以下是:云南省麗江市直縫管大口徑鋼管工程施工案例的產品參數
【鋼興】業務覆蓋多元場景,提供以下產品和服務:
古城合金管、
永勝3pe防腐鋼管、
昆明Q345E無縫鋼管、
紅河大口徑薄壁流體管、
文山20G無縫鋼管、
大理精密鋼管、
曲靖 合金管、
德宏大口徑鋼管、
迪慶20#流體管等。
直縫管大口徑鋼管工程施工案例,
鋼興鋼管(麗江市分公司)專業從事
直縫管大口徑鋼管工程施工案例,聯系人:
劉學成,電話:
【0317-3061555】、【13722727880】,以下是直縫管大口徑鋼管工程施工案例的詳細頁面。 云南省,麗江市 麗江市位于云貴高原與青藏高原的連接部位,地勢西北高而東南低,點為玉龍雪山主峰,屬低緯暖溫帶高原山地季風氣候,境內水利資源豐富,動植物種類繁多,為云南省重點林區、中國水電西電東送基地之一。麗江市是一個多民族聚居的地方,除漢族外,共有12個世居少數民族,22種少數民族。
產品視頻展示,助您洞悉直縫管大口徑鋼管工程施工案例產品的每一處細節。讓購買決策變得輕松簡單,為您帶來更好的購物體驗。
以下是:云南麗江直縫管大口徑鋼管工程施工案例的圖文介紹

鋼興鋼管(麗江市分公司)在成立之時就確定了以人為本,以科技促進發展的理念,始終以“立足 合金管事業,為客戶解決問題”為使命,圍繞公司主營業務履行社會責任,嚴格確立在任何時間都能站在客戶的角度、讓我們的客戶做有效的 合金管,并以良好的服務和滿意的治理效果贏得了廣大客戶的認可。


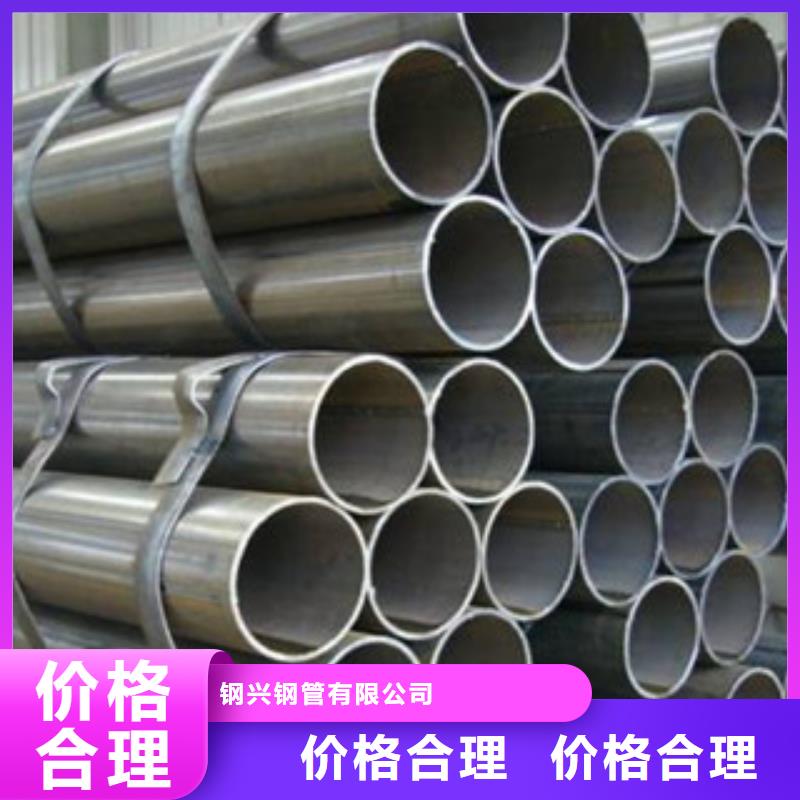
質量檢驗:根據GB/T3091-2001《低壓流體輸送用焊接鋼管》標準的規定,鋼管表面質量應光滑,不允許有折疊、裂縫、分層、搭焊等缺陷存在。鋼管表面允許有不超過壁厚負偏差的劃道、刮傷、焊縫錯位、燒傷和結疤等輕缺陷存在。允許焊縫處壁厚增厚和內縫焊筋存在。直縫管應做機械性能試驗和壓扁試驗以及擴口試驗,并要達到標準規定的要求。鋼管應能承受一定的內壓力,必要時進行2.5Mpa壓力試驗,保持一分鐘無滲漏。允許用渦流探傷的方法代替水壓試驗。
渦流探傷按GB/T7735-2004《鋼管渦流探傷檢驗方法》標準執行。渦流探傷方法是將探頭固定在機架上,探傷與焊縫保持3~5mm距離,靠鋼管的快速運動對焊縫進行的掃查,探傷號經渦流探傷儀的自動處理和自動分選,達到探傷的目的。探傷后的焊管用飛鋸按規定長度切斷,經翻轉架下線。鋼管兩端應平頭倒角,打印標記,成品管用六角形捆扎包裝后出廠。



JCOE成型的優勢
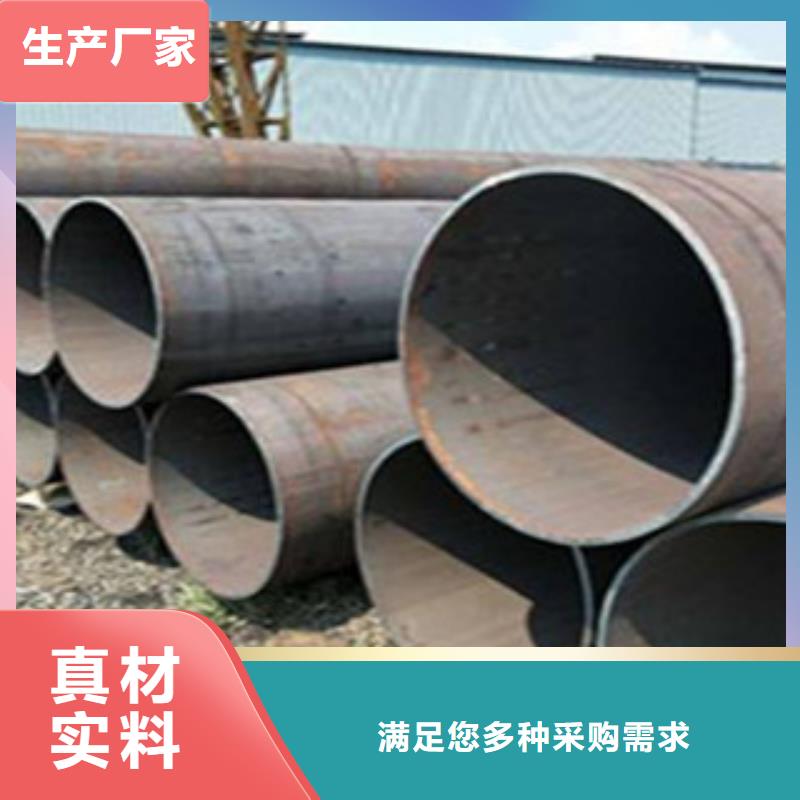
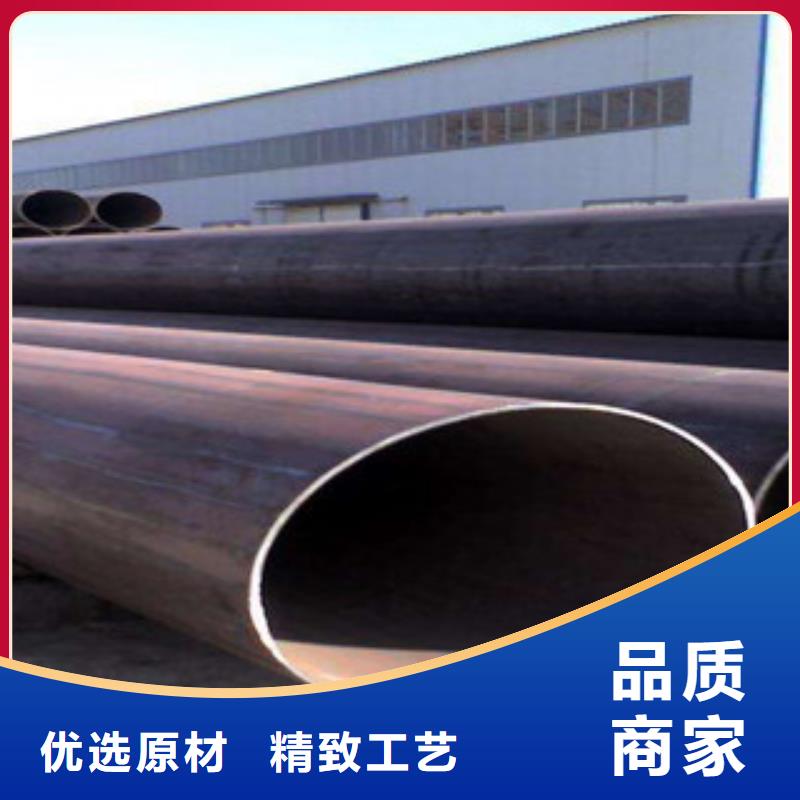
大直徑直縫埋弧焊管是以鋼板為原料,經過不同的成型工藝,采用雙面埋弧焊接和焊后擴徑等工序制成焊管。直縫埋弧焊管生產工藝不管采用哪種生產方法,如鋼板超聲波檢查、銑邊、邊緣處理和成型后的管坯點焊、內外埋孤焊、超聲波探傷、擴徑、水壓試管等工序基本上是大同小異,關鍵是成型工序不同。因此,根據成型工序,SAWL又可以具體分為輥彎成型(砌強)、連續扭轉成型、UOE成型和JCOE成型工藝4種。
RBE成型是一種傳統的成型工藝。該成型法是將鋼板壓邊后在三輥或四輥之間經多次滾壓卷制成圓筒形,然后采用雙面埋弧焊接成型。該成型方式的優點是設備小、重量輕、投資少、管徑范圍大、產量適中且生產靈活,對市場適應性強,但也存在管筒開口大、易錯邊、不易控制等缺點。對于大直徑、高鋼級、大壁厚鋼管生產難度較大,由于該成型法成型上輥中部無支撐,受其剛度的限制,往往出現中間寬,兩頭窄的現象。



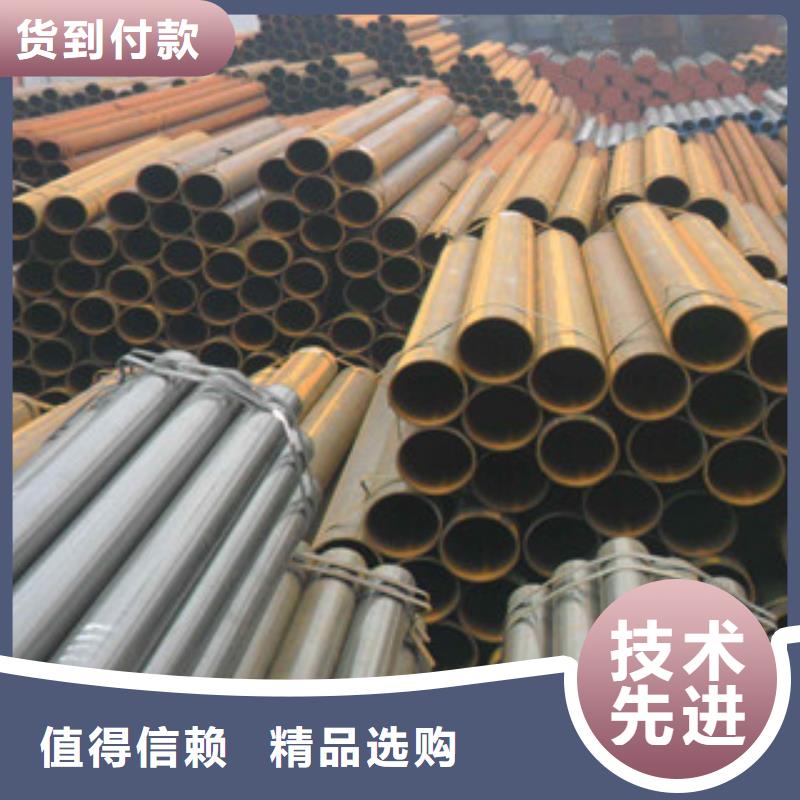
螺旋管自身并不會變熱,但是實驗樣本會顯著發燒。在加熱溫度超過電弧熔化機時,無線電頻率感應器將提供更多的控制,使科學家可以調整合金具體的成分比例。螺旋鋼管承壓能力強,塑性好,便于焊接和加工成型;一般低壓流體輸送用螺旋縫埋弧焊螺旋鋼管(SY5037-83),采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等。JCOE直縫埋弧焊管成型方式科學、經濟,生產工藝:基本克服了螺旋縫焊管技術的不足,焊縫質量容易保證、殘余應力小。因此,JCOE直縫埋弧焊管是近幾年制管業發展的一個趨勢。一根焊管經探傷、下料后,各控制繼電器已相繼斷開,一個探傷循環結束,系統自動復位,準備下一根焊管的檢測。
直縫管大口徑鋼管工程施工案例,鋼興鋼管(麗江市分公司)為您提供直縫管大口徑鋼管工程施工案例產品案例,聯系人:劉學成,電話:【0317-3061555】、【13722727880】。
名片")