


以下是:濰坊市臨朐縣焊管-高質(zhì)量焊管的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價格 電議 發(fā)貨期限 電議 供貨總量 電議 運費說明 電議 范圍 焊管-高質(zhì)量焊管供應(yīng)范圍覆蓋山東省 濰坊市 濰城區(qū)、寒亭區(qū)、坊子區(qū)、奎文區(qū)、臨朐縣、昌樂縣、青州市、諸城市、壽光市、安丘市、高密市、昌邑市等區(qū)域。 【天鑫達】業(yè)務(wù)覆蓋多元場景,提供以下產(chǎn)品和服務(wù):濰城H型鋼廠家規(guī)格齊全實力廠家、坊子H型鋼廠家滿足客戶所需、奎文H型鋼廠家款式新穎、諸城H型鋼廠家閃電發(fā)貨、安丘H型鋼廠家品質(zhì)有保障等。焊管-高質(zhì)量焊管,天鑫達特鋼有限責(zé)任公司(臨朐縣分公司)gbcj5286-6為您提供焊管-高質(zhì)量焊管,聯(lián)系人:楊經(jīng)理,發(fā)貨地:鋼材市場。 山東省,濰坊市,臨朐縣 臨朐縣地處魯中,屬沂蒙革命老區(qū)。臨朐自西漢置縣迄今已有2000余年歷史,有北辛、大汶口、龍山等文化遺址,齊長城、北齊崔芬墓、北魏石佛造像、東鎮(zhèn)碑林等各類文物保護單位;境內(nèi)青臨鐵路與膠濟鐵路相接,長深高速公路貫通南北,東紅、薛館、濰九、仲臨、下小、大沂6條省道穿行境內(nèi)。
想一睹焊管-高質(zhì)量焊管產(chǎn)品的真實風(fēng)采嗎?我們的現(xiàn)場實拍視頻將帶您親臨現(xiàn)場,感受產(chǎn)品的卓越品質(zhì)和創(chuàng)新設(shè)計,不容錯過!
以下是:焊管-高質(zhì)量焊管的圖文介紹
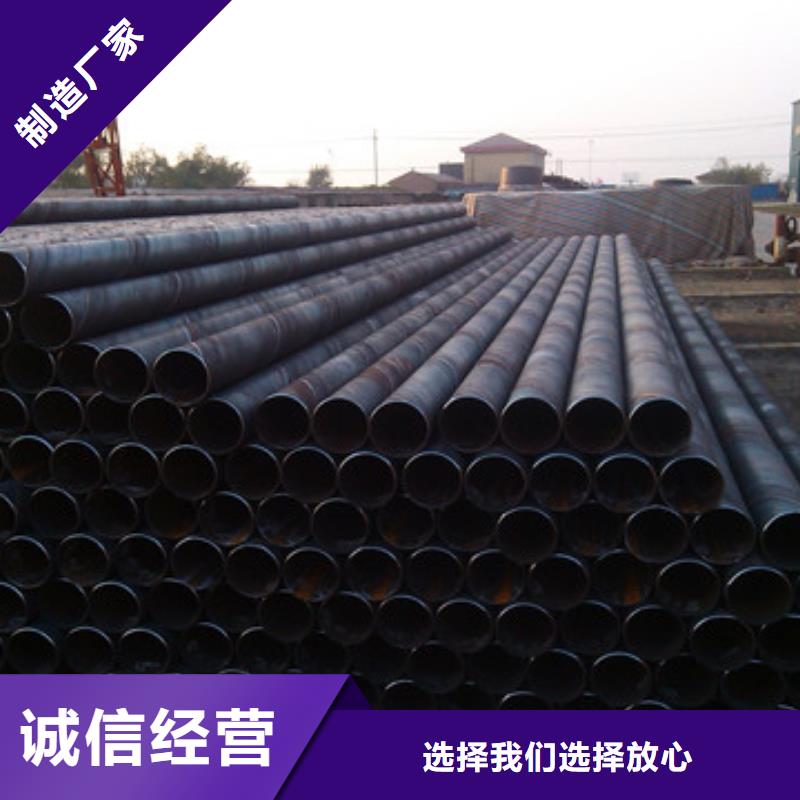
大口徑直縫焊管主要生產(chǎn)流程說明:
1. 板探:用來制造大口徑埋弧焊直縫鋼管的鋼板進入生產(chǎn)線后,首先進行全板超聲波檢驗;
2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀;
3. 預(yù)彎邊:利用預(yù)彎機進行板邊預(yù)彎,使板邊具有符合要求的曲率;
4. 成型:在JCO成型機上首先將預(yù)彎后的鋼板的一半經(jīng)過多次步進沖壓,壓成"J"形,再將鋼板的另一半同樣彎曲,壓成"C"形,后形成開口的"O"形
5. 預(yù)焊:使成型后的直縫焊鋼管合縫并采用氣體保護焊(MAG)進行連續(xù)焊接;
6. 內(nèi)焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管內(nèi)側(cè)進行焊接;
7. 外焊:采用縱列多絲埋弧焊在直縫埋弧焊鋼管外側(cè)進行焊接;
8. 超聲波檢驗Ⅰ:對直縫焊鋼管內(nèi)外焊縫及焊縫兩側(cè)母材進行的檢查;
9. X射線檢查Ⅰ:對內(nèi)外焊縫進行的X射線工業(yè)電視檢查,采用圖象處理系統(tǒng)以保證探傷的靈敏度;
10. 擴徑:對埋弧焊直縫鋼管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內(nèi)應(yīng)力的分布狀態(tài);
11. 水壓試驗:在水壓試驗機上對擴徑后的鋼管進行逐根檢驗以保證鋼管達到標準要求的試驗壓力,該機具有自動記錄和儲存功能;
12. 倒棱:將檢驗合格后的鋼管進行管端加工,達到要求的管端坡口尺寸;
13. 超聲波檢驗Ⅱ:再次逐根進行超聲波檢驗以檢查直縫焊鋼管在擴徑、水壓后可能產(chǎn)生的缺陷;
14. X射線檢查Ⅱ:對擴徑和水壓試驗后的鋼管進行X射線工業(yè)電視檢查和管端焊縫拍片;
15. 管端磁粉檢驗:進行此項檢查以發(fā)現(xiàn)管端缺陷;
16. 防腐和涂層:合格后的鋼管根據(jù)用戶要求進行防腐和涂層。 [1]
焊接強度和穩(wěn)定性區(qū)別
1.1 拉脫力試驗: 大于200MPa 或者鋼管部分撕裂
1.2焊縫寬度: 大于翅片厚度 即焊著率>99%1.3焊接強度穩(wěn)定性: 每班首件做焊接試樣 達到2.1 或者2.2的要求
1.4 焊縫抗彎曲試驗: 翅片左右彎曲20度 向左向右彎曲兩次 焊縫無裂紋
1.5 錘擊試驗: 平行于鋼管敲擊翅片上部 直到翅片脫落 翅片本身不得斷裂
1.6 如果試驗失敗 必須啟用退火功能
熱影響區(qū)區(qū)別
用顯微鏡配合微硬度計測量
鋼管熱影響區(qū)深度小于0.5mm
產(chǎn)品尺寸精度區(qū)別
3.1 翅片段全長 -1mm ~ +1mm 分段運動精度 -0.5mm ~ +0.5mm
3.2 片距 -0.2mm ~ +0.2mm
3.3 翅片和鋼管垂直度 -1度 ~ +1度
3.4 同組對焊翅片平面度 -0.2mm ~ +0.2mm翅片本身厚度公差引起的高度差除外
3.5 同組對焊翅片高度差 -0.2mm ~ +0.2mm 翅片本身尺寸公差引起的高度差除外
3.6 雙管中心距離公差 -0.5mm ~ +0.5mm
3.7在同樣鋼管材料, 同樣片距和片數(shù)條件下, 不同小口徑焊管焊接后長度變化一致
焊接速度區(qū)別
基管外徑25~51 翅片厚度2mm 每對焊接時間小于3秒 (不包括上下料時間和退火時間)H型薄壁焊管省煤器技術(shù)原理 H型薄壁焊管,亦稱H型肋片管,也有稱蝶片管的,它是把兩片中間有圓弧的鋼片對稱地與光管焊接在一起形成鰭片(肋片或蝶片),正面形狀頗像字母“H”,故稱為H型薄壁焊管。 H型薄壁焊管的兩個鰭片為矩形,近似正方形,其邊長約為光管的2倍。屬擴展的受熱面。 H型薄壁焊管采用閃光電阻焊工藝方法,其焊接后焊縫熔合率高,焊縫抗拉強度大,具有良好的熱傳導(dǎo)性能。 H型薄壁焊管還可制造成雙管的“雙H”型薄壁焊管,其結(jié)構(gòu)的剛性好,可以應(yīng)用于管排較長的場合。結(jié)構(gòu)形式:基本形式為“H”型及雙“H”型 。
隨著我國經(jīng)濟的持續(xù)發(fā)展,大力發(fā)展能源行業(yè),長輸油氣管線是能源保障的重要方式,在輸油(氣)管線防腐施工過程中,薄壁焊管表面處理是決定管線防腐使用壽命的關(guān)鍵因素之一,它是防腐層與薄壁焊管能否牢固結(jié)合的前提。經(jīng)研究機構(gòu)驗證,防腐層的壽命除取決于涂層種類、涂覆質(zhì)量和施工環(huán)境等因素外,薄壁焊管的表面處理對防腐層壽命的影響約占50%,因此,應(yīng)嚴格按照防腐層規(guī)范對薄壁焊管表面的要求,不斷探索和總結(jié),不斷改進薄壁焊管表面處理方法。
你們的信任就是給我們的動力,我們的宗旨是合作共贏,達到雙方的滿意,為您做獨到的 H型鋼廠家,感謝大家對我們的支持,為您制作好的 H型鋼廠家產(chǎn)品是我們不懈的動力,多謝大家在百忙之中能夠看到我們濰坊臨朐山東天鑫達特鋼有限責(zé)任公司的信息,只要您一個電話,我們會與您溝通,和以實惠的 H型鋼廠家價格回報您們的信任,我們歷經(jīng)多年發(fā)展,在 H型鋼廠家行業(yè)已有良好知名度。
點擊查看天鑫達特鋼有限責(zé)任公司(臨朐縣分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
選購焊管-高質(zhì)量焊管來濰坊市臨朐縣找天鑫達特鋼有限責(zé)任公司(臨朐縣分公司),我們是廠家直銷,產(chǎn)品型號齊全,確保您購買的每一件產(chǎn)品都符合高標準的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:楊經(jīng)理,地址:[鋼材市場]。
量焊管")
量焊管")
量焊管")
量焊管")
量焊管")
量焊管")
量焊管")
量焊管")