服務(wù),把優(yōu)良的 冷拔異型管產(chǎn)品提供給廣大客戶。
金海金屬材料(淮安市分公司)遵循誠信經(jīng)營,貨真價實,服務(wù)的宗旨,贏得了用戶,拓展了市場,建立了銷售網(wǎng)絡(luò),以質(zhì)量求信譽,以信譽求發(fā)展,以雄厚的實力、優(yōu)良的 冷拔異型管產(chǎn)品、優(yōu)惠的價格深得新老用戶的信賴;歡迎來電垂詢或親臨指導。


無縫鋼管型號-無縫管單價-無縫管規(guī)格
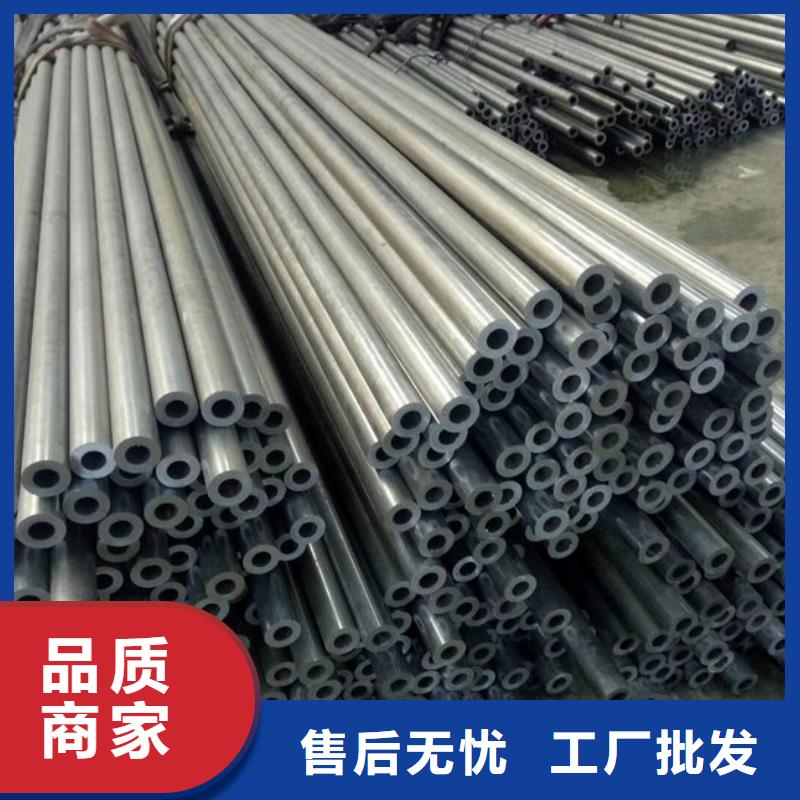
無縫管的生產(chǎn)工藝可以分為冷拔與熱軋兩種,冷軋無縫管的生產(chǎn)流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經(jīng)過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產(chǎn)生,如果有大量的起泡產(chǎn)生說明鋼管的質(zhì)量達不到相應的標準。外觀上冷軋無縫管要短于熱軋無縫管,冷軋無縫管的壁厚一般比熱軋無縫管要小,但是表面看起來比厚壁無縫管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
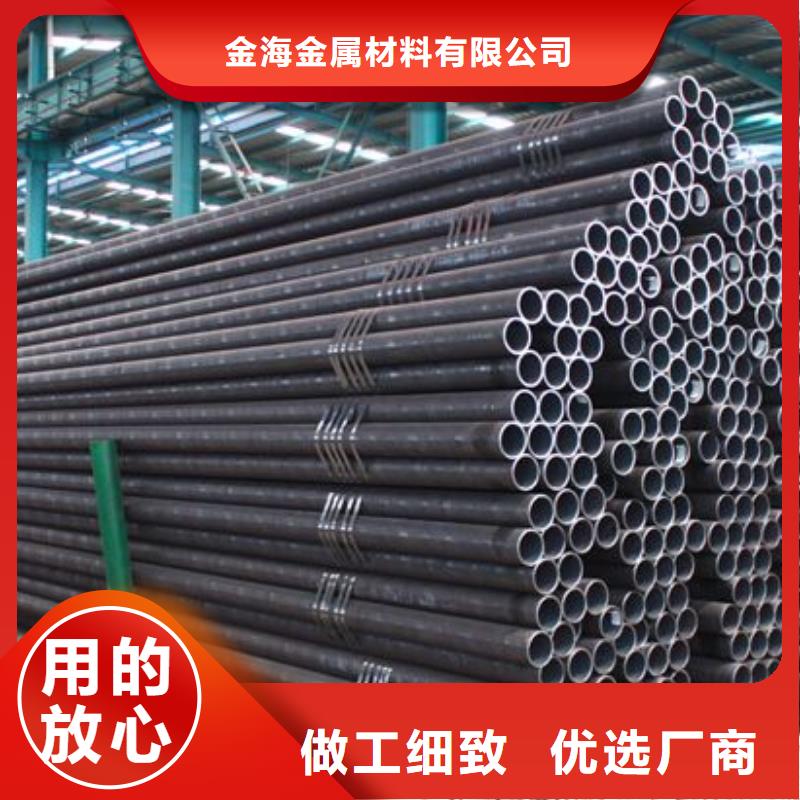
熱軋無縫管的交貨狀態(tài)一般是熱軋狀態(tài)經(jīng)過熱處理后進行交貨。熱軋無縫管在經(jīng)過質(zhì)檢后要經(jīng)過工作人員的嚴格的手工挑選,在質(zhì)檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋?zhí)幚砗笠M行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗,*后貼上標簽、進行規(guī)格編排后放置到到倉庫當中。
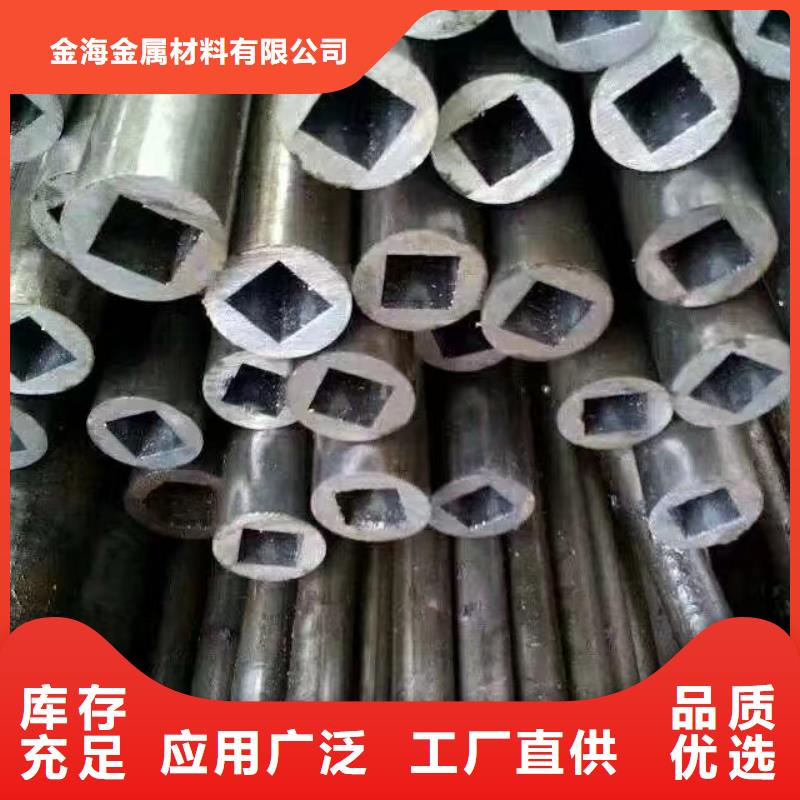
圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 無縫管是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。無縫管的規(guī)格用外徑*壁厚毫米數(shù)表示。
熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無縫管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
一般用無縫管是用10、20、30、35、45等優(yōu)質(zhì)碳結(jié)鋼16Mn、5MnV等低合金結(jié)構(gòu)鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結(jié)鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態(tài)或熱處理狀態(tài)交貨;冷軋以熱處理狀態(tài)交貨。



厚壁無縫鋼管表面的光滑度的堤高方法
厚壁無縫鋼管的視頻后期制作包括了不銹鋼鈍化、預酸洗磷化和抹油,依據(jù)不銹鋼鈍化的處理可以改善厚壁無縫鋼管表面的光滑度以及提高其整體的耐磨性從而 使用壽命,重要的一點就是可以改善和其他基本金屬復合材料的結(jié)合,目前針對厚壁無縫鋼管進行磷化處理的狀況下重要采用三氧化鉻進行不銹鋼鈍化,可以在不銹鋼鈍化的狀況下加上一些活性劑,如氟化物、硫酸銨或硫酸等,促進不銹鋼鈍化后得到 稍厚的三氧化鉻膜。當鈍化劑中有氟化物時可降低鋼表帶表面張力,加速破乳體現(xiàn),可以提高電拋光作用,使涂層細致光亮。
厚壁無縫鋼管不僅要在生產(chǎn)制造的狀況下注意相關(guān)的生產(chǎn)制造生產(chǎn)流程,還要在后半期的生產(chǎn)制造和處理專業(yè)性中確保,那般就可以給生產(chǎn)制造的產(chǎn)品再加了雙保,促進厚壁無縫鋼管不僅在外觀上也要質(zhì)量上更上一層樓了,變成了目前應用專業(yè)能力極強的原料。
1、提高鑄機的對弧精度,避免 凝固早期的非均相網(wǎng)頁頁面上應力場過大,防止導致沿位錯裂縫。
2、采用適當加快煅造速度和一定范疇以內(nèi)擴張致冷出水量、提高水的出水量、降低溫度等方法維持強制致冷。
3、嚴格控制鋼材牌號成分,特別是在是碳水分含量的控制。
4、提高軋鋼電流的磁效應攪拌,中攀鋼水氫壓控制在40℃下述

金海金屬材料(淮安市分公司)

名片")