


以下是:黑龍江省牡丹江市電解拋光加工正規靠譜的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼、不銹鐵 生產場地 深圳市寶安區 規格 奧氏體。馬氏體 類型 來料加工 顏色 鏡面 品牌 燈鼎 型號 DD-606 可定制 是 生產日期 2019-2022 價格 0.01元 生產時長 3小時 是否生產型 是 范圍 電解拋光加工正規靠譜供應范圍覆蓋黑龍江省、哈爾濱市、齊齊哈爾市、鶴崗市、大慶市、佳木斯市、牡丹江市、黑河市、綏化市、大興安嶺市 陽明區、愛民區、東寧市、林口縣、綏芬河市、海林市、寧安市、穆棱市等區域。 【】以匠心打造多元場景產品,涵蓋綏芬河不銹鋼電解拋光本地廠家值得信賴、陽明不銹鋼電解拋光暢銷本地、佳木斯不銹鋼電解拋光現貨、鶴崗不銹鋼電解拋光量少也做等。電解拋光加工正規靠譜,不銹鋼電解拋光廠(牡丹江市分公司)為您提供電解拋光加工正規靠譜,聯系人:姚先生,電話:【0527-88266222】、【17768165506】。 黑龍江省,牡丹江市 牡丹江市地處中國東北地區,位于東北亞經濟圈中心地帶上,與俄羅斯邊境線長211公里。牡丹江是“中蒙俄經濟走廊”、龍江絲路帶的重要戰略支點,中國對俄沿邊開放的橋頭堡和樞紐站。牡丹江屬溫帶季風氣候,素有“塞外江南”、“魚米之鄉”的美譽。
想要了解電解拋光加工正規靠譜產品的魅力嗎?我們為您準備了詳盡的產品視頻,讓您輕松掌握產品的各項功能和特點。請您不要錯過,快來觀看吧!
以下是:黑龍江牡丹江電解拋光加工正規靠譜的圖文介紹黑龍江牡丹江不銹鋼電解拋光黑龍江牡丹江不銹鋼電解拋光的圖文介紹
實力見證優質原料
很多業內朋友都知道,不銹鋼模具是需要進行拋光后才能使用的。那么大家知道常見的不銹鋼模具拋光方法有哪幾種嗎?小編今日從東莞拋光廠天鐵五金獲悉,目前常用于不銹鋼模具拋光的拋光工藝主要有三種。
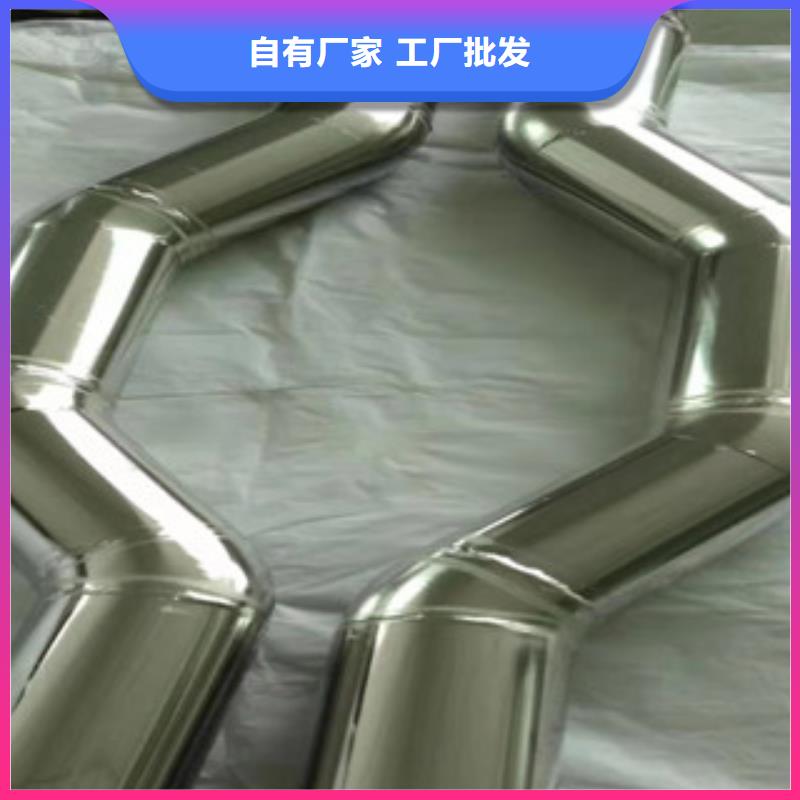
1、不銹鋼電解拋光
不銹鋼電解拋光工藝是一種利用電解化學反應變化使不銹鋼零件表面平整光潔的拋光工藝的統稱。該拋光方式一般以被拋工件為陽極,不溶性金屬為陰極,兩極同時浸入到電解槽中,通以直流電而產生有選擇性的陽極溶解,工件表面逐漸整平,從而達到工件增大表面光亮度的效果。不銹鋼電解拋光工藝一般要經過除油、除銹、電解拋光、中和、鈍化、包裝等工序,并且在除油、除銹、電解拋光、中和、鈍化工序間經過水洗工序。不銹鋼電解拋光對電解拋光液一般都是有著嚴格的要求,不同材質的不銹鋼使用的電解拋光液也不一樣,同一種拋光液應用在不同的不銹鋼材料,得到的拋光效果也不一樣。
2、機械拋光
機械拋光是靠切削、材料表面塑性變形去掉被拋光后的凸部而得到平滑面的拋光方法,一般使用油石條、羊毛輪、砂紙等輔料展開拋光工作。機械拋光在不銹鋼模具拋光工藝中的應用一般是起到增加不銹鋼的清潔衛生程度作用。
3、化學拋光
化學拋光是靠化學試劑的化學浸蝕作用對樣品表面凹凸不平區域的選擇性溶解作用磨痕、浸蝕整平的一種方法。化學拋光設備簡單,能夠處理細管、帶有深孔及形狀復雜的零件,生產效率高。化學拋光也是不銹鋼模具拋光工藝中為常用的拋光方法。其對鋼鐵零件,尤其是低碳鋼常常有著較好的拋光效果。
01
黑龍江牡丹江不銹鋼電解拋光實體廠家層層檢測不合格不出廠
廠家全年不間斷生產黑龍江牡丹江不銹鋼電解拋光現貨隨訂隨發
可來圖來樣根據您的需求定制黑龍江牡丹江不銹鋼電解拋光
專業黑龍江牡丹江不銹鋼電解拋光售后團隊24H為您解決難題
黑龍江牡丹江不銹鋼電解拋光廠位于寶安區沙井街道共和社區福和路先欲興大廈604,地理位置優越,交通便利。黑龍江牡丹江不銹鋼電解拋光廠是一家以 不銹鋼電解拋光生產、銷售及安裝為一體的企業。公司自成立以來,堅持以“顧客滿意”為宗旨,以“不斷”為經營理念,以“科學管理”為手段。以“信譽至上”為基本原則。黑龍江牡丹江不銹鋼電解拋光廠在生產 不銹鋼電解拋光深受廣大客戶的贊揚,具有良好的信譽。企業目標:質量,立業之本,管理,強業之路;效益,興業之源。今日的質量,明日的市場。 以科技為動力,以質量求生存。 以質量求生存,以質量求發展,向質量要效益。 效益來源于服務社會的回報。
電解拋光加工正規靠譜,不銹鋼電解拋光廠(牡丹江市分公司)為您提供電解拋光加工正規靠譜的資訊,聯系人:姚先生,電話:【0527-88266222】、【17768165506】。













