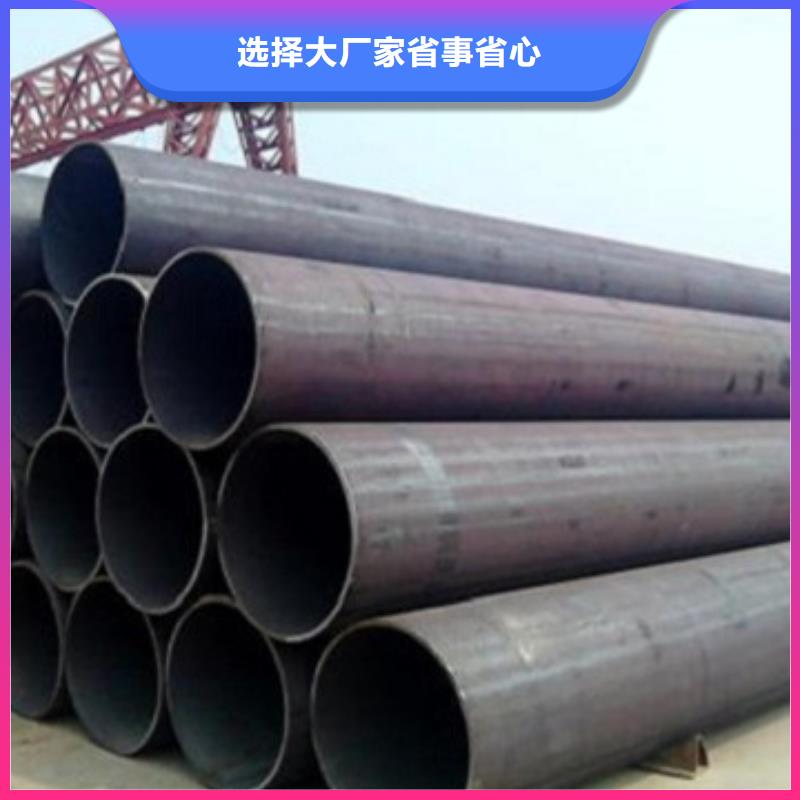


以下是:煙臺市蓬萊區焊管_焊管的產品參數【天鑫達】業務覆蓋多元場景,提供以下產品和服務:萊山H型鋼廠家不只是質量好、牟平H型鋼廠家選擇大廠家省事省心、福山H型鋼廠家采購無憂、長島H型鋼廠家專注品質、龍口H型鋼廠家規格齊全實力廠家、萊州H型鋼廠家信譽至上、萊陽H型鋼廠家價格實惠等。焊管_焊管,天鑫達特鋼有限責任公司(煙臺市蓬萊區分公司)為您提供焊管_焊管產品案例,聯系人:楊經理,電話:【18853178958】、【18853178958】。 山東省,煙臺市,蓬萊區 唐貞觀八年(634年),始置蓬萊鎮;明洪武九年(1376年),登州升州為府。2020年6月5日,撤銷蓬萊市、長島縣,合并設立煙臺市蓬萊區,以原蓬萊市、長島縣的行政區域為蓬萊區的行政區域。
焊管_焊管產品的真實面貌,遠比文字描述來得豐富和生動。點擊觀看我們的視頻,讓產品自己為您講述它的故事。
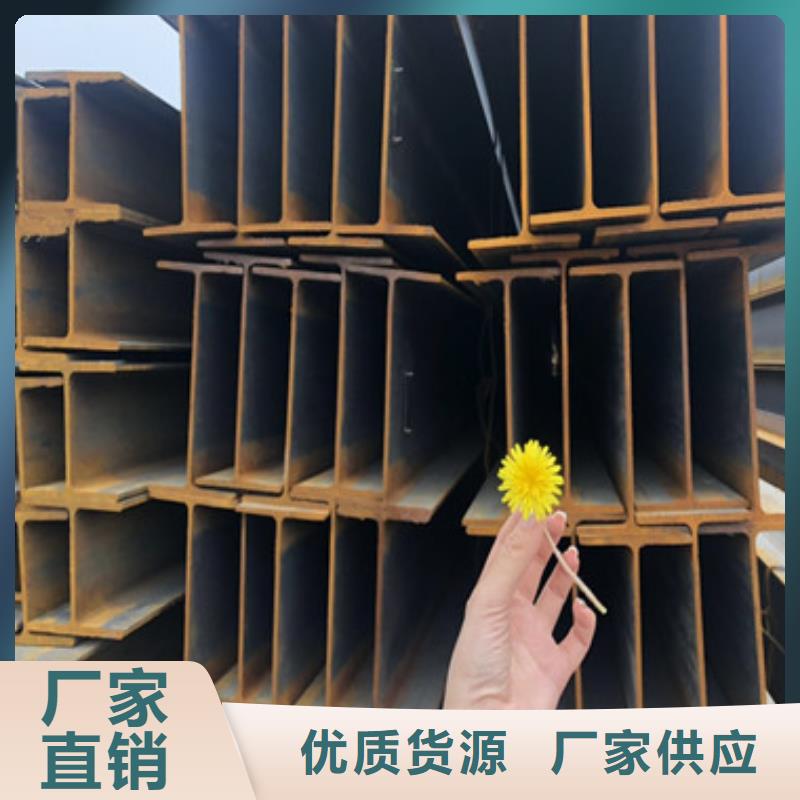
以下是:煙臺蓬萊焊管_焊管的圖文介紹煙臺蓬萊山東天鑫達特鋼有限責任公司注重現代企業形象的塑造和無形資產的積累,強化企業管理,堅持用戶至上,將質量管理與國際結軌,把 H型鋼廠家產品進入國內外大市場,樹立品牌的企業形象。公司生產設備齊全,技術力量雄厚,檢測手段先進,可根據客戶需求定制各種 H型鋼廠家。
3.7在同樣鋼管材料, 同樣片距和片數條件下, 不同小口徑焊管焊接后長度變化一致
焊接速度區別
基管外徑25~51 翅片厚度2mm 每對焊接時間小于3秒 (不包括上下料時間和退火時間)H型薄壁焊管省煤器技術原理 H型薄壁焊管,亦稱H型肋片管,也有稱蝶片管的,它是把兩片中間有圓弧的鋼片對稱地與光管焊接在一起形成鰭片(肋片或蝶片),正面形狀頗像字母“H”,故稱為H型薄壁焊管。 H型薄壁焊管的兩個鰭片為矩形,近似正方形,其邊長約為光管的2倍。屬擴展的受熱面。 H型薄壁焊管采用閃光電阻焊工藝方法,其焊接后焊縫熔合率高,焊縫抗拉強度大,具有良好的熱傳導性能。 H型薄壁焊管還可制造成雙管的“雙H”型薄壁焊管,其結構的剛性好,可以應用于管排較長的場合。結構形式:基本形式為“H”型及雙“H”型 。
隨著我國經濟的持續發展,大力發展能源行業,長輸油氣管線是能源保障的重要方式,在輸油(氣)管線防腐施工過程中,薄壁焊管表面處理是決定管線防腐使用壽命的關鍵因素之一,它是防腐層與薄壁焊管能否牢固結合的前提。經研究機構驗證,防腐層的壽命除取決于涂層種類、涂覆質量和施工環境等因素外,薄壁焊管的表面處理對防腐層壽命的影響約占50%,因此,應嚴格按照防腐層規范對薄壁焊管表面的要求,不斷探索和總結,不斷改進薄壁焊管表面處理方法。
粗糙度太小會造成防腐層附著力及耐沖擊強度下降。對于嚴重的內部點蝕,不能僅靠大顆粒磨料高強度沖擊,還必須靠小顆粒打磨掉腐蝕產物來達到清理效果,同時合理的配比設計不僅可減緩磨料對管道及噴嘴(葉片)的磨損,而且磨料的利用率也可大大提高。通常,鋼丸的粒徑為0.8~1.3 mm,鋼砂粒徑為0.4~1.0 mm,其中以0.5~1.0 mm為主要成分。砂丸比一般為5~8。
應該注意的是在實際操作中,磨料中鋼砂和鋼丸的理想比例很難達到,原因是硬而易碎的鋼砂比鋼丸的破碎率高。為此,在操作中應不斷抽樣檢測混合磨料,根據粒徑分布情況,向除銹機中摻入新磨料,而且摻人的新磨料中,鋼砂的數量要占主要的。
4.4除銹速度
薄壁焊管的除銹速度取決于磨料的類型和磨料的排量,即單位時間內磨料施加到薄壁焊管的總動能E及單顆粒磨料的動能E1。式中: m ——磨料的噴(拋)量;
V ——磨料運行速度; 1、清洗利用溶劑、乳劑清洗鋼材表面,以達到去除油、油脂、灰塵、潤滑劑和類似的有機物,但它不能去除鋼材表面的銹、氧化皮、焊藥等,因此在防腐生產中只作為輔助手段。
2、工具除銹
主要使用鋼絲刷等工具對鋼材表面進行打磨,可以去除松動或翹起的氧化皮、鐵銹、焊渣等。手動工具除銹能達到Sa2級,動力工具除銹可達到Sa3級,若鋼材表面附著牢固的氧化鐵皮,工具除銹效果不理想,達不到防腐施工要求的錨紋深度。
3、酸洗
一般用化學和電解兩種方法做酸洗處理,管道防腐只采用化學酸洗,可以去除氧化皮、鐵銹、舊涂層,有時可用其作為噴砂除銹后的再處理。化學清洗雖然能使表面達到一定的清潔度和粗糙度,但其錨紋淺,而且易對環境造成污染。
m1——單顆粒磨料的質量。
鰭片管生產技術要求
焊接強度和穩定性區別
1.1 拉脫力試驗: 大于200MPa 或者鋼管部分撕裂
1.2焊縫寬度: 大于翅片厚度 即焊著率>99%1.3焊接強度穩定性: 每班首件做焊接試樣 達到2.1 或者2.2的要求
1.4 焊縫抗彎曲試驗: 翅片左右彎曲20度 向左向右彎曲兩次 焊縫無裂紋
1.5 錘擊試驗: 平行于鋼管敲擊翅片上部 直到翅片脫落 翅片本身不得斷裂
1.6 如果試驗失敗 必須啟用退火功能
熱影響區區別
用顯微鏡配合微硬度計測量
鋼管熱影響區深度小于0.5mm
產品尺寸精度區別3.3 翅片和鋼管垂直度 -1度 ~ +1度
3.4 同組對焊翅片平面度 -0.2mm ~ +0.2mm翅片本身厚度公差引起的高度差除外
3.5 同組對焊翅片高度差 -0.2mm ~ +0.2mm 翅片本身尺寸公差引起的高度差除外
3.6 雙管中心距離公差 -0.5mm ~ +0.5mm
3.1 翅片段全長 -1mm ~ +1mm 分段運動精度 -0.5mm ~ +0.5mm
3.2 片距 -0.2mm ~ +0.2mm
6、一般低壓流體輸送用螺旋縫埋弧焊鋼管(SY5037-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。 [2]
淬火回火編輯
直縫焊管表面淬火回火熱處理通常用感應加熱或火焰加熱的方式進行。主要技術參數是表面硬度、局部硬度和有效硬化層深度。硬度檢測可采用維氏硬度計,也可采用洛氏或表面洛氏硬度計。試驗力(標尺)的選擇與有效硬化層深度和直縫焊管表面硬度有關。這里涉及到三種硬度計。
維氏硬度計是測試熱處理湖南直縫焊管表面硬度的重要手段,它可選用0.5~100kg的試驗力,測試薄至0.05mm厚的表面硬化層,它的精度是的,可分辨出熱處理工件表面硬度的微小差別。另外,有效硬化層深度也要由維氏硬度計來檢測,所以,對于進行表面熱處理加工或大量使用表面熱處理湖南直縫焊管的單位,配備一臺維氏硬度計是有必要的。
表面洛氏硬度計也是十分適于測試表面淬火工件硬度的,表面洛氏硬度計有三種標尺可以選擇。可以測試有效硬化深度超過0.1mm的各種表面硬化湖南直縫焊管。盡管表面洛氏硬度計的精度沒有維氏硬度計高,但是作為熱處理工廠質量管理和合格檢查的檢測手段,已經能夠滿足要求。況且它還具有操作簡單、使用方便、價格較低,測量迅速、可直接讀取硬度值等特點,利用表面洛氏硬度計可對成批的表面熱處理湖南直縫焊管進行快速無損的逐件檢測。這一點對于湖南直縫焊管加工和機械制造工廠具有重要意義。
當表面熱處理硬化層較厚時,也可采用洛氏硬度計。當熱處理硬化層厚度在0.4~0.8mm時,可采用HRA標尺,當硬化層厚度超過0.8mm時,可采用HRC標尺。
維氏、洛氏和表面洛氏三種硬度值可以方便地進行相互換算,轉換成標準、圖紙或用戶需要的硬度值。相應的換算表在國際標準ISO、美國標準ASTM和中國標準GB/T中都已給出。
零件如果局部硬度要求較高,可用感應加熱等方式進行局部淬火熱處理,這樣的湖南直縫焊管通常要在圖紙上標出局部淬火熱處理的位置和局部硬度值。湖南直縫焊管的硬度檢測要在指定區域內進行。硬度檢測儀器可采用洛氏硬度計,測試HRC硬度值,如熱處理硬化層較淺,可采用表面洛氏硬度計,測試HRN硬度值。焊接鋼管
在煙臺市蓬萊區采買焊管_焊管到天鑫達特鋼有限責任公司(煙臺市蓬萊區分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:楊經理-【18853178958】。











