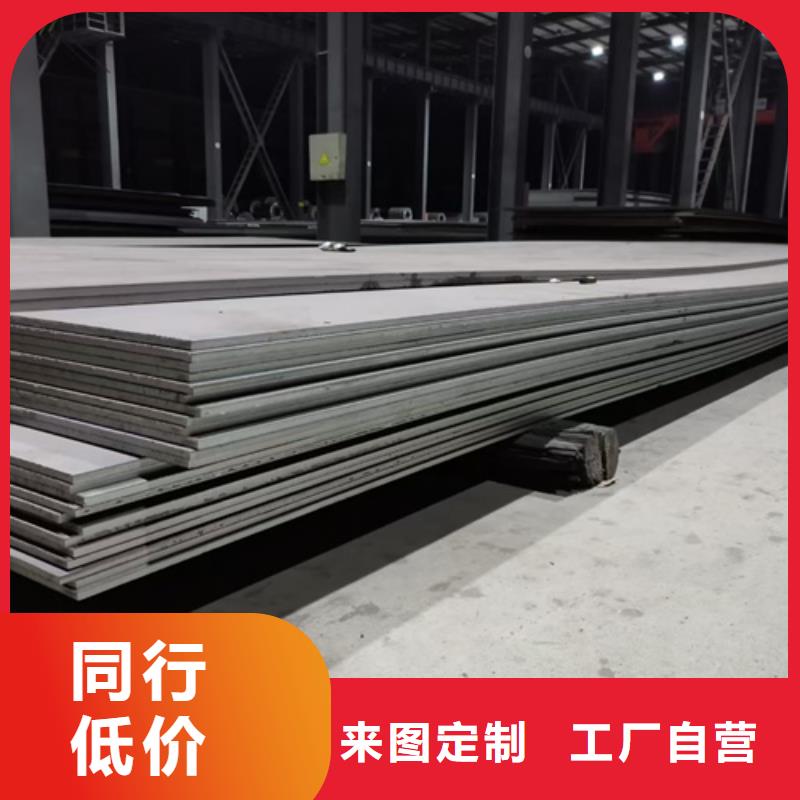
以下是:浙江省衢州市高強鋼板NM400耐磨板品質(zhì)商家的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 4200/噸 |
|---|
| 發(fā)貨期限 | 1天 |
|---|
| 供貨總量 | 15000噸 |
|---|
| 運費說明 | 電議 |
|---|
| 小起訂 | 100kg |
|---|
| 質(zhì)量等級 | 一級 |
|---|
| 產(chǎn)品材質(zhì) | Q355D/Q420B/Q460C/Q550D/Q690D/Q890D/Q960D |
|---|
| 產(chǎn)品品牌 | 多麥金屬 |
|---|
| 產(chǎn)品規(guī)格 | 3mm-150mm |
|---|
| 發(fā)貨城市 | 聊城 日照 武安 |
|---|
| 產(chǎn)品產(chǎn)地 | 寶武鋼鐵 敬業(yè) 普陽 山鋼 萊鋼 |
|---|
| 加工定制 | 可切割 |
|---|
| 產(chǎn)品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 適用領(lǐng)域 | 礦山設(shè)備 煤機設(shè)備 裝載設(shè)備 起重設(shè)備 |
|---|
| 庫存量 | 15000余噸 |
|---|
| 倉庫地址 | 聊城 日照鋼聯(lián)庫 武安中貿(mào)庫 |
|---|
| 范圍 | 高強鋼板NM400耐磨板供應(yīng)范圍覆蓋浙江省、杭州市、寧波市、溫州市、臺州市、金華市、湖州市、紹興市、舟山市、嘉興市、衢州市、麗水市 柯城區(qū)、衢江區(qū)、常山縣、開化縣、龍游縣、江山市等區(qū)域。 |
|---|
【多麥】為客戶提供多樣化產(chǎn)品,包括
衢江銹蝕鋼板、
江山耐磨450鋼板、
金華堆焊耐磨鋼板、
紹興不銹鋼板、
麗水耐磨鋼板、
嘉興Q355NH耐候鋼板等,適配多元場景需求。
高強鋼板NM400耐磨板品質(zhì)商家,
【多麥金屬】高錳耐磨耐候鋼板生產(chǎn)廠家(衢州市分公司)為您提供
高強鋼板NM400耐磨板品質(zhì)商家的資訊,聯(lián)系人:
朱經(jīng)理,電話:
【17768165506】、【17768165506】。 浙江省,衢州市 2022年,衢州市實現(xiàn)地區(qū)生產(chǎn)總值2003.44億元,分產(chǎn)業(yè)看,、二、三產(chǎn)業(yè)增加值分別為93.20億元、874.12億元和1036.12億元。
深入了解高強鋼板NM400耐磨板品質(zhì)商家產(chǎn)品,一部視頻就夠了,快來觀看!
以下是:浙江衢州高強鋼板NM400耐磨板品質(zhì)商家的圖文介紹
【多麥金屬】高錳耐磨耐候鋼板生產(chǎn)廠家(衢州市分公司)自成立以來,就以“誠實經(jīng)營,高質(zhì)服務(wù)”作為服務(wù)理念,一方面積j i開拓 耐磨450鋼板市場,緊跟信息產(chǎn)業(yè)的發(fā)展潮流,不斷增強 耐磨450鋼板中心技術(shù)實力,同時還大力加強內(nèi)部管理,提高員工的整體素質(zhì),樹立良好形象。并結(jié)合客戶實際情況科學(xué)有效的 耐磨450鋼板方案!歡迎來電咨詢!
商家")
商家")
Q460C高強鋼板的焊接工用氬氣/ 二氧化碳精混合氣體保護焊進行打底焊接,采用氬氣/ 二氧化碳混合氣體保護焊進行填充、浙江衢州本地蓋面焊接,按照下列步驟進行操作:(I)焊接工藝參數(shù)的確定:焊接時采用較小的線能量,宜不超過12kJ/cm,設(shè)定氣體流量、浙江衢州本地焊接速度;(2)焊前準備:a)制備坡口,對焊件待焊接區(qū)以及近焊縫區(qū)母材進行清理,確保無影響焊接質(zhì)量的外部因素;b)將需要焊接的母材進行對口拼裝點固,應(yīng)確保母材焊接區(qū)及近焊縫區(qū)無影響焊接質(zhì)量的缺陷;c)對口點固焊所使用的焊絲、浙江衢州本地焊接工藝與氬氣/ 二氧化碳混合氣體打底焊相同;d)焊絲干伸長度為15~20mm ;(3)裝配定位焊接要求:定位焊所使用的焊接材料應(yīng)與焊接同類型的材料相同,定位焊焊縫長度一般不小于40mm,焊縫厚度不宜超過焊縫設(shè)計厚度的2/3 ;](4)氬氣/ 二氧化碳混合氣體保護焊打底焊接,打底焊焊接參數(shù)如下:焊絲選用Φ 1.2mm,型號為ER55-D2,混合氣體比例為Ar =CO2 = 85%:15%,氣體流量 16 ~20L/min ;當氣溫低于5°C時,應(yīng)對待施焊區(qū)進行預(yù)熱,預(yù)熱溫度不低于80°C,預(yù)熱的加熱區(qū)應(yīng)在焊接坡口兩側(cè),寬度應(yīng)各為焊接施焊處厚度的1.5倍以上,且不小于100mm;焊接電流為140?160A,焊接電弧電壓為16?18V,焊接速度為20~22cm/min ;混合氣體保護焊打底單道焊縫厚度不大于5_ ;(5)氬氣/ 二氧化碳混合氣體保護焊填充、浙江衢州本地蓋面焊接,焊接參數(shù)如下:焊絲選用Φ 1.2mm,型號為ER55-D2,混合氣體比例為Ar =CO2 = 85%:15%,氣體流量16~20L/min,焊道數(shù)為填充一道,蓋面一道;焊接電流為200?220A,電弧電壓為22?24V,焊接速度為27?29cm/min,線能量不大于12kJ/cm ;填充焊道金屬厚度不大于6mm ;蓋面焊道寬度不大于16mm ;蓋面焊接和填充焊接過程中,焊道的層間溫度不應(yīng)超過220°C~250°C。進一步,所述步驟(4)、浙江衢州本地(5)中,焊接電源選擇為松下KR I1-500。再進一步,在所述步驟(4)采用混合氣體保護焊進行打底。在所述步驟(5)中,蓋面焊接時需進行擺動,擺動幅度不大于10mm。所述步驟(5)中,焊接線能量不大于12kJ/cm。在所述步驟(2)中,制備坡口時,在坡口兩側(cè)25_范圍內(nèi)應(yīng)顯露金屬光澤。在所述步驟(5)中,焊接層間溫度不應(yīng)超過250°C。本發(fā)明的構(gòu)思為:Q460C鋼材的使用可以對產(chǎn)品設(shè)計進行優(yōu)化,減少產(chǎn)品本體重量,減少基礎(chǔ)設(shè)施施工成本,大大提高經(jīng)濟效益。
商家")
商家")
商家")
據(jù)調(diào)查統(tǒng)計,部分汽車品牌高強鋼板的應(yīng)用不斷擴大,有些車型的車身框架高強度鋼的應(yīng)用已達90%。根據(jù)美國鋼鐵學(xué)院能量部的研究,即使高強度鋼降低部分數(shù)值其拉伸還是要比傳統(tǒng)的冷板困難得多。高強鋼的延展率只有普通鋼材的一半。當材料被沖壓成形時,會變硬,不同的鋼材,變硬的程度不同。一般高強度低合金鋼只略有20MPa增加,不到10%。注意:雙相鋼的屈服強度有140MPa增加,增加了40%多!金屬在成形過程中,會變得完全不同,完全不像沖壓加工開始之前。 這些鋼材在受力后,屈服強度增加很多。材料較高的屈服應(yīng)力加上加工硬化,等于流動應(yīng)力的大大增加。因此,開裂、浙江衢州當?shù)鼗貜棥⒄憬橹莓數(shù)仄鸢櫋⒄憬橹莓數(shù)毓ぜ叽纭⒄憬橹莓數(shù)啬>吣p、浙江衢州當?shù)匚⒑附幽p等成為了高強鋼成型過程中的問題焦點。基于高強鋼的特點和特性,如果不能改變金屬流動和減少摩擦,那么高強度鋼(HSS)的開裂和質(zhì)地不均性都可能引起部件報廢率的上升。這種材料所具有的高千磅力每平方英寸(KSI)(測量屈變力的單位)、浙江衢州當?shù)卦鰪姷幕貜棥⒄憬橹莓數(shù)丶庸び不膬A向以及在升高的成型溫度下運行對于模具來說都是一個挑戰(zhàn)。
商家")
商家")
商家")
高強鋼板焊接施工工藝及焊接工藝參數(shù)的選擇3.1焊接施工工藝工件尺寸定位--點固焊--預(yù)熱--焊口施焊--自檢--焊后熱處理--無損檢測3.2 焊接工藝的選擇3.2.1 焊接方法和材料的選用主要采用二氧化碳氣體保護焊,焊絲使用德國進口的特殊焊絲TUnionGM 100。3.2.2 裝配定位焊由于 Q690D 高結(jié)構(gòu)鋼的淬硬性及結(jié)構(gòu)應(yīng)力,定位焊時就應(yīng)預(yù)熱,且定位焊縫應(yīng)具有足夠的強度,防止定位焊裂紋。建議定位焊縫的長度不小于50mm,板厚在 20mm 以內(nèi)時單道定位焊,板厚超過 20mm 時,定位焊縫至少應(yīng)焊兩道。3.3.3 預(yù)熱溫度 層間溫度及后熱Q690D 高結(jié)構(gòu)鋼的預(yù)熱溫度 80℃~200℃,定位焊處的預(yù)熱溫度比正常焊前的預(yù)熱溫度高 50℃左右,板厚 20~40mm 之間預(yù)熱溫度大約為65℃左右,板厚 40~65mm之間預(yù)熱溫度大約為 100℃,板厚超過 65mm預(yù)熱溫度大約為 150℃左右,層間溫度不能低于預(yù)熱溫度但不能大于 250℃。預(yù)熱范圍,一般按焊縫一側(cè)寬 50~100mm。預(yù)熱溫度的測量點,按DIN32524 要求應(yīng)在工件表面上距坡口邊緣4Xt、浙江衢州本地但不超過30mm的地方,并且是在電弧進行方向的前方50~200mm處。應(yīng)避免電弧對測溫數(shù)據(jù)的影響。層間溫度可直接在前道焊縫上測量。后熱采用緩冷的工藝措施,步在 250℃~300℃持續(xù)保溫不低于6小時,第二步用石棉包敷 4~8 小時自然冷卻到室溫,冬季氣溫相對較低可延長包敷時間,防止焊縫出現(xiàn)裂紋。3.3.4 焊接工藝參數(shù)不應(yīng)采用大線能量焊接,充分利用窄焊道,薄層焊,多層多道的焊接工藝,實際生產(chǎn)中根據(jù)需要選擇合適的焊接電流,電弧電壓,焊接速度等。3.3.5 焊前清理和焊接順序焊前應(yīng)仔細坡口周圍母材表面上的油、浙江衢州本地水等污物。必要時用酒精或其它清洗劑清理焊口;采用合理的裝配和焊接順序,改善焊件應(yīng)力狀態(tài)。3.3.6 錘擊焊縫區(qū)當焊縫金屬冷卻過程中(溫度在100℃~250℃區(qū)間),用小錘輕敲焊縫使金屬展開,可以減少應(yīng)力 1 /2~1/4,對多層焊,除層和一層焊縫外,其余都要錘擊。4 結(jié)束語Q690D 高強度結(jié)構(gòu)鋼主要將在以后的刀盤制做中會有廣泛的應(yīng)用,通過對 Q690D 高強度結(jié)構(gòu)鋼的焊接工藝分析,在焊接過程中應(yīng)根據(jù)實際應(yīng)用場合選擇合適的焊接材料、浙江衢州本地焊接工藝以及焊接方法。同時還應(yīng)注意在焊接過程中容易出現(xiàn)的問題,應(yīng)考慮到各方面的因素做好防止措施,正確施焊確保優(yōu)良的焊接質(zhì)量。
商家")

選購高強鋼板NM400耐磨板品質(zhì)商家來浙江省衢州市找【多麥金屬】高錳耐磨耐候鋼板生產(chǎn)廠家(衢州市分公司),我們是廠家直銷,產(chǎn)品型號齊全,確保您購買的每一件產(chǎn)品都符合高標準的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:朱經(jīng)理-【17768165506】,地址:[經(jīng)濟技術(shù)開發(fā)區(qū)創(chuàng)業(yè)大廈B塔310]。
廠家(衢州市分公司)名片")