


以下是:黑龍江省牡丹江市三腳架電解拋光技術(shù)參數(shù)的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價格 1 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說明 電議 模式 來料加工 運(yùn)輸 接送貨 工廠手續(xù) 齊全 加工周期 1-3天 公司名稱 深圳保安電解拋光加工廠 增值稅票 可開 主要材質(zhì) 不銹鋼 范圍 三腳架電解拋光技術(shù)參數(shù)供應(yīng)范圍覆蓋黑龍江省、哈爾濱市、齊齊哈爾市、鶴崗市、大慶市、佳木斯市、牡丹江市、黑河市、綏化市、大興安嶺市 陽明區(qū)、愛民區(qū)、東寧市、林口縣、綏芬河市、海林市、寧安市、穆棱市等區(qū)域。 【】為您提供陽明不銹鋼電解拋光專注質(zhì)量、穆棱不銹鋼電解拋光廠家直銷規(guī)格多樣、鶴崗不銹鋼電解拋光廠家質(zhì)量過硬、齊齊哈爾不銹鋼電解拋光品質(zhì)保障售后無憂、綏化不銹鋼電解拋光行業(yè)優(yōu)選、大慶不銹鋼電解拋光產(chǎn)品優(yōu)良、黑河不銹鋼電解拋光多種工藝等多元產(chǎn)品與服務(wù)。三腳架電解拋光技術(shù)參數(shù),不銹鋼電解拋光加工廠(牡丹江市分公司)專業(yè)從事三腳架電解拋光技術(shù)參數(shù),聯(lián)系人:宋小姐,電話:【0527-88266222】、【17768165506】,以下是三腳架電解拋光技術(shù)參數(shù)的詳細(xì)頁面。 黑龍江省,牡丹江市 牡丹江因松花江上支流之一的牡丹江橫跨市區(qū)因而得名。牡丹江已開發(fā)利用的主要風(fēng)景名勝古跡及人文景點(diǎn)有火山口森林公園、牡丹峰森林公園和自然保護(hù)區(qū)、雪鄉(xiāng)滑雪場、牡丹峰滑雪場、八女投江紀(jì)念群雕、橫道河子?xùn)|北虎林園及冬季在牡丹江江面上建設(shè)的雪堡等。2017年12月,當(dāng)選中國十佳冰雪旅游城市。
以下的三腳架電解拋光技術(shù)參數(shù)視頻將帶您深入了解產(chǎn)品的每一個細(xì)節(jié),讓您對其優(yōu)點(diǎn)和特點(diǎn)一目了然。幾十秒就能了解產(chǎn)品魅力。
以下是:黑龍江牡丹江三腳架電解拋光技術(shù)參數(shù)的圖文介紹產(chǎn)品特點(diǎn)圖
DD-306鋁材電解拋光
主要用途:本品用于各種鋁合金,純鋁等型號鋁的電解拋光時使用,使用成本低,效果明顯,可達(dá)鏡面光亮效果,鋁拋光后光澤持久、美觀大方、增加了產(chǎn)品的附加值。
性能特點(diǎn):
1、適用范圍廣,可適用各系列的鋁。
2、拋光電流密度小,電壓低,電能消耗較傳統(tǒng)工藝低1倍以上。
3、拋光效率高,質(zhì)量好,數(shù)分鐘內(nèi)可拋至鏡面光亮。
4、拋光液使用壽命長,易于維護(hù)管理。
5、拋光后防銹性能延長。
使用方法:原液使用,鉛板做陰極(負(fù)極),工件做陽極(正極),80度,電壓12—15伏,時間3—10分鐘。工藝流程:(除油→水洗→晾干)→電解拋光→水洗→陽極氧化(鈍化)→水洗→中和→水洗
注意事項(xiàng):
1、本拋光液在其使用初期電解拋光時會產(chǎn)生泡沫,因此拋光液液面與拋光槽頂部之間的距離不應(yīng)≤15cm。
2、鋁工件在進(jìn)入拋光槽之前應(yīng)盡可能將殘留在工件表面的水分除去,因工件夾帶過多水分有可能造成拋光面出現(xiàn)嚴(yán)重麻點(diǎn),局部浸蝕而導(dǎo)致工件報(bào)廢。
3、在電解拋光過程中,作為陽極的鋁工件。電解過程中,工件成分分解沉積,要定期清槽
適用范圍
黑龍江牡丹江不銹鋼電解拋光加工廠地理位置十分優(yōu)越,素有 不銹鋼電解拋光之鄉(xiāng)美譽(yù),交通方便,物流發(fā)達(dá),能快捷方便的將 不銹鋼電解拋光運(yùn)送至全國各地。我公司的 不銹鋼電解拋光在業(yè)內(nèi)享有良好的信譽(yù),深受廣大客戶的青睞。
為什么選擇我們
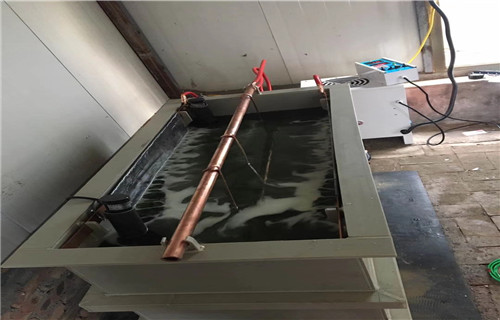
電解拋光設(shè)備
承攬各類不銹鋼制品酸洗、鈍化加工業(yè)務(wù)。酸洗鈍化一步完成,酸洗用于各類不銹鋼表面銹漬、氧化皮、焊斑等污物,然后鈍化劑對其再起到鈍化作用,用后金屬表面成銀白色,起到提高不銹鋼抗腐蝕能力的效果。
材料應(yīng)用范圍:
奧氏體不銹鋼(301、302、303、304(L)、316(L))、馬氏體不銹鋼(410、420、430、440)、201、202等。以上使用藥水均為本公司自有配方,可針對不同材料,提供對應(yīng)的藥水加工,以達(dá)到好效果。
對于小型加工件,采取浸泡方式,大型工件,可以依據(jù)實(shí)際情況,采取噴淋及涂刷方式。
可進(jìn)行相關(guān)的中性鹽霧測試,可通過SGS認(rèn)證。
設(shè)備為鋁合金常規(guī)陽極氧化用手動線。技術(shù)成熟,操作流程簡單,加工工藝穩(wěn)定。
常規(guī)鋁合金陽極氧化標(biāo)準(zhǔn)流程:
除油→清洗→堿蝕→清洗→化學(xué)拋光→清洗→去灰→清洗→陽極氧化→清洗→著色
→清洗→封孔→清洗。電化學(xué)拋光腐蝕儀
用于小型實(shí)驗(yàn)開發(fā)使用,體積小,功能全,操作界面人性化,控制精度高,適用于各種材料的試驗(yàn)研究。
點(diǎn)擊查看不銹鋼電解拋光加工廠(牡丹江市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
在黑龍江省牡丹江市采購三腳架電解拋光技術(shù)參數(shù)請認(rèn)準(zhǔn)不銹鋼電解拋光加工廠(牡丹江市分公司),品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購買到更加實(shí)惠、更加可靠的產(chǎn)品。(聯(lián)系人:宋小姐-【17768165506】)。

參數(shù)")
參數(shù)")
參數(shù)")
參數(shù)")
參數(shù)")
參數(shù)")
參數(shù)")