| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
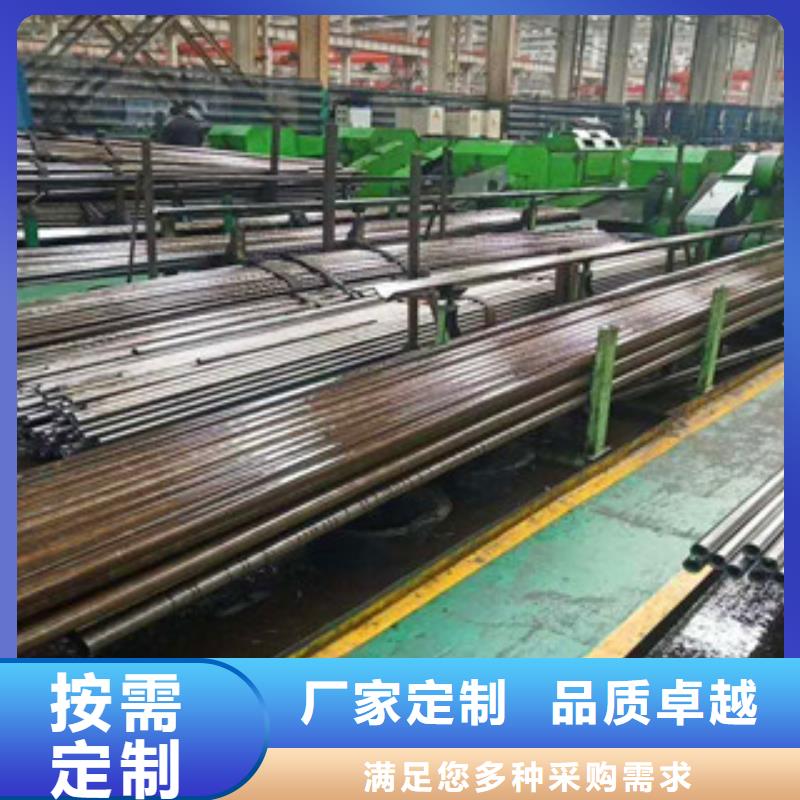
| 無縫鋼管 | 國標 |
| 無縫鋼管 | 國標 |

龍麗金屬材料有限公司(婁底分公司)在建立現代企業制度的基礎上,建立了一套完善的人事管理、生產管理、質量管理、財務管理、營銷管理、信息管理等綜合管理體系。公司研發中心擁有雄厚的科技力量和強大的科研實力,匯聚海內外專家學者進行科研攻關。 公司 精軋鋼管生產基地擁有國際技術水平的生產環境的生產設備, 以及正在完善適合公司發展、適應市場需求的運營模式。在這個充滿機遇挑戰的新的歷史時期,公司將以市場為導向,以人才為根本,以技術為支撐,以資本為紐帶,打造一個實力雄厚、核心競爭力強大的國際化企業。在這里,我們將用信念、追求和執著開啟新的航程,乘風破浪,勇往直前,駛向我們的理想和目標。



在斜軋(均整)機上軋制由自動軋管機軋出的管子,以壁厚不均以及研磨精密鋼管內外表面的工序。均整機為二輥或三輥式斜軋機,使用固定頂頭。三輥均整機的優點是,軋制時可取較大的減壁量,產量高,軋出的管子尺寸精度較高。一般管材均整后直徑有些增加,壁厚略減小,長度稍有縮短,當管壁壓縮量較大時則長度增加。二輥均整機的變形過程如圖所示。整個變形區分為4個區。I為減徑區,該區一般很短。Ⅱ為管壁壓下(擴徑)區,由于均整機頂頭略大于來料的內徑,在該區管材首先和頂頭圓弧部分相接觸,然后隨著金屬進入變形區,在頂頭的圓弧部分與軋輥之間壓縮管壁;到頂頭的圓柱部分時雖然頂頭母線和軋輥圓柱段母線相平行,但由于軋輥軸線傾斜于軋制軸線,因而頂頭與軋輥間的間隙是逐漸減小的(到交叉點為止),因而在這區段內管壁仍受量壓下。Ⅲ為展軋區。在該區中展軋管壁,以改善內外表面質量。Ⅳ區為管材轉圓區。



精密鋼管耐腐蝕的原因
所有金屬都和大氣中的氧氣進行反應,在表面形成氧化膜。不幸的是,在普通碳鋼上形成的氧化鐵繼續進行氧化,使銹蝕不斷擴大,終形成孔洞。可以利用油漆或耐氧化的金屬(例如,鋅,鎳和鉻)進行電鍍來保證碳鋼表面,但是,正如人們所知道的那樣,這種保護僅是一種薄膜。如果保護層被破壞,下面的鋼便開始銹蝕。
精密鋼管的耐腐蝕性取決于鉻,但是因為鉻是鋼的組成部分之一,所以保護方法不盡相同。
在鉻的添加量達到10.5%時,鋼的耐大氣腐蝕性能顯著增加,但鉻含量更高時,盡管仍可提高耐腐蝕性,但不明顯。原因是用鉻對鋼進行合金化處理時,把表面氧化物的類型改變成了類似于純鉻金屬上形成的表面氧化物。這種緊密粘附的富鉻氧化物保護表面,防止進一步地氧化。這種氧化層極薄,透過它可以看到鋼表面的自然光澤,使精密鋼管具有獨特的表面。而且,如果損壞了表層,所暴露出的鋼表面會和大氣反應進行自我修理,重新形成這種氧化物"鈍化膜",繼續起保護作用。
因此,所有的精密鋼管元素都具有一種共同的特性,即鉻含量均在10.5%以上。


名片")