以下是:湖南省婁底市冷水利達襯塑鋼管冷水利達襯塑鋼管的產品參數(shù)
產品參數(shù) 產品價格 6000 發(fā)貨期限 無 供貨總量 4000 運費說明 1 名稱 襯塑復合管 材質 Q235B 執(zhí)行標準 GB/T28897-2012 長度 6米 范圍 冷水利達襯塑鋼管冷水利達襯塑鋼管供應范圍覆蓋湖南省 婁底市 長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、湘西市、永州市、郴州市 婁星區(qū)、雙峰縣、新化縣、冷水江市、漣源市等區(qū)域。 【利達】為您提供邵陽鍍鋅鋼管工藝精細質保長久、湘潭鍍鋅鋼管質量好、張家界鍍鋅鋼管擁有核心技術優(yōu)勢、益陽鍍鋅鋼管高品質誠信廠家、懷化鍍鋅鋼管甄選好物、郴州鍍鋅鋼管廠家十分靠譜、雙峰鍍鋅鋼管售后無憂、新化鍍鋅鋼管多種規(guī)格庫存充足等多元產品與服務。冷水利達襯塑鋼管冷水利達襯塑鋼管_利達管道科技(婁底市分公司)tjchgg415-6,聯(lián)系人:賈經理,天津西青區(qū)中北鎮(zhèn)萬卉路南段西側華亭麗園三區(qū)31-2-802-1 發(fā)貨到 湖南省 婁底市 長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、湘西市、永州市、郴州市 婁星區(qū)、雙峰縣、新化縣、冷水江市、漣源市。 湖南省,婁底市 1999年1月,經國務院批準,婁底撤地設市。婁底市據(jù)傳天上二十八星宿中的“婁星”和“氐星”在這里交相輝映,故而得名,是被后世尊為“戰(zhàn)神”的中華民族三大始祖之一蚩尤的故里,是湖湘文化的主要發(fā)源地之一。境內有梅山龍宮、曾國藩故居、紫鵲界梯田、三聯(lián)峒景區(qū)四個AAAA級旅游景區(qū),有大熊山、龍山兩個森林公園和湄江、波月洞等精品旅游景點70多處。區(qū)位優(yōu)越,交通便捷,地處湖南幾何中心,湘黔鐵路和滬昆高鐵橫穿東西,洛湛鐵路縱貫南北,40條鐵路專用線溝通全市主要廠礦,形成了“米字型”鐵路網。婁新高速貫通,新溆、安邵、婁益、婁衡、婁長高速同時規(guī)劃建設,國省干道改造完成。2020年2月12日,被民政部和財政部共同確定為第五批中央財政支持開展居家和社區(qū)養(yǎng)老服務改革試點地區(qū)。
我們?yōu)槟尸F(xiàn)的冷水利達襯塑鋼管冷水利達襯塑鋼管產品視頻,是為了讓您更好地體驗產品的各項功能和特點。請您抽空觀看,一定會為您帶來驚喜。以下是:湖南婁底冷水利達襯塑鋼管冷水利達襯塑鋼管的圖文介紹利達管道科技有限公司出眾的品質合理的價格讓您買的舒心用著安心OUTSTANDING QUALITY AND REASONABLE PRICE MAKE YOUR PURCHASE COMFORTABLE AND SAFE TO USE湖南婁底鍍鋅鋼管的詳細介紹
品質優(yōu)良實力工廠
多年來湖南婁底利達管道科技有限公司生產的 鍍鋅鋼管憑借優(yōu)越的品質與周到的服務力拙群雄,贏得了來自全國各地無數(shù)的稱贊,也贏得了無數(shù)忠實的客戶。
品質鑄就品牌,創(chuàng)新贏取未來”的經營理念表達了我們對品質與創(chuàng)新的不懈追求。 “以市場為導向,以人才為紐帶,以資本為后盾,以品牌為目標”的發(fā)展戰(zhàn)略預示著美好明天。
熱誠歡迎廣大客戶與我們攜手,共創(chuàng)輝煌!
自有廠家多年湖南婁底鍍鋅鋼管經驗質量值得信賴
品質源于細節(jié)
湖南婁底鍍鋅鋼管品質優(yōu)良貼心服務用質量打造市場口碑
規(guī)格種類多樣湖南婁底鍍鋅鋼管可根據(jù)需求定制
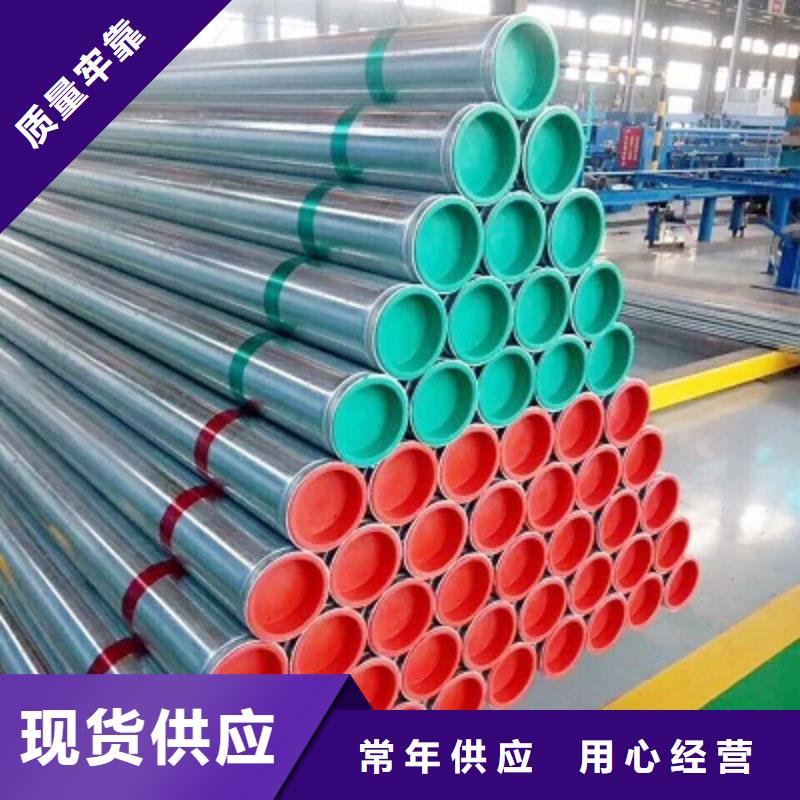
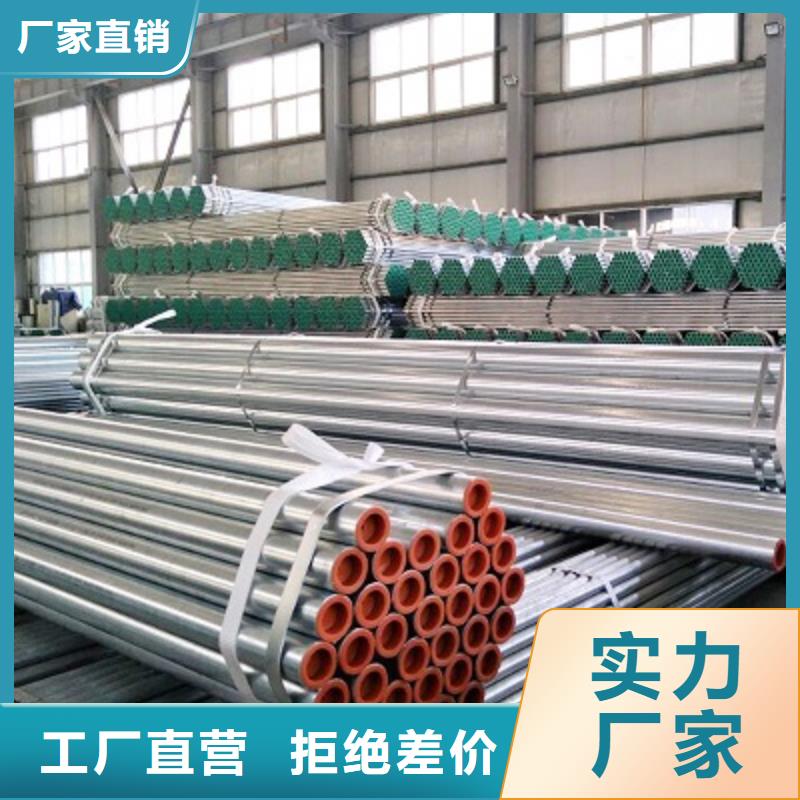
2、涂塑鋼管
定義:涂塑鋼管是以鋼管為基管,以塑料粉末為涂層材料,在其內、外表面熔融涂覆上一層塑料層,或其他材料防腐層的鋼塑復合產品。
分類:涂塑鋼管根據(jù)涂層材料的不同分為聚乙烯涂層鋼管和環(huán)氧樹脂涂層鋼管。
涂塑材料:聚乙烯粉末和環(huán)氧樹脂粉末。
涂塑工藝:鋼管前處理后進行加熱,進行高速涂塑處理,然后進行固化處理而形成的鋼塑復合產品。
安裝施工:涂塑鋼管可以根據(jù)施工現(xiàn)場需要,任意切割長度,切斷后經修補可以繼續(xù)使用。涂塑鋼管可以在施工現(xiàn)場提前預制。涂塑鋼管不會因涂層而產生縮徑現(xiàn)象。
在湖南省婁底市采買冷水利達襯塑鋼管冷水利達襯塑鋼管到利達管道科技(婁底市分公司),無論您是個人用戶還是企業(yè)采購,我們都將竭誠為您服務。品質保證,價格優(yōu)惠,廠家直銷,歡迎有需要的客戶來電。聯(lián)系人:賈經理,地址:《天津西青區(qū)中北鎮(zhèn)萬卉路南段西側華亭麗園三區(qū)31-2-802-1》。













