| 產品參數 | |
|---|---|
| 產品價格 | 批發 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 100 |
| 運費說明 | 電議 |
| 小起訂 | 1支訂 |
| 質量等級 | 1級 |
| 是否廠家 | 生產廠 |
| 產品材質 | 235b等 |
| 產品品牌 | 山特金屬 |
| 產品規格 | 齊全 |
| 發貨城市 | 山東 |
| 產品產地 | 山東 |
| 加工定制 | 可加工 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 噸 |
| 產品顏色 | 碳黑 |
| 質保時間 | 1-5年 |
| 外形尺寸 | 300-6000 |
| 適用領域 | 管道 |
| 是否進口 | 否 |
| 質量認證 | 3年 |
| 產品功率 | 32 |
| 工作溫度 | 常溫 |
| 公司品牌 | 山特金屬 |
| 材質 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
| 橢圓度 | 正負3MM |
| 執行標準 | GB/T50205-2001 GB/T3092-2001 |
| 適用區域 | 電力 化工 設備 管道 電機殼等 |
| 范圍 | 卷管機設備服務為先生產基地位于【聊城】,供應范圍覆蓋河北省 石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、保定市、張家口市、承德市、滄州市、廊坊市、衡水市 海港區、山海關區、北戴河區、昌黎縣、撫寧區、盧龍縣等區域。 |



山特金屬有限公司大口徑鋼板卷管 切口或坡口邊緣上若出現分層性質的裂紋,需用10倍以上的放大鏡或超聲波探測其長度和深度。 當長度a和深度d均在50mm內時,在裂紋的兩端各延長15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡口,再用Φ3.2的低氫型焊條補焊,并修磨平整;當其深度d大于50mm或累計長度超過板寬的20%時,除按上述方法處理外,還應在板面上開槽或鉆孔,增加塞焊。
丁字焊接鋼管在生產時,錯邊時有發生,其影響因素很多。在生產實踐中,往往由干錯邊超差而使鋼管降級。因此分析螺旋鋼管錯邊產生的原因及其措施是很有必要的。陽春直縫鋼板卷管加工廠家
由于不切邊鋼帶頭尾的形狀和尺寸精度較差,對接時易造成鋼帶硬彎而引起錯邊。模擬參數范圍:豎直管:管徑D=lOmm,管長L=660mm;三種立式丁字焊接鋼管:管徑D=10mm,丁字焊接鋼管曲率直徑和螺旋管徑的比值的變化分別為Dc/D=15,20,25,螺旋節距Pt=20mm,管長分別為L=503mm,L=660mm,L=817MM。質量流量G=200~400Kg/(m2·s),熱流密度q=5~15KW/m2,飽和壓力p飽和=0.414880MPa,飽和溫度T飽和=283.15K。
厚壁卷管打破無縫鋼管規格固定的弊端等。品質部焊接工藝及焊管類型編輯厚壁卷管是用鋼板或鋼帶經過彎曲成型,然后經焊接制成。按焊縫形式分為直縫焊管和螺旋焊管。按用途又分為般焊管,鍍鋅焊管,吹氧焊管,電線套管,公制焊管,托輥管,深井泵管,汽車用管,變壓器管,電焊薄壁管,電焊異型管和螺旋焊管。目標知識包裝策略厚壁鋼板卷管-厚壁鋼板卷管價位厚壁卷管是用鋼板或鋼帶經過彎曲成型,電型號為檢標準,然后經高頻焊接,埋弧焊接制成。按焊縫形式分為直縫,焊管和螺旋焊管。按用途又分為般焊管,鍍鋅焊管,吹氧焊管,電線套管,公制焊管,托輥管,深井泵管,汽車用管,變壓器管,電焊薄壁管,電焊異型管和螺旋焊管,卷管,QB卷管,大口徑薄壁卷管,大口徑厚壁卷管,不銹鋼卷管,L卷管,MN卷管檢厚壁卷管在冶金行業中的應用測嚴格,質量.優惠活動進行中,歡迎咨詢.大口徑焊管等。按照用途分為結構用無縫鋼管;輸送用無縫鋼管;鍋爐用無縫鋼管;鍋爐用高備用高壓無縫鋼管;地質磚探用無縫鋼管;石油磚探用無縫鋼管;石油裂化用無縫鋼管;船舶用無縫鋼管;冷拔冷軋精密無縫鋼管;各種表示為外徑,厚壁無縫鋼管主要用于機械加工,煤礦液壓鋼,等多種用途。調整!鍵的溫度和成分。用杠桿式鋼鉆堵塞鋼口的白云石,或根據具體情況用氧,氣燃燒關鍵端口,或用火箭開敞器打開D鋼,即紐曼傚應的碳氫化合物破碎。為了除去鋼液中的多余氧,達到所需的關鍵水成分,所用的脫氧劑和合金化劑有Femdash;Mn,Femdash;Si,Simdash;Mn和A等。般的添加順序是從脫氧能力開始,加入兩種添加劑,加入鋼水和鋼包中。
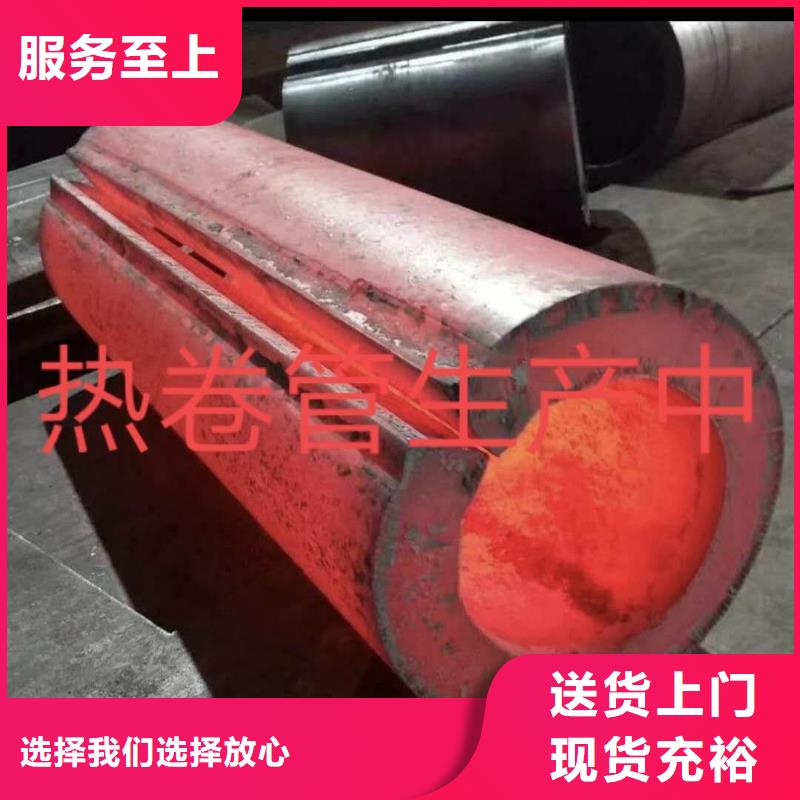
大口徑鋼板卷管的材質是以碳鋼為主,還包括QQQ丁字焊大口徑鋼板卷管,般鋼板厚度為mm等,所以這種大口徑焊管的工藝是比較靈活必須對將兩個或者兩個以上的鋼管進行連接,方便適用的,外徑-mm,直接從鋼板軋制,焊接,成型,對接,卷管,處理時間短-,交付快,外徑為-mm,熱軋厚壁卷管在鋼板加熱下軋制。,焊接,形成,去毛刺,缺陷檢測,出廠。有時壁厚相對較厚,需要次加熱。特征是外徑公差小。,壁厚均勻。重要的是熱軋厚壁卷管不會損害原材料的性能。熱輥厚壁卷管的缺點是處理時間長,。熱軋厚壁卷管被廣泛使用:缸體,液壓,橋架,輥道等。E厚壁卷管工藝特點厚壁卷管對鹽鍍鋅的優化鹽鍍鋅大優點是電流效率高達,沉積速率,快,這是其他鍍鋅工藝無可比擬的。由于鍍層結晶不夠細致,分散能力與深鍍能力較差,其余組分均舍棄。在組成新工藝配方中又加入適量鐵鹽只保留了主鹽鋅,使原來的單金屬鍍層形成鋅鐵合金鍍層。工藝的重組,不僅發揚了原工藝電流效率高,沉積速率快的優點,現在簡單與復雜件都能鍍,而且防護性能比單金屬提高~倍。生產實踐證明,用于線材,管材的連續電鍍,管徑沉積速率快。~min內鍍層厚度達到要求。
名片")