以下是:商丘市永城市異型管八角形異型鋼管海量現貨的產品參數
【萬盛達】業務覆蓋多元場景,提供以下產品和服務:
柘城冷鍍鋅管廠家、
虞城10#異型管、
寧陵冷鍍鋅管等。
異型管八角形異型鋼管海量現貨,
萬盛達鋼鐵(商丘市永城市分公司)為您提供
異型管八角形異型鋼管海量現貨的資訊,聯系人:
陳經理,電話:
【13310655558】、【13310655558】。 河南省,商丘市,永城市 永城市因城屢遭水擊不破而得名,取意“永固之城”。商代永城境內建有棘國,有永、芒、碭、酂等地;隋大業六年(610年)置縣,金代為州,抗戰期間為中共豫皖蘇邊區省委所在地,1996年,撤縣設縣級市,2014年,成為河南省直管縣。永城因漢高祖劉邦在芒碭山斬蛇起義被譽為“漢興之地”永城市北依隴海、東傍京滬、西臨京九,連霍高速、永登高速、濟祁高速、鄭徐高鐵、311國道、鄭永省道貫穿全境。境內有芒碭山、陳官莊烈士陵園、日月湖、造律臺、崇法寺塔等景點。2016年,被河南省規劃建設商丘市域副中心城市。2017年,獲批成為“河南省質量強市示范市”。2019年10月8日,被評為2019年度全國綜合實力百強縣市、全國投資潛力百強縣市、全國新型城鎮化質量百強縣市、2019全國營商環境百強縣。2020年8月,獲批成為河南省區域物流樞紐。
我們的異型管八角形異型鋼管海量現貨視頻現已上線,從細節到整體,從外觀到性能,讓您了解它的每一個方面。
以下是:商丘永城異型管八角形異型鋼管海量現貨的圖文介紹
萬盛達鋼鐵(商丘市永城市分公司)擁有一批專門從事 20cR無縫鋼管、鍍鋅管、鍍鋅帶方管、Q235B方管廠家產品研發的工程師,是一家專業生產、銷售、 20cR無縫鋼管、鍍鋅管、鍍鋅帶方管、Q235B方管廠家的實體廠家。 銷售高品質 20cR無縫鋼管、鍍鋅管、鍍鋅帶方管、Q235B方管廠家產品,為用戶創造價值 是我們孜孜以求的目標.質量信賴,用戶至上、服務周到是我們永恒的服務宗旨.我們始終信奉 讓用戶滿意 的市場法則.我們堅信, 以強勁的動力促進自身發展的同時,必定帶來廣大用戶強勁的發展.我們期待,我們優質的 20cR無縫鋼管、鍍鋅管、鍍鋅帶方管、Q235B方管廠家產品,完善的售后服務帶來你我真誠的合作。


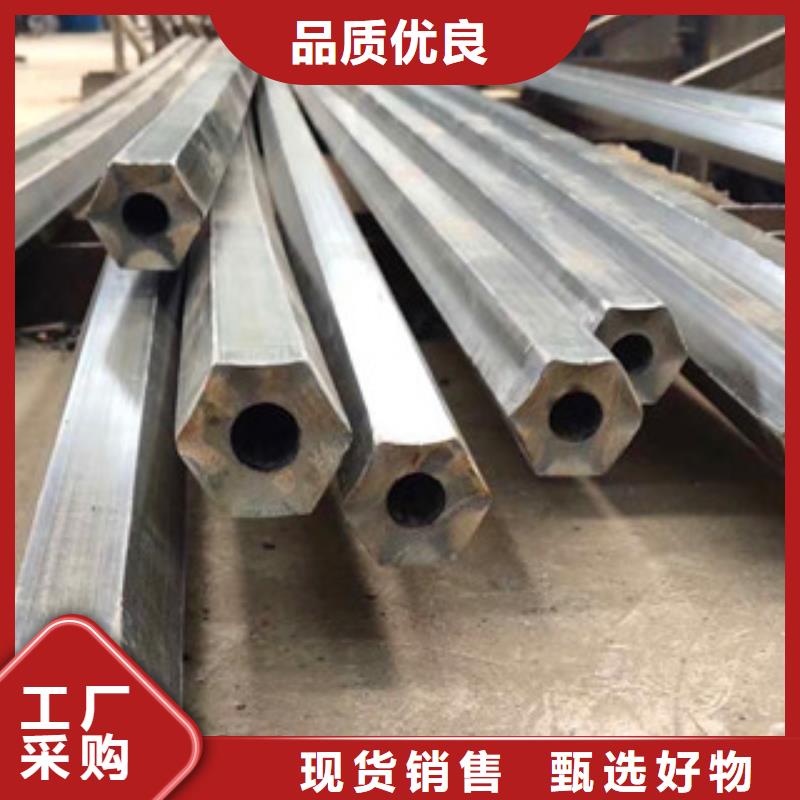
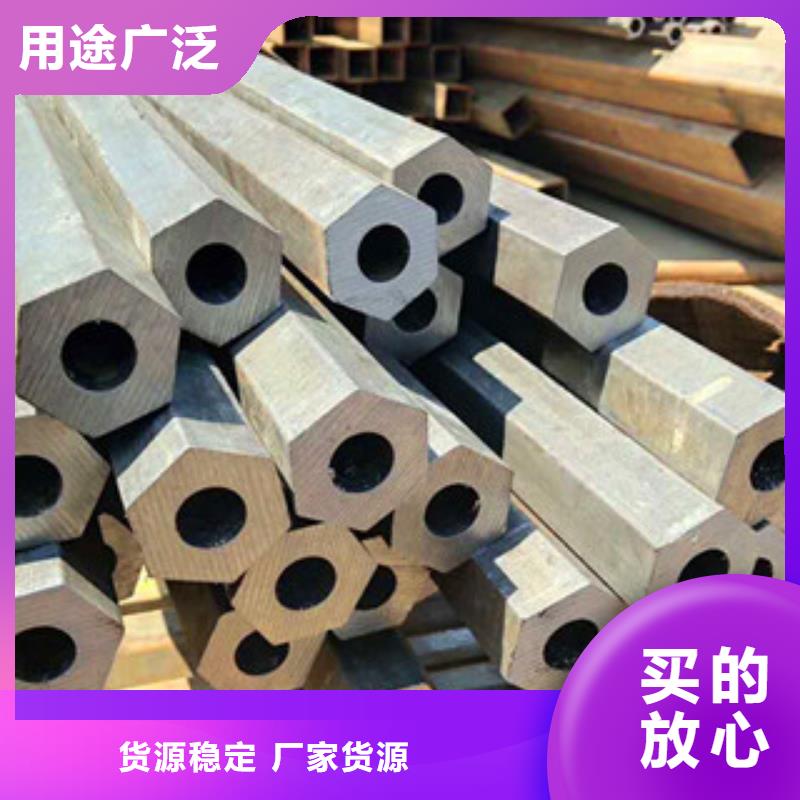
異型管在我們生活中經常會用到,下面就來為大家介紹下異型鋼管的生產制造方法級用途。A生產制造方法:1.一般鍋爐管使用溫度在430℃以下,國產管主要用10號、20號碳結鋼熱軋管或冷拔管制造。2.高壓鍋爐管使用時經常處于高溫和高壓條件,管子在高溫煙氣和水蒸氣的作用下,會發生氧化和腐蝕。要求鋼管具有高的持久強度,高的抗氧化腐蝕性能,并有良好的組織穩定性。 B用途:1.一般異型鋼管主要用來制造水冷壁管、沸水管、過熱蒸汽管、機車鍋爐用的過熱蒸汽管,大、小煙管及拱磚管等。2.高壓異型鋼管主要用來制造高壓和超高壓鍋爐的過熱器管、再熱器管、導氣管、主蒸汽管等。 據統計,2012年全球燃燒化石能源生345億噸二氧化碳,而其中煤炭燃燒產生的二氧化碳多。廉價的天然氣已經減少了美國對煤炭的需求量,但是在其他,需求還在上升。在接下來的20多年時間里,上將有數百萬人口 次用上電,按照當前的趨勢發展下去,這些電大部分將來源于煤炭。即使取代煤炭的呼聲再高,煤炭也不可能被取代,至少不可能被馬上取代。 異型管結疤的產生,主要有以下點原因:一、在軋制過程中,由于外界金屬物落在軋件表面上,并被帶入孔型內,壓入軋件表面,在異型管表面形成結疤。這種結疤是不生根的,無規律性;二、軋槽刻痕不良,在軋件表面上形成較高的凸塊,再軋時異型管產生周期性的結疤;三、原料表面處理不當,留有尖銳的棱邊或深寬比較大的凹坑,經軋制后形成結疤;四、軋制過程中,軋件在成品孔前某一孔型因故損壞或輥環破缺,當軋件通過該孔型后,表面形成凸塊,在后面的軋制過程中,凸塊被壓入基體并隨軋件延伸,終在異型管成品表面上,產生周期性的生根結疤;五、軋件在孔型內打滑,使金屬堆積于變形區周圍的表面上,在軋時造成結疤;六、異型管坯表面有較大的冷濺、翻皮、結疤等缺陷,當用鋼錠一火軋成材時,則在成品表面上產生結疤。 鋼管縮管機在使用前要明確了解縮管機的原理、注意事項和使用方法,才能更好的使用縮管機,下面我們就一起了解下。1、鋼管縮管機原理:通過機械傳動,帶動鋼管旋轉,并在鋼管的一端用火焰加熱,當達到一定溫度時,用成型模對加熱的鋼管頭部進行趕制,直至達到所要求的形狀為止。2、鋼管縮管機構造:用槽鋼焊一個地盤,動力端裝有電機、減速機、卡頭(卡管子用,可用車床卡盤代替)。另一端安裝支撐座(可打開的),支撐座上外端固定一個加熱環(8-10個噴嘴,用氣焊靠搶嘴焊在一個銅管環上)。外邊是一個活動的支架,上面安裝一個合金模具。3、鋼管縮管機使用方法:將管子固定在縮管機上,打開加熱器(環)。待溫度達到后,推動合金模具,管頭形狀即達到要求。整個過程約15分鐘。 三角管是用鋼材做原材料所生產的三角形(三邊形鋼管)也稱異型鋼管,其中還有八角管、菱形管、橢圓管,六角管等形狀。 三角管是除了圓管以外的其他截面形狀的鋼管的總稱,有焊接異型管和無縫異型管,因為材質的關系,不銹鋼異型管一般為304以上材質為多,200、201材質硬度強風,成型難度加大。 三角管廣泛用于各種結構件、工具和機械零部件。和圓管相比,不銹鋼異型管一般都有較大的慣性矩和截面模數,有較大的抗彎抗扭能力,可以大大減輕結構重量,節約鋼材。



圓變方異型管焊接工藝;控制焊接變形此矩形管由于其外形屬于細長桿類,因此焊接變形極難控制。焊接的主要變形有撓曲(正彎)、側彎、角變形及扭曲變形等。對于此矩形管而言,主要的變形是橫向收縮,使矩形斷面尺寸受到影響,每邊需縮進預留間隙90%左右;焊縫橫向收縮后,豎板兩端向內彎曲,使構件形成腰鼓狀;由于焊縫斷面大,輸入熱量多,必然引起較大的縱向收縮,使構件在長度方向形成撓曲變形;對因不合理焊接造成的扭曲變形,矯正十分困難,有時不得不割開重焊或整件報廢。 從焊接變形理論可知,影響焊接變形大小的主要因素是:焊縫尺寸越大,熔敷金屬越多,變形越大;焊縫尺寸相等時,焊縫熱輸入越大,造成的變形也越大;焊接大長焊縫時,分段比直通焊變形要小。 # 無縫異型管常見缺陷的檢測方法:無縫異型管制造過程中偶爾會遇到缺陷問題,如果是在表面,用視覺就能檢測到,但是如果問題出在里面又該怎么辦呢?常用的檢測方法一般來說有磁粉檢測或滲透檢測兩種。磁粉檢測或滲透檢測可有效的發現異型管表面裂紋、折疊、重皮、發紋、針孔等表面缺陷。對于鐵磁性材料、應優先采用磁粉檢測法,因其具有較高的檢測靈敏度;對于非鐵磁性材料,如不銹鋼異型管,則采用滲透檢測法。當兩端預留切除余量較少時,由于檢測裝置的結構原因,兩端頭有時得不到有效的檢測,而異型管端頭是有可能存在裂紋或其他缺陷的部位。如果端頭存在有潛在的裂紋傾向,安裝時的焊接熱影響也有可能使潛在的裂紋擴展。因此,也應注意對焊后異型管一定區域的檢測,及時發現鋼管端頭缺陷的擴展。對在線使用奧氏體異型管,當絕熱層損壞或可能有雨水滲進的部位,應注意進行滲透檢測,以發現應力腐蝕裂紋或點蝕等缺陷。但磁粉或滲透檢測只能對異型管外表面進行檢測,對內表面的缺陷則無能為力。對異型管內表面的檢測,特別是裂紋類缺陷的檢測,必須通過超聲波檢測來進行。 # 異型管鋼坯加熱的三種方式:在異型管生產中,鋼坯的加熱過程實際上就是熱源的傳熱過程,溫度差是傳熱的基本條件,有溫度差才會發生熱的傳播,根據傳熱過程中物體溫度有無變化,傳熱可分為穩定態傳熱和不穩定態傳熱兩種狀態。穩定態傳熱是指在傳熱過程中,物體各處的溫度不隨時間變化的傳熱現象。不穩定態傳熱是指物體在加熱過程中,溫度在不斷升高,熱量不斷地由物體表面傳向內部,即溫度隨時間變化的傳熱現象。 # 異型管鋼坯加熱,其熱源的傳播有輻射、傳導、對流三種方式:(一)輻射對流與傳導兩種傳熱方式必須是物體接觸才能傳遞熱能,而輻射則是物體間不必接觸就可以將熱能由一物體傳導到另一物體的傳熱方式;(二)傳導傳導傳熱一般由同一物體的高溫部分傳至低溫部分,也可由高溫物體傳至與其緊密接觸的低溫物體。異型管鋼坯傳導傳熱具有以下特點:一是傳導傳熱只有粒子的微觀熱運動,沒有宏觀的運動或位移。因此傳導傳熱主要發生在金屬、耐火材料等固體中。



# 防止異型管轉爐噴濺的六個方法:異型管轉爐噴濺產生的原因有以下三個:(一)當渣中TFe含量過低,熔渣粘稠,熔池被氧流吹開后熔渣不能及時返回覆蓋液面,CO氣體的排出帶著金屬液滴飛出爐口,形成金屬噴濺。熔渣返干也會產生金屬噴濺。可見,形成金屬噴濺的一些原因與發性噴濺正好相反。(二)熔池內碳氧反應不均衡發展,瞬時產生大量的CO氣體,這是發生發性噴濺的根本原因。由于操作上的原因,熔池驟然受到冷卻,抑制了正在激烈進行的碳氧反應;當熔池溫度再度升高到一定程度,碳氧反應重新以更猛烈的速度進行,瞬間排出大量具有巨大能量的CO氣體從爐口排出,同時還挾帶著一定量的鋼水和熔渣,形成了較大的噴濺。(三)除了碳的氧化不均衡外,還有如爐容比、渣量、爐渣泡沫化程度等因素也會引起噴濺。在鐵水Si、P含量較高時,渣中SiO2、P2O5含量也高,渣量較大再加上熔渣中TFe含量較高,其表面張力降低,阻礙著CO氣體通暢排出,因而渣層膨脹增厚,嚴重時能夠上漲到爐口。此時只要有一個不大的推力,熔渣就會從爐口噴出,熔渣所夾帶的金屬液也隨之而出,形成噴濺。同時泡沫渣對熔池液面覆蓋良好,對氣體的排出有阻礙作用。嚴重的泡沫渣可能導致爐口溢渣。 # 要防止異型管轉爐噴濺的產生,需要采取以下方法:一、吹煉過程位控制的基本原則是繼續化好渣、化透渣、快速脫碳、不噴濺、熔池均勻升溫。吹煉中期的特點是強烈脫碳,在這個階段中,不僅吹入的氧氣全部用于碳的氧化,而且渣中的氧化鐵也大量被消耗,流動性下降,出現返干現象,影響硫、磷的去除甚至于發生回磷現象,噴濺也嚴重。為了防止異型管中期爐渣返干,應該適當提。二、保持合理的爐型是在現有技術和設備條件下控制噴濺有效的方法,如應有適當的高度和液面,根據冶煉鋼種采取合適的底吹模式,如果發現上漲較高,要及時采取措施進行處理,處理操作應采取勤、輕處理原則。三、做好熱平衡,力求做到熱量略富裕,這樣既能保住終點碳,又不因為熱量太富裕冷卻料用量大噴濺難控制。還可以采用留渣操作,濺渣護爐時不要把爐渣濺干,在爐內留部分爐渣,剩余的爐渣在下爐吹煉時有利于前期快速成渣,同時減少了冷卻劑的加入量和爐渣的泡沫化程度,并將泡沫化高峰前移,從而達到控制異型管轉爐噴濺的目的,在爐渣嚴重泡沫化時,短時間提高位,使氧超過泡沫的熔池面,用氧氣射流的沖擊破壞泡沫,減少噴濺。四、在某種程度上復吹轉爐煉鋼的氧操作主要是通過位的變化來調節和控制爐渣中有合適的(FeO)含量,以滿足吹煉過程各期的需要。如果(FeO)控制不當,會給吹煉帶來困難,因此控制噴濺的關鍵就是要控制吹煉位。五、正確地控制前期溫度,如果前期溫度低,爐渣中積累起大量的氧化鐵,隨后在元素氧化,熔池被加熱時,往往突然引起碳的激烈氧化,容易造成發性噴濺。在爐溫很高時,可以在提的同時適當加一些石灰,稠化熔渣,有時對抑制噴濺也有些作用,但加入量不宜過多,加入的石灰化完后,如果不繼續加人石灰就應當適當降,以免在硅錳氧化結束和熔池溫度升高后強烈脫碳時發生嚴重噴濺。六、后期的任務是進一步調整好爐渣的氧化性和流動性,繼續去除硫、磷使熔池異型管鋼液成分和溫度均勻,穩定火焰,便于準確地控制終點,壓速度要緩慢,切忌過快,否則會引起噴濺。冶煉低碳鋼,很多采用的是增碳法,所以后期非常注意加強熔池攪拌以加速后期脫碳,均勻熔池的溫度和成分。為此在過程化渣不太好,或者中期爐渣返干較嚴重時,后期應首先適當提化渣。而在接近終點時,再適當降,以加強熔池攪拌,使熔池的溫度和成分均勻化,提高金屬和合金收得率并減輕對爐襯的侵蝕。 # 淺析固渣護爐的具體操作步驟:傳統轉爐主要的護爐方法以補爐、噴補及濺渣護爐為主。護爐成本較高,護爐效果不佳,無法確保轉爐爐型的穩定運行,且每次補爐需要安排較長時間,影響轉爐作業率,增加了生產組織的難度。同時濺渣護爐由于過程控制存在波動及階段生產節奏緊張造成濺渣時間不足,護爐效果較差。而采取固渣護爐的方法可以節約靜態護爐時間,有效保證靜態護爐效果。還可以通過穩定轉爐入爐條件,提高轉爐終點控制及一次拉碳率,鞏固過程護爐效果。而且通過確保良好的終渣狀態濺渣護爐效果,大幅度降低轉爐護爐成本及爐齡,提高轉爐作業率。 #



======================================================= 錳的作用不在于形成奧氏體,而是在于它降低鋼的臨界淬火速度,在冷卻時增加奧氏體的穩定性,抑制奧氏體的分解,使高溫下形成的奧氏體得以保持到常溫。在提高鋼的耐腐蝕性能方面錳的作用不大,這是因為錳對提高鐵基固溶體的電極電位的作用不大,形成的氧化膜的防護作用也很低。錳在不銹鋼異型管中穩定奧氏體的作用約為鎳的二分之一,并且作用的程度比鎳還要大。 稀土元素應用于不銹鋼,主要在于改善工藝性能方面。比如,鋼中加少量的稀土元素,可以鋼錠中因氫氣引起的氣泡和減少鋼坯中的裂紋。奧氏體和奧氏體-鐵素體不銹鋼異型管中加一定量的稀土元素,可顯著改善鍛造性能。 碳,不銹鋼異型管中含碳量增加,屈服點和抗拉強度升高,但塑性和沖擊性降低,當碳量0.23%超過時,鋼的焊接性能變壞,因此用于焊接的低合金結構鋼,含碳量一般不超過0.20%。碳量高還會降低鋼的耐大氣腐蝕能力,在露天料場的高碳鋼就易銹蝕,此外碳能增加鋼的冷脆性和時效敏感性。 異型管等溫淬火的注意事項:等溫淬火是減少無縫異型管變形和開裂的有效淬火方法之一,但如何正確運用該工藝方法則要應根據異型管的材質、大小、硬度和韌性、變形的要求,以及具體的工作條件等進行合理的選擇。下面我們將等溫淬火時需要注意的事項一一為大家介紹:大小限制在進行等溫淬火時,基本的原則是確保無縫鋼管在冷卻過程中不會發生高溫的轉變,因此異型管的鋼種和大小直接影響到等溫淬火的質量,一般要求為碳鋼無縫鋼管的有效厚度應不大于5mm,合金鋼的有效厚度應在30mm以下。從含碳量的角度出發,在0.4%-0.6%的碳鋼不適于等溫淬火,高于0.6%以上的碳鋼才能進行等溫淬火。
您是想要在商丘市永城市采購高質量的異型管八角形異型鋼管海量現貨產品嗎?萬盛達鋼鐵(商丘市永城市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的異型管八角形異型鋼管海量現貨產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:陳經理-【13310655558】,地址:《經濟開發區》。
名片")