


以下是:六角管廠家現貨銷售的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 20#45#10#16Mn20Cr40Cr20CrMoQ235B20G20CrMoTi 產地 聊城 規格 國標、非標 倉庫所在地 聊城 計重方式 過磅 質量等級 今年在吉安市吉水縣購買六角管廠家現貨銷售有了新選擇,晟旭興金屬材料有限公司(吉水分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的六角管廠家現貨銷售產品。如需購買或咨詢,請隨時聯系我們,聯系人:田美杰-17768165506,QQ:491278394,地址:開發區嶗山路2號。 江西省,吉安市,吉水縣 2022年,吉水縣實現地區生產總值228.13億元,可比增長5.4%。分產業看,產業增加值29.74億元,可比增長4.4%;第二產業增加值90.86億元,可比增長7.2%;第三產業增加值107.52億元,可比增長4.2%。
我們的六角管廠家現貨銷售視頻現已上線,從細節到整體,從外觀到性能,讓您了解它的每一個方面。
以下是:六角管廠家現貨銷售的圖文介紹吉安吉水晟旭興金屬材料有限公司是 無縫鋼管協會會員單位。本公司專業從事 無縫鋼管的開發,生產和銷售服務于一體的高新技術企業 ,公司生產設備齊全,生產工藝先進,擁有一套完善、精密、可靠的檢驗設備, 無縫鋼管產品采用國標組織生產,嚴把原材料進廠檢驗關,對產品實行送檢、抽檢、巡檢“三檢”相結合,產品質量穩定可靠,并經技術監督局采標驗收可放心采購。
六角鋼管的波浪缺陷分析
六角鋼管在退火時可能會出現局部波浪形,表現為中間浪和邊浪,少量二肋浪。這種缺陷一般與來料質量、機組爐底輥磨損程度、加熱和冷卻時的熱應力等因素有關。我們可以采取以下措施來進行:
(一)通過增加控冷風機的輸出量,通過增加快冷風機的輸出功率來進行調整。
(二)在異型管生產過程中,通過高低牌號調整和爐內氣氛控制減少結瘤磨輥的時間,從而減少碳套輥的整體磨損。如果此時還出現碳套輥整體磨損邊浪,則是碳套輥超期服役造成的。
(三)為兩側邊浪,減少異型管帶鋼邊部氮氣通入量,增加二肋氮氣通入量,將控冷擋板的比例由原來的2-5-9-5-2調整為1-6-9-6-1。
(四)正常情況下,連退爐內帶鋼張力根據帶鋼規格計算設定,原則是保證帶鋼的穩定運行。張力過小,影響糾偏輥的糾偏能力,不能保證帶鋼在爐內中間運行的軌跡,使帶鋼在爐內跑偏,嚴重時造成刮邊。來料出現不平度為1.5%的浪形時,爐內張力應適當調低。
(五)生產中要使爐子兩側燒嘴燃燒的數量一致且分布對稱,根據儀表顯示和火焰顏色調整燃燒狀態,使異型管帶鋼在無氧化爐內加熱均勻,以防止產生加熱浪形。
(六)碳套的使用周期根據生產規格和牌號可以有一定區別,生產牌號越高,碳套使用周期越短;生產規格越窄,碳套使用周期越短。建議中低牌號連退退火機組碳套使用周期為4-6個月。
(七)保證碳套輥與異型管鋼帶的同步性。在設定爐輥速度時,要考慮帶鋼的熱膨脹,根據對應爐段的不同溫度進行爐輥的速度補償,使每根爐輥的速度都和相應的帶鋼速度一致,以減少爐輥和帶鋼速度不同步造成的爐底輥磨損。
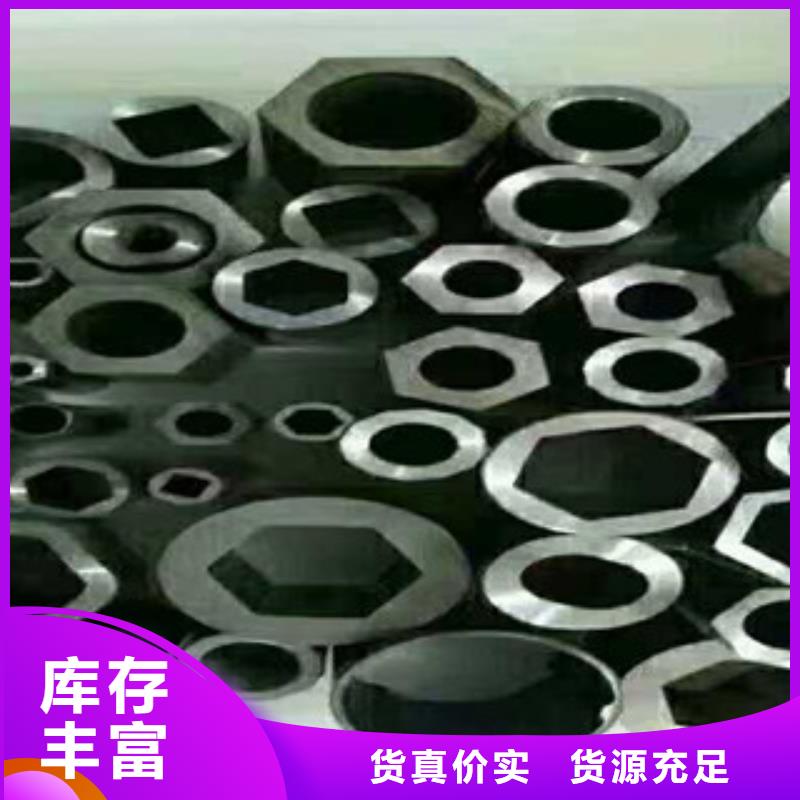
六角管,不銹鋼方管、不銹鋼矩型管、規格:12.7*12.7mm-400*400mm,壁厚0.6mm-20mm,不銹鋼圓管一般為6*1-630*28.規格有4分、6分、1寸、1.2寸、1.5寸、2寸、2.5寸、3寸、4寸、5寸、6寸、8寸、102、108、127、133、139、159、168、177、194、219、273、325、377、426、530、630等。
1、焊縫缺陷:
焊縫缺陷較嚴重,采用手工機械打磨處理方法來彌補,產生的打磨痕跡,造成表面不均勻,影響美觀。 只對焊縫進行酸洗鈍化,也造成表面不均勻
2、劃痕難除去:
整體酸洗鈍化,也不能將加工過程中產生的各種劃痕去掉,并且也不能去除由于劃傷、焊接飛濺而粘附六角鋼管表面的碳鋼、飛濺等雜質,導致在腐蝕介質存在的條件下發生化學腐蝕或電化學腐蝕而生銹。
3、打磨拋光鈍化不均勻:
手工打磨拋光后進行酸洗鈍化處理,對面積較大的工件,很難達到均勻一致處理效果,不能得理想的均勻表面。并且工時費用,輔料費用也較高。
5、酸洗能力有限:
酸洗鈍化膏并不是的,對等離子切割、火焰切割而產和黑色氧化皮,較難除去。
6、為因素造成的劃傷比較嚴重:
在吊裝、運輸和結構加工過程中,磕碰、拖拉、錘擊等人為因素造成的劃傷比較嚴重,使得表面處理難度加大,而且也是處理后產生銹蝕的主要原因。
7、設備因素:
在型材、板材卷彎、折彎過程中,造成的劃傷和折痕也是處理后產生銹蝕的主要原因。
8、其他因素:
六角鋼管原材料在采購、儲存過程中,由于吊裝、運輸過程產生的磕碰和劃傷也比較嚴重,也是產生銹蝕的原因之一。
六角鋼管廠家在對六角鋼管進行加工的時候,通常會為了讓產品可以在各種不同情況下都能保證質量,就需要控制一些方面來應對這些情況。在操作冷拔機或者是矯直機之前,需要先把工作場所的垃圾全部都清理干凈,要保持工作臺的一個情節,而且在作業之前還要檢查各個軸承的出油量,以及各轉動軸軸孔里面還有多少油,要是沒有達到規定的高度則就要先把潤滑油加好。加工的時候要嚴格按照冷拔機的說明進行一定的操作,對于那種超過了冷拔尺寸的產品是補鞥呢進行加工的,因為如果強制操作會對冷拔機造成損傷的。另外就是模具要是經過了長時間的使用,然后導致磨損就需要換新的了,這樣才能保證產品的生產質量是合格的。
而說到的在六角鋼管廠家對冷拉方鋼進行加工的時候,需要控制的主要幾個方面就是六角鋼管應力控制,冷拔率測定控制要求,還有不同爐批的冷拔控制,以及冷拔速度控制。像對于幾種級別的鋼筋還有五號鋼在冷吧之后,作為預應力鋼筋使用就要控制冷拔應力,但是鋼筋冷拔之后經過檢查發現冷拔率超過了規定值,那么就還需要進行機械能試驗。而以冷拔率控制鋼筋冷拔時,控制值要由試驗確定。對于那種分不清爐批的鋼筋,在進行冷拔的時候就不能用冷拔率控制,而且要冷拔多根連接的鋼筋,每根的冷拔率和控制應力都要符合規范規定。如果要讓鋼筋充分變形,就要適當控制冷拔速度,同時冷拔到規定的應力和冷拔率以后,隨即停拉兩到三以后再放松結束冷拔,這樣可以給鋼筋充分變形的時間。
晟旭興金屬材料有限公司(吉水分公司)【0527-88266222】在吉安市吉水縣本地專業從事六角管廠家現貨銷售,價格低,發貨快,效果好 ([城市群])可送貨上門。











