| 產品參數 | |
|---|---|
| 產品價格 | 電議/噸 |
| 發貨期限 | 當天 |
| 供貨總量 | 1000 |
| 運費說明 | 電議 |
| 品牌 | 寶鋼、舞鋼、南鋼、武鋼、攀鋼 |
| 化學成分分類 | 合金鋼板、耐磨鋼板、船板、容器板、高強板 |
| 加工工藝 | 切割下料、打孔、折彎、卷管加工、調質 |
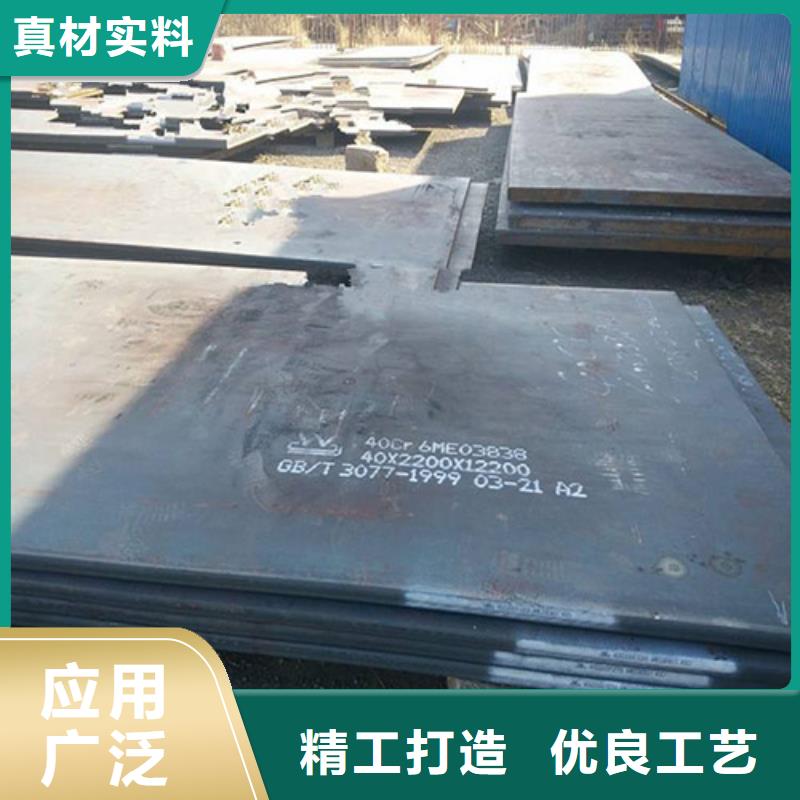
| 執行標準 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用規格 | 厚6-900mm,寬1500-3880mm,長6000-188000 |
| 性能 | 抗高溫、高壓、低溫,耐腐蝕 |
| 軋制 | 熱軋、冷軋 |
| 范圍 | 鋼板_碳鋼管供應范圍覆蓋浙江省、杭州市、寧波市、溫州市、臺州市、金華市、湖州市、紹興市、舟山市、嘉興市、衢州市、麗水市 椒江區、黃巖區、路橋區、玉環市、三門縣、天臺縣、仙居縣、溫嶺市、臨海市等區域。 |



對于從事鋼板加工的人來說,鋼板焊接、切割這些都是基礎操作,但是想要把簡單基礎的操作做好做精也是需要技巧的。下面小編收集了一些中厚板切割的技巧,希望能幫助你更快更好的完成工作。
聚賢豐匯特鋼有限公司擁有大型數控火焰切割機、數控等離子切割機、大型剪板機、500噸大型液壓沖床、機械沖床、數控立車、鏜床、銑床、加工中心等機械加工設備,專業承接特厚鋼板切割、鋼板零割、鋼板數控切割、鋼板下料、異形件切割、仿形件切割、剪切、沖孔、折彎、機加工、物流配送等延伸服務。提供正火保性能鋼板,一級、二級、三級探傷鋼板期貨,保性能鋼板,一級、二級探傷鋼板現貨銷售。
我公司承接機械配套機加工,主營Q235B、Q345B、45#、50#、Q345D、Q345E、Q690D、Q550D、Q460C、40cr、42crmo鋼等材質的切割與加工。可按客戶圖紙要求進行切割異型件、切割法蘭圓盤毛坯件、仿形件。外協加工各類機械零部件、模具鋼、軸承座、齒 、鋼結構及焊接預埋件、起重及升降鋼板配重塊。鋼板切割件產品主要應用于重型機械設備,如造船、紡織、采礦機械、機床、鍛壓、發電設備、冶金機械制造等領域。 的優勢在于特厚鋼板的切割及深加工業務中能大量替代鍛、鑄件。需要我們做什么,這些問題一直困擾著我們。但是經過幾年的實踐,發現做好客戶關系其實很容易,那就是真誠!
為了保證切割零件的完整性,切割的起點不能在零件的輪廓線上。零件的外輪廓應在零件輪廓外切掉。對于零件的內部輪廓,應在零件的輪廓內進行切割。對于厚度大于60 mm的鋼板,預留中心火焰切割的預熱時間大于120秒。直接穿孔鋼板會縮短割嘴的使用壽命,另外,穿孔的爐渣容易濺到割嘴上,嚴重情況下甚至會影響產品的切割質量。因此,在排版可行的情況下,應盡量從鋼板的邊緣切割,這樣能夠很大程度上避免上述問題。這個工作對于操作人員的技能要求也比較低。
但是這種方法又容易造成另一種缺陷,即易導致鋼板受熱變形。對此,我們通過反復試驗發現可以通過曲折引入線切割的方式來避免鋼板受熱變形的問題。這種切割方法是通過彎曲切入,使鋼板的剩余材料在彼此之間產生一個夾鉗,從而限制鋼板的變。將曲折線切割法應用于中厚板的火焰切割,能夠很好的提高中厚板切割的品質。
備料在切割和排版時,儲備中心更加關注切割本身的效果。主要考慮切割的可行性、提高材料利用率和切割效率。但從整個產品加工生命周期的角度來看,切割只是其中的一個環節。一個的切割過程中,我們必須考慮下一個過程的因素,統籌全局,整體考慮。因此,對于需要在清理熔渣完成后進行加工或彎曲的零件,排版時應考慮切割過程本身,清理后的零件的正面應放在方便機加或折彎操作的一側。另一方面,由于切割變形不能完全避免,排版中首先要處理非加工邊。
影響和提高中厚板切割質量和效率的途徑和方法有很多種。上述兩種方法已在生產中得到應用,并取得了良好的效果。希望這兩種方法能起到拋磚引玉的作用,能夠幫助你在進行中厚板切割工作時更好的提率與成品。



GCR15中厚鋼板用火焰切割費用比較低一些
中碳鋼板的鋼板切割方式有很多,有的適合自動執行,有的不適合。有的適合切割薄鋼板,有的適合鋼板切割厚鋼板。有的切削速度快,有的切削速度慢。有些是低成本,有些是高成本。有的準確度高,有的準確度低。
火焰切割是古老的鋼板切割方法,其切割金屬的厚度從1mm到1.2m,但當需要切割厚度在20mm以下的絕大多數低碳鋼板時,應采用其他的切割方法。
火焰切割是利用氧化鐵燃燒過程中產生的高溫對碳鋼進行切割。火焰切割炬的設計為氧化鐵的燃燒提供了充足的氧氣,保證了良好的鋼板切割效果。
火焰切割設備成本低,是鋼板切割厚金屬板 經濟有效的手段,但在薄板切割方面有其缺點。與等離子體相比,火焰切割的熱影響區更大,熱變形也更大。為了準確有效的切割,操作人員需要有高超的技術來避免金屬板材在切割過程中的熱變形。
GCR15鋼板火焰切割方式有兩種:火焰切割和切割機切割。
氣割
切割炬又稱火焰槍。使用不同的氣體,結構也不同。常用的是氧乙炔炬。乙炔壓力為0.01~0.12mpa,氧氣壓力為0.50~1.0MPa。兩種氣體通過各自的通道在火焰槍中混合燃燒。火焰的大小和性質可以調整。通常采用手動手持火焰槍切割軋制后的大管坯和板坯,或對鋼材矯直后的缺陷進行補充切割。
切割機切割
它由割炬、定徑機構和割縫清洗裝置組成,其工作原理類似于火焰槍。定長機構有機械式、脈沖式、光電式,可實現自動定長。分切清理裝置是專門用于清理粘在分切口上的殘留物,以防止影響鋼材的表面質量。清洗方法是用刮板將粘渣刮掉,再用一組高速旋轉的尖錘將粘渣和毛刺敲掉。火焰切割機主要用于連鑄機后坯的在線切割設備,切割大斷面坯、板坯、管坯,切割厚度大于50mm的成品鋼板。
火焰切割常用的有乙炔、丙烷、液化氣、焦爐氣、天然氣等。考慮到污染、能源消耗和成本比,天然氣是適合切割的天然氣。但是天然氣也有其局限性,即火焰溫度不高,導致切割效率不如乙炔。為了彌補這一缺陷,大多數天然氣切割廠家選擇在天然氣中添加增效劑來提高火焰溫度和切割效率。包鋼和中鐵山橋集團使用的是摻有申奇添加劑的協同天然氣。包鋼生產的中厚板因其平整度而被文昌衛星中心工程標準化。1.檢查現場是否符合要求,切割炬、氧氣瓶、乙炔瓶(或乙炔發生器、防閃器)膠管、壓力表是否正常,按操作規程連接氣割設備。
2.切割前應先將工件拉平,工件下方應留有一定間隙,以方便去除氧化鐵渣。切割時,為防止操作者被飛濺的氧化鐵渣燙傷,必要時可加擋板。
3.通過點燃火焰檢查空氣管路,并適當調整預熱火焰。然后打開切割氧閥,觀察切割氧流量的形狀(即風線)。風線應該是直線的、清晰的、長度合適的圓柱體。只有這樣才能使工件切口的表面光滑、干凈,寬度一致。如果空氣管路不規則,應關閉所有閥門,切割噴嘴的內表面應用針或其他工具進行修整,使其光滑。
4.把氧氣調到所需的壓力。對于噴射式割炬,要檢查割炬是否有噴射能力。檢查方法是先拔出乙炔油。
GCR15中厚鋼板用火焰切割費用比較低一些



聚賢豐匯金屬材料(臺州市分公司)技術力量雄厚,設備先進, 合金圓鋼生產工藝規范,檢測手段齊全,各項管理嚴格,加之多品種、系列化的配套服務,重質量、守信譽的經營戰略,給企業帶來了勃勃生機,成為浙江臺州創稅大戶。 企業衷心感謝各界朋友對我方 合金圓鋼產品的信任與支持,在今后的交往中,我們將一如既往,以“優異的 合金圓鋼產品、良好的信譽、貼心的服務”奉獻給用戶,造福社會。

名片")