
以下是:廣西省欽州市熱賣襯塑鋼管-實體廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 名稱 襯塑復合管 材質 Q235B 執行標準 GB/T28897-2012 長度 6米 范圍 熱賣襯塑鋼管-供應范圍覆蓋廣西省、桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、百色市、賀州市、河池市、來賓市、崇左市、防城港市 欽南區、欽北區、靈山縣、浦北縣等區域。 【利達】為客戶提供多樣化產品,包括浦北鍍鋅鋼管好產品放心購、靈山鍍鋅鋼管快速發貨、來賓鍍鋅鋼管大量現貨、梧州鍍鋅鋼管量少也做、賀州鍍鋅鋼管現貨交易、南寧鍍鋅鋼管今年新款、柳州鍍鋅鋼管一站式采購方便省心、崇左鍍鋅鋼管真正讓利給買家等,適配多元場景需求。熱賣襯塑鋼管-實體廠家,利達管道科技(欽州市分公司)為您提供熱賣襯塑鋼管-實體廠家,聯系人:賈經理,電話:【0527-88266888】、【17768165506】。 廣西壯族自治區,欽州市 欽州市,古稱安州,廣西壯族自治區轄地級市,地處廣西壯族自治區南部沿海,北部灣北岸,主要屬丘陵地貌類型,海洋性氣候明顯,東與北海市和玉林市相連,南臨欽州灣,西與防城港市毗鄰,北與南寧市接壤,全市陸地總面積10897平方千米。截至2023年1月,全市轄2個市轄區、2個縣。截至2022年末,全市戶籍總人口420.44萬人。
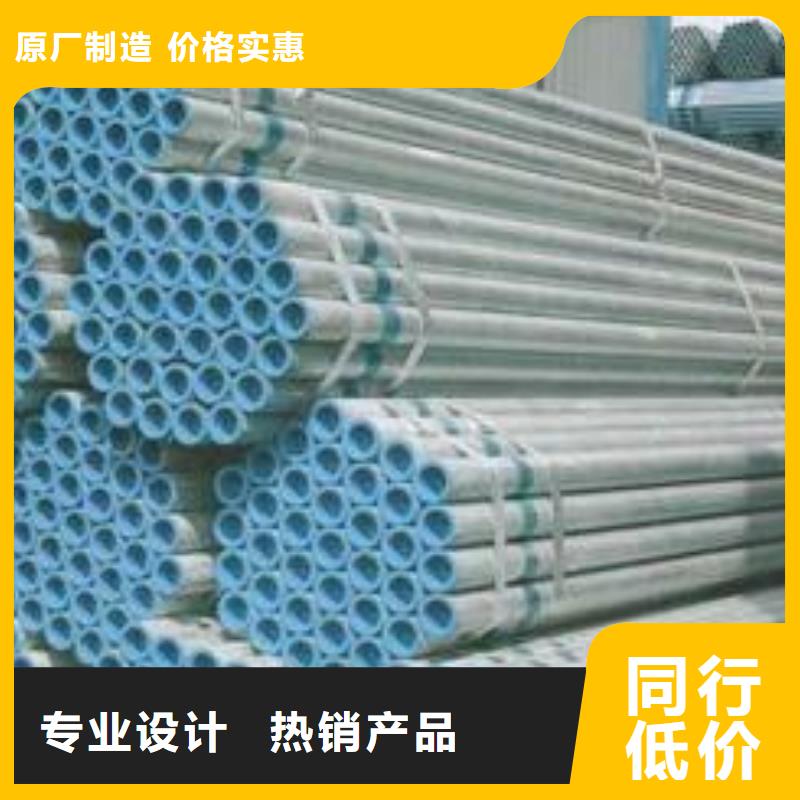
想要真正了解熱賣襯塑鋼管-實體廠家產品的魅力嗎?這個視頻將以其無與倫比的視聽效果,讓您仿佛置身于產品的核心之中,感受其獨特的魅力。以下是:廣西欽州熱賣襯塑鋼管-實體廠家的圖文介紹
天津利達管道科技有限公司生產各種襯塑鋼管、襯塑復合管、涂塑鋼管、鋼塑復合管及管件的專業化企業。公司注冊資金1000萬元, 利達管道科技有限公司經過長時間的調研,結合涂裝業的發展,與國內知名大學、資深設備公司共同開發出目前技術、、節能的復合鋼管生產設備,其功能延續可拓展到其他防腐領域。公司主要生產襯塑鋼管,內襯PE(聚乙烯)、PE-RT(耐熱聚乙烯)復合鋼管;內、外涂PE、PE-X(聚乙烯、交聯聚乙烯)、EP(環氧樹脂)、PU(聚氨脂)復合鋼管。襯塑鋼管產品適用于生活給水、市政、交通、電力、化工、船泊等領域。 公司致力于能源利用的化,為社會、客戶創造有效價值,為此我們將不遺余力!
廣西欽州利達管道科技有限公司集【鍍鋅鋼管】設計、生產、銷售于一體的公司,不斷的采用新的科技成果,開發出具有新理念的【鍍鋅鋼管】用品,并以完善的管理、先進的生產設備保證了【鍍鋅鋼管】產品的優良品質,多年來與全國600多家企業建立了長期的合作關系。
襯塑鋼管具有以下的缺陷內襯塑管因過度擴張而使材質受到損傷,內襯塑管內壁也因受高溫不均勻會產生很多高低不平的泡泡,當環境溫度或使用溫度發生變化時,由于鋼體和內襯塑管的熱脹冷縮不一致,常常會使內襯塑管產生不穩定變形,內襯塑管外徑會恢復到脹管前的大小,內襯塑管會在鋼管中浮動,容易產生松脫,滲漏,從而降低了安裝和使用的可靠性。
其中步驟a中所述的內襯塑管外徑大于鋼管內徑在0.8mm~1.2mm范圍,所述的內襯塑管兩端夾頭的安裝工序為先將夾頭的錐形芯裝進內襯塑管內,合上帶有加熱裝置的外錐形模使內襯塑管變形,夾緊夾頭的錐形芯;步驟a中所述的鋼管在安裝前用拉刀對其內壁進行切削,并在其內壁涂上膠粘劑,鋼管兩端套上留縮管。
方管協會消息報道其中步驟b中所述的拉伸機構采用液壓傳動,其額定拉力為5噸,拉伸時作用于內襯塑管截面上每平方厘米的拉力為40Kg~42Kg;步驟b中所述的加熱整理裝置為電熱圈,電熱圈溫度在65℃~80℃之間,電熱圈可套在內襯塑管上左右移動。
其中步驟d中所述的加熱爐溫度為100℃~120℃之間,且襯內襯塑管在此溫度下保溫50分鐘~70分鐘,進行熱處理。
熱賣襯塑鋼管-實體廠家_利達管道科技(欽州市分公司),固定電話:【17768165506】,移動電話:【0527-88266888】,聯系人:賈經理,天津西青區中北鎮萬卉路南段西側華亭麗園三區31-2-802-1。








