

以下是:云南省怒江市絎磨管直銷廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產地 聊城 品牌 九冶 類型 絎磨管 可定制 是 顏色 金屬色 范圍 絎磨管供應范圍覆蓋云南省、昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市 瀘水市、福貢縣等區域。 【九冶】業務覆蓋多領域場景,主營福貢絎磨管服務至上、瀘水絎磨管現貨充裕、紅河絎磨管廠家貨源穩定、臨滄絎磨管實力見證、西雙版納絎磨管資質認證、德宏絎磨管質優價保、保山絎磨管支持非標定制、昆明絎磨管細節決定成敗等產品服務。絎磨管直銷廠家,九冶管業(怒江市分公司)為您提供絎磨管直銷廠家,聯系人:李經理,電話:【0527-88266888】、【17768165506】。 云南省,怒江傈僳族自治州 怒江傈僳族自治州因怒江由北向南縱貫全境而得名。是中國的傈僳族自治州,其中獨龍族和怒族是怒江所特有的少數民族。怒江州是中國民族族別成分多和中國人口較少民族多的自治州。怒江州擁有“三江并流”世界自然遺產、高黎貢山自然保護區,享有“自然地貌博物館、生物物種基因庫、人類文明處女地、民族文化大觀園”等美譽。境內代表性的景點有獨龍江、丙中洛、石月亮、老窩山等。
別再糾結于文字描述了,觀看視頻,讓絎磨管直銷廠家產品為你展現真實魅力!以下是:絎磨管直銷廠家的圖文介紹
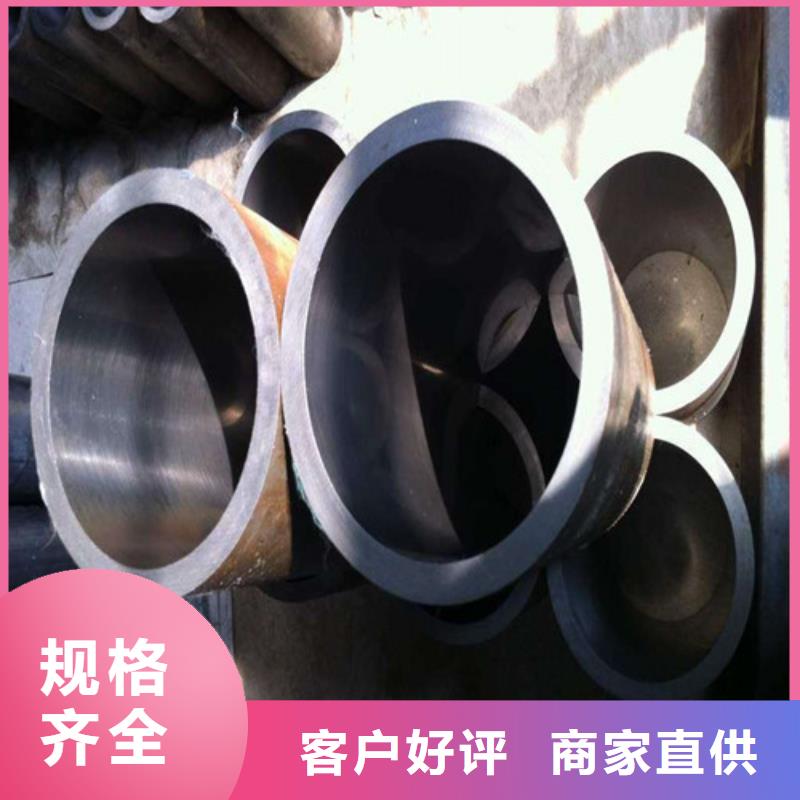
不得不說,這種類型的管道材料具有顯著的優勢,油缸管其中為值得一提的便是在提高材料利用率的方面,不但能從一定程度上簡化制造工序,同時還能從一定程度上節約材料,所以,這種管道材料的需求量才會不斷增加,總體來說,根據不同的尺寸,無縫鋼管適用的領域也是完全不同的,比如,尺寸較小的管道材料,更多的是被用在機械生產領域中。這種類型的管道材料無縫,因此,用來作為管道運輸的材料,能夠將泄漏的幾率將到低。其次是無縫鋼管在質量方面的優勢同樣也是非常顯著的,也正是因為這幾個方面的原因,才會讓這種管道材料被廣泛的利用起來。無縫鋼管是一種較為特殊的管道材料,包括的使用范圍也非常廣泛,為常見的材質是碳素鋼和不銹鋼兩種,更換產品的規格相對也是比較容易的,目前很多的無縫鋼管生產,依然沿用的是小批量的生產方式,這種制造方法應該說時為普遍的一種,機械化的生產模式,一定程度上了無縫鋼管的生產效率,采用整個生產線作業的運營模式,能夠大大產量。
無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管在我國鋼管業中具有重要的地位。據不完全統計,我國現有無縫管生產企業約240多家,無縫鋼管機組約250多套,年產能力約450多萬噸。從口徑看,<φ76的,占35%,<φ159-650的,占25%。從品種看,一般用途管190萬噸,占54%;石油管76萬噸,占5.7%;液壓支柱、精密管15萬噸,占4.3%;不銹管、軸承管、汽車管共5萬噸,占1.4%。
無縫鋼管生產工藝都是比較豐富的,一般是按照相應的步驟進行加工和生產的:
①熱軋無縫鋼管主要生產工序(△主要檢驗工序):
管坯準備及檢查△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗△(無損、理化、臺檢) →入庫
②冷軋(拔)無縫鋼管主要生產工序:
坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗
液壓油缸缸筒要承受很大的液壓力,因此,應有足夠的強度和剛度。 端蓋在缸筒的兩端,與缸筒形成密閉油腔,因此,端蓋及其連接件都應有足夠的強度。設計時既要考慮強度,又要選擇工藝性較好的結構形式。導向套對活塞或柱塞起導向和支承作用,有些液壓缸不設導向套,直接用端蓋孔導向,這種結構簡單,但磨損后必須更換端蓋珩磨管是選用精密無縫鋼管制造機械結構或液壓設備等,精密鋼管通過冷拔或冷軋處理后的一種高精密的無縫鋼管。由于珩磨管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓產品。珩磨管的敷設排列和走向應整齊一致,層次分明,盡量采用水平或垂直布管,水平管道的不平行度應≤2/1000;垂直管道的不垂直度應≤2/400。用水平儀檢測。較長的管道必須考慮有效措施以防止溫度變化使管子伸縮而引起的應力。直徑50mm以上的珩磨管一般應采用機械加工方法切割。如用氣割,則必須用機械加工方法車去因氣割形成的組織變化部分,同時可車出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面必須平整,去除毛刺、氧化皮、熔渣等。
云南怒江九冶管業有限公司擁有一支經驗豐富、技術創新的專業【絎磨管】研發團隊。優質創新、誠信合作、互惠互利、共同發展是云南怒江九冶管業有限公司持續發展的永恒目標。
絎磨管直銷廠家,九冶管業(怒江市分公司)為您提供絎磨管直銷廠家的資訊,聯系人:李經理,電話:【0527-88266888】、【17768165506】。











