為了讓您更好地體驗(yàn)數(shù)控編程培訓(xùn)-數(shù)控培訓(xùn)好品質(zhì)用的放心產(chǎn)品的卓越性能,我們特意制作了產(chǎn)品視頻。視頻內(nèi)容豐富,展示了產(chǎn)品的每一個(gè)細(xì)節(jié)和特性。
以下是:數(shù)控編程培訓(xùn)-數(shù)控培訓(xùn)好品質(zhì)用的放心的圖文介紹

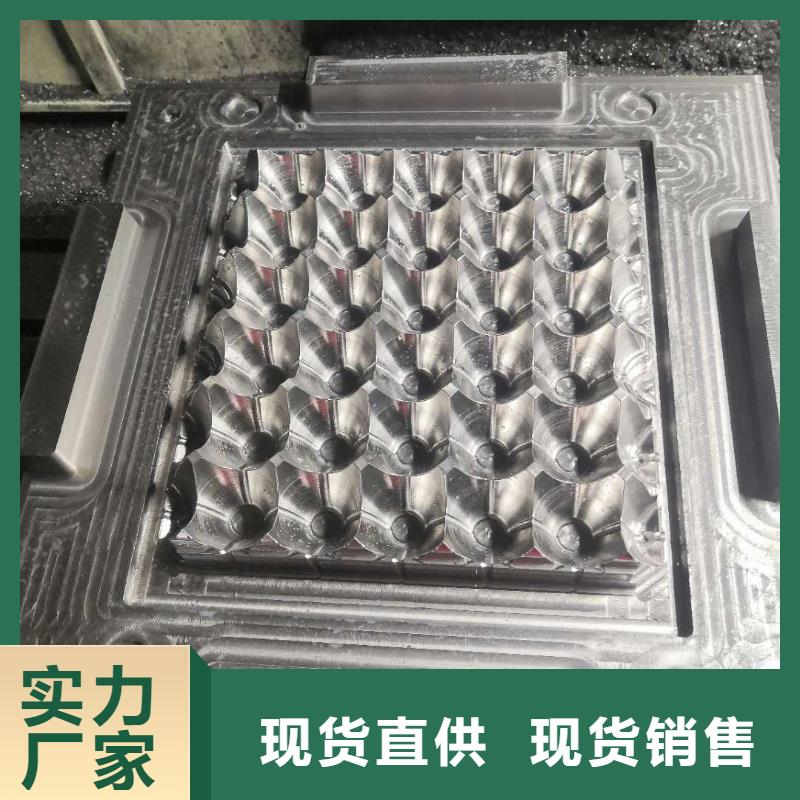
數(shù)控培訓(xùn)
數(shù)控培訓(xùn)的詳細(xì)介紹
匠心品質(zhì)經(jīng)驗(yàn)豐富
控編程培訓(xùn)-數(shù)控培訓(xùn)好品質(zhì)用的放心")
控編程培訓(xùn)-數(shù)控培訓(xùn)好品質(zhì)用的放心")
控編程培訓(xùn)-數(shù)控培訓(xùn)好品質(zhì)用的放心")
河北德瑪數(shù)控編程培訓(xùn)學(xué)校整理工藝步驟:對于螺紋孔的加工采用鉆導(dǎo)引孔→→鉆孔→倒角→攻螺紋的工序進(jìn)行加工。先用中心鉆在孔的中心位置鉆出引導(dǎo)孔,命心鉆刀具號為T12;再用Φ8mm鉆頭鉆盲孔,鉆頭刀具號為T13;再進(jìn)行倒角,倒角刀刀具號為T14;用紳錐對孔位進(jìn)行攻螺紋.絲錐刀具號為T15。加工前設(shè)定好各把刀具的長度補(bǔ)償值到機(jī)床的相應(yīng)刀具長度補(bǔ)正OFFSET。 程序編制: 主程序: 00097 G54G90G0X0Y0; T12M6; S1800M3M8; G43H12Z50.; M98P0197; T13M6; S800M3M8; G43H13Z50.; M98P0297; T14M6; S500M3M8; G43H14Z50.; M98P0397; T15M6; S200M3M8; G43H15Z50.; M98P0497; M05; M30; 點(diǎn)中心子程序: 00197 G81X60.Y0R1.Z-3.F60; M98P1197; M99; 鉆孔子程序: 00297 G83X60.Y0R1.Z-20.Q5.F50; M98P1197; M99; 倒角子程序: 00397 G81X60.YOR1.Z-6.F60; M98P1197; M99; 攻螺紋子程序: 00497 G84X60.Y0R1.Z-15.F10; M98P1197; M99; 孔位的子程序: 01197 X30.Y51.962; X-30.Y51.962; X-60.Y0.; X-30.Y-51.962; X30.Y-51.962; M99; 關(guān)鍵詞:孔加工,攻螺紋G84 技術(shù)要點(diǎn):攻螺紋指令G84,在攻螺紋加工中,進(jìn)給時(shí)主軸反轉(zhuǎn);退出時(shí)主軸反轉(zhuǎn); 左旋螺紋指令G74,在攻螺紋加工中,進(jìn)給時(shí)主軸反轉(zhuǎn),退出時(shí)主軸正轉(zhuǎn)。 攻螺紋的指令格式與鉆孔G81相似。 提示:執(zhí)行攻螺紋指令(G84/G74)時(shí),主軸的轉(zhuǎn)向由系統(tǒng)自動(dòng)啟動(dòng)。 技巧:利用數(shù)控加工中心進(jìn)行孔的加工時(shí),對于同一組點(diǎn)進(jìn)行多項(xiàng)加工,如小心鉆定位孔加工、鉆孔加工、攻螺紋加工。可以利用調(diào)用子程序的方式將點(diǎn)位作為一個(gè)子程序,在孔加工中調(diào)用即可,而無需在每一項(xiàng)加工中輸入點(diǎn)的坐標(biāo)位置。 警告:在攻螺紋過程要求主軸轉(zhuǎn)速與進(jìn)給成嚴(yán)格的比例關(guān)系,因此,編程時(shí)要求根據(jù)主軸的轉(zhuǎn)速汁算進(jìn)給率,而且在加工過程中也不能對主軸轉(zhuǎn)速和進(jìn)給作調(diào)整。 個(gè)人觀點(diǎn):加工中心用于孔系加工是常用的一種用途。加工中心編程時(shí)可以調(diào)用子程序,用子程序指定一段加工,而在主程序中寫清主要步驟,在編制程序時(shí)可以按所使用的刀具、加工特性編成一系列的子程序。


德瑪科技信息有限公司(洛陽分公司)座落于城鐵軌道職業(yè)技工學(xué)校,公司主營產(chǎn)品 數(shù)控培訓(xùn),產(chǎn)品質(zhì)量取得了一致好評,產(chǎn)品銷往全國各地。于此同時(shí)公司的技術(shù)團(tuán)隊(duì)正在研發(fā)各類礦用產(chǎn)品,我們以精良的品質(zhì),具有競爭力的價(jià)格,“一言九鼎,一諾千金”的合作態(tài)度,贏得了愈來愈大的市場份額。 公司以秉承“顧客至上,銳意進(jìn)取”的經(jīng)營理念,堅(jiān)持“客戶di yi”的原則,為廣大客戶提供優(yōu)質(zhì)的服務(wù)。歡迎廣大客戶惠顧!
德瑪科技信息有限公司(洛陽分公司)
控編程培訓(xùn)-數(shù)控培訓(xùn)好品質(zhì)用的放心")


控編程培訓(xùn)-數(shù)控培訓(xùn)好品質(zhì)用的放心")
控編程培訓(xùn)-數(shù)控培訓(xùn)好品質(zhì)用的放心")

控編程培訓(xùn)-數(shù)控培訓(xùn)好品質(zhì)用的放心")

名片")