


以下是:怒江市瀘水市球墨鑄鐵管廠家現貨直銷的產品參數【格瑞】以匠心打造多元場景產品,涵蓋福貢球墨鑄鐵管歡迎來電詢價等。球墨鑄鐵管廠家現貨直銷,格瑞管業(怒江市瀘水市分公司)為您提供球墨鑄鐵管廠家現貨直銷的資訊,聯系人:鄧燕,電話:【0635-2110446】、【15166580844】。 云南省,怒江傈僳族自治州,瀘水市 瀘水市境內居住著傈僳族、白族、怒族等21種民族,少數民族人口占總人口的87%。瀘水市地處橫斷山脈縱谷地帶,境內雄奇險秀的峽谷山川,是“三江并流”世界自然遺產和中國香格里拉生態旅游區的重要組成部分。
我們的現場實拍視頻將帶您走進球墨鑄鐵管廠家現貨直銷產品的世界,讓您親眼見證其優點和特點,為您的購買決策提供有力支持。
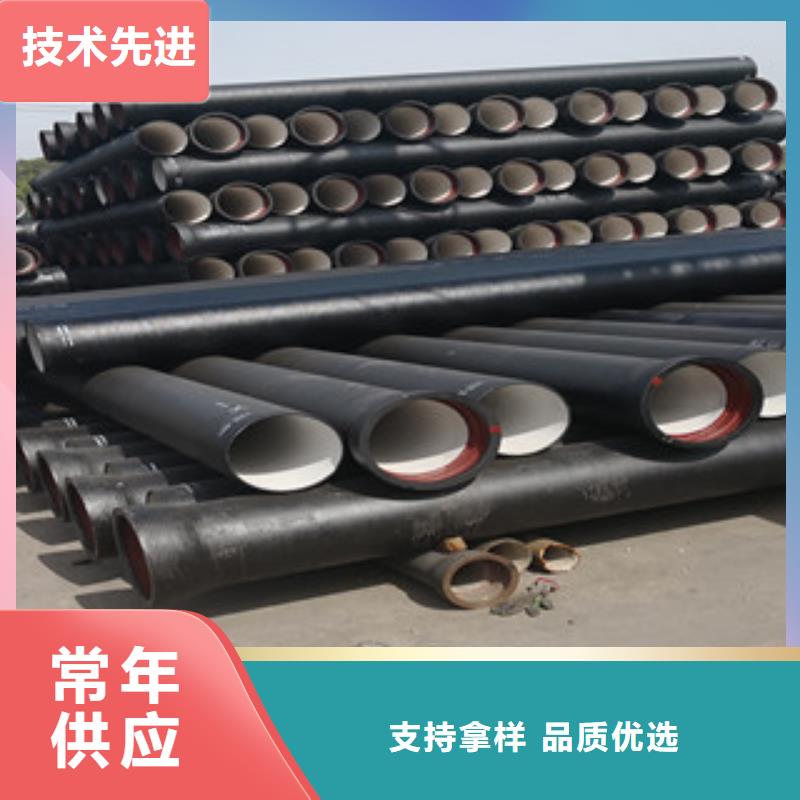
以下是:怒江瀘水球墨鑄鐵管廠家現貨直銷的圖文介紹
山東聊城格瑞球墨鑄鐵管管長一般為多水冷金屬型球墨鑄鐵管單支長度為6米,目前市場主流球墨管均為水冷金屬型球墨鑄鐵管。熱膜鑄造工藝的球墨管一般為單支長度8米,采用此種工藝生產的球墨鑄鐵管一般為大口徑管道。比如DN1000以上。
出口難解過剩進口反增今年1~10月,國內鋼材共出口9200多萬噸,2015年全年出口量有可能為1.1億噸。一方面,國內需求趨減使得鋼鐵產能過剩進一步凸現,鋼鐵產品出口快速增長一方面緩解了國內產能過剩的矛盾惡化;另一方面,在經濟下滑的過程中也在發揮了良好的支撐作用,且目前鋼材出口量占我國粗鋼產能的比例還不到15%,未來出口進一步增長的可能性還是完全存在的,而且在較長一段時間里,月均出口在800萬~900萬噸可能就是一種常態。
而反觀鐵合金進出口,則又是完全另一番景象,鐵合金出口方面,截至9月底,全國出口總量為82.9萬噸,較之去年同期下降17.9%,而全國進口總量為273.45萬噸,較之去年同期增加43.9%,以上數據就可以看出,我國鋼材靠著出口緩解供需僵局,但鐵合金則出口量反降,且不少國外合金傾銷至國內,不僅供需矛盾未緩解,反而加劇了國內供需的窘境。
我的鋼鐵網資深分析師指出,2015年國內鐵合金各品種價格均創出歷史新低,主流品種無一幸免,下游終端需求的減少、鋼材價格的回落,導致鋼廠無限度的下調鐵合金采購價格,而自2013年以來,國內鐵合金行業開始了洗牌的過程,設備大型化、環保科學化等轉型升級競爭手段在今年的價格暴跌中也失去了競爭優勢。
怒江瀘水格瑞管業有限公司是一家經相關部門批準注冊的企業,是一家經營、批發、加工各種 球墨鑄鐵管為一體的公司,公司以“用心服務”為核心價值,憑著良好的信用、專業水平和不懈努力與多家企業建立了長期的合作關系。公司一直秉承以用戶需求為核心,在專注本地市場開拓的同時,為企業及個人提供優質的服務,用心的服務贏得了眾多企業的信賴和好評,在怒江瀘水逐漸樹立起公司良好品牌。公司不僅僅提供專業的服務,同時還建立了完善的售后服務體系。我們相信,通過我們的不斷努力和追求,一定能夠實現與您的互利共贏!
山東聊城格瑞管業有限公司球墨鑄鐵管的安裝應配備合適的工具、器械和設備。 2應使用起重機或其它合適的工具和設備將管道放入溝渠中,不得損壞管材和保護性涂層。當起吊或放下管子的時候,應使用鋼絲繩或尼龍吊具。當使用鋼絲繩的時候,必須使用襯墊或橡膠套。 3安裝前應對球墨鑄鐵管及管件進行檢查,并應符合下列要求: 管道連接 1管道連接前,應將管道中的異物清理干凈。 2管道承口和插口端工作面的團塊狀物、鑄瘤和多余的涂料,并整修光滑,擦干凈。 3在承口密封面、插口端和密封圈上涂一層潤滑劑,將壓蘭套在管子的插口端,使其延長部分唇緣面向插口端方向,然后將密封圈套在管子的插口端,使膠圈的密封斜面也面向管子的插口方向。 4將球墨鑄鐵管道的插口端插入到承口內,并緊密、均勻的將密封膠圈按進填密槽內,橡膠圈安裝就位后不得扭曲。在連接過程中,承插接口環形間隙應均勻,其值及允許偏差應符合表6.2.4的規定。 鑄鐵管敷設 1管道安裝就位前,應采用測量工具檢查管段的坡度,并應符合設計要求。 2管道或管件安裝就位時,生產廠的標記宜朝上。 3已安裝的管道暫停施工時應臨時封口。 4管道 允許借轉角度及距離不應大于表6.3.4的規定。一、基本規定 1、試壓區段長度,對有壓球墨鑄鐵管線,除有特殊規定外,試壓段長度不應大于1000m。 2、強度試驗壓力,承受內壓的埋地球墨鑄鐵管的試驗壓力。當設計壓力小于或等于0.5MPa時,應為設計使用工作壓力的2倍;當設計使用壓力大于0.5MPa時,應為設計使用壓力加0.5Mpa,試壓保壓時間半小時。 3、嚴密性試驗,在保壓時間段內,如壓力有所下降,可采用加壓泵加水的辦法,然后在試驗時間段未測量為保持在試驗壓力所注入的水量(到±50%),對有壓管線水損失量應不大于0.001升/小時●公里管線●每毫米公稱直徑●每0.1MPa試驗壓力,即相當于每公里DN100的管線在試驗壓力1Mpa一下,漏水不應大于每小時1升。試驗時間不得少于2小時。 二、試壓前規定: 1、試壓球墨鑄鐵管線均應在全部回填后再試壓; 2、若有特殊要求,個別可留出接口不回填,但管身中間要充分回填一定高度的土(小0.5米),防止管移動及漂浮。 3、管件固定臺(水泥)養護已達到設計強度方可; 4、注水浸泡達24小時以上(水泥襯吸水) 5、試驗管段的所有閥門打開,不允許用閘閥做堵板,應制作兩端堵頭及靠背千斤頂(按推力噸位配置); 6、管道升壓時,管道內的氣體應排盡,升壓過程中,當發現壓力表針擺動較大,不穩,應重新排氣后再按10%逐級升壓; 7、球墨鑄鐵管水壓試驗時,管道兩端嚴禁站人; 8、試壓情況作好記錄
球墨鑄鐵管鑄鐵件整體性能,如何改善球墨鑄鐵管鑄鐵件整體性能,為改善鑄鐵件整體功能,前進耐性的球墨鑄鐵管退火,前進球墨鑄鐵強度的正火、淬火等。這些方法關于球墨鑄鐵管而言也是有必定的道理的。
1.白口退火。
一般灰口鑄鐵或球墨鑄件表面或薄壁處在鑄造過程中因冷卻速度過快出現白口,鑄鐵件無法切削加工。為白口下降硬度常將這類鑄鐵件從頭加熱到共析溫度以上,并保溫1~2h進行退火,滲碳體分解為石墨,再將鑄鐵件緩慢冷卻出爐空冷。
如何改善球墨鑄鐵管鑄鐵件整體性能。
2.前進耐性的球墨鑄鐵退火。
球墨鑄鐵在鑄造過程中此一般灰口鑄鐵的白口傾向大,內應力也較大,鑄鐵件很難得到樸素的鐵素體或珠光體基體,為前進鑄鐵件的延性或耐性,常將鑄鐵件從頭加熱到900-950℃并保溫滿意時間進行高溫退火,再爐冷到600℃出爐變冷。
如何改善球墨鑄鐵管鑄鐵件整體性能。
若鑄態組織由基體,以及球狀石墨組成,為前進耐性,只需將珠光體中滲碳體分解轉換為鐵素體及球狀石墨,為此將球墨鑄鐵管件從頭加熱到700-760℃的共析溫度上下經保溫后爐冷至600℃出爐變冷。
山東聊城格瑞球墨鑄鐵管在應用中容易151-6658-0844相信對于這個問題,我們很多人都會有一定的了解的,但是對于外行的人們來說,他們只是了解表面上的是否會生銹,而不懂得深層的原因。這些問題來說,我們應該怎么樣了解呢?這些問題會影響到球墨鑄鐵管價格嗎?會不會生銹,關鍵在于球墨鑄鐵管的防腐工藝是否做到位了。合格的球墨鑄鐵管要求內襯標準厚道水泥;管子外壁要求進行噴鋅處理和瀝青漆涂覆,也可以選擇其他環氧樹脂漆等。這些問題關系到球墨鑄鐵管在市場中效益問題,我們所不是很明白的問題,在這個時候,也將會有所了解的。很多的時候,太多的問題,是我們所忽略的,忙了很多的時候,才會發現,根本的問題本來就是很簡單的。
合格的球墨鑄鐵管可以使用百年以上,主要易生銹的地方是外壁與土壤接觸的地方,由于其濕度大、富含氧氣。而合格的防腐可以有效抵抗生銹。即使是很長很長時間,也沒有問題。對于這樣的情景,我們要控制好我們的制作工藝,很好的防腐。
硅對球墨鑄鐵管的機械性能影響很大,比方硅能夠改動石墨球的大小、散布和圓整度,能夠細化石墨球,會使基體塑性、強度進步;硅在退火過程中能夠促進滲碳體合成,生成鐵素體,進步球墨鑄鐵管的塑性和延展性;硅還能夠溶解在鐵中并強化金屬基體,進步球墨鑄鐵管的硬度和強度。因而球墨鑄鐵管中的硅主要是以孕育的方式參加。為了更好的發揮硅的作用。
在消費中硅以三次孕育的方式參加:首 先是球化包內孕育,其次是隨流孕育,然后是管模粉孕育。球墨鑄鐵管并且這三次 孕育都以瞬時孕育的效果 ,因而在球化包內孕育前爐內的硅要調質到一個適宜的量,由實驗標明爐內的硅普通調到0.8—丨.2%之間,如 果爐內的硅調到低于0.8^,在球化包內就要參加更多的孕育劑。
球化后的鐵液降溫太大,不利于澆注;假如爐內的硅調到高于丨.2%,在球化包內參加的孕育劑相對就會減少,這樣孕育效果就會大大降低,并且硅在高溫的爐內還會被燒損,其反響方程式為51+2^01=5102結果會使鑄管中的終硅量減少,影響鑄管力學性能。
您是想要在怒江市瀘水市采購高質量的球墨鑄鐵管廠家現貨直銷產品嗎?格瑞管業(怒江市瀘水市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的球墨鑄鐵管廠家現貨直銷產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:鄧燕-【15166580844】,地址:《開發區》。














