以下是:異型管大品牌的產品參數異型管大品牌,千鶴鋼管有限公司(吉水分公司)專業從事異型管大品牌,聯系人:賀經理,電話:18864897226、18864897226,QQ:270591967,發貨地:經濟開發區,以下是異型管大品牌的詳細頁面。 江西省,吉安市,吉水縣 2022年,吉水縣實現地區生產總值228.13億元,可比增長5.4%。分產業看,產業增加值29.74億元,可比增長4.4%;第二產業增加值90.86億元,可比增長7.2%;第三產業增加值107.52億元,可比增長4.2%。
以下是我們上傳的異型管大品牌視頻,視頻介紹比圖文介紹更直觀一些,您可以點擊觀看。以下是:異型管大品牌的圖文介紹
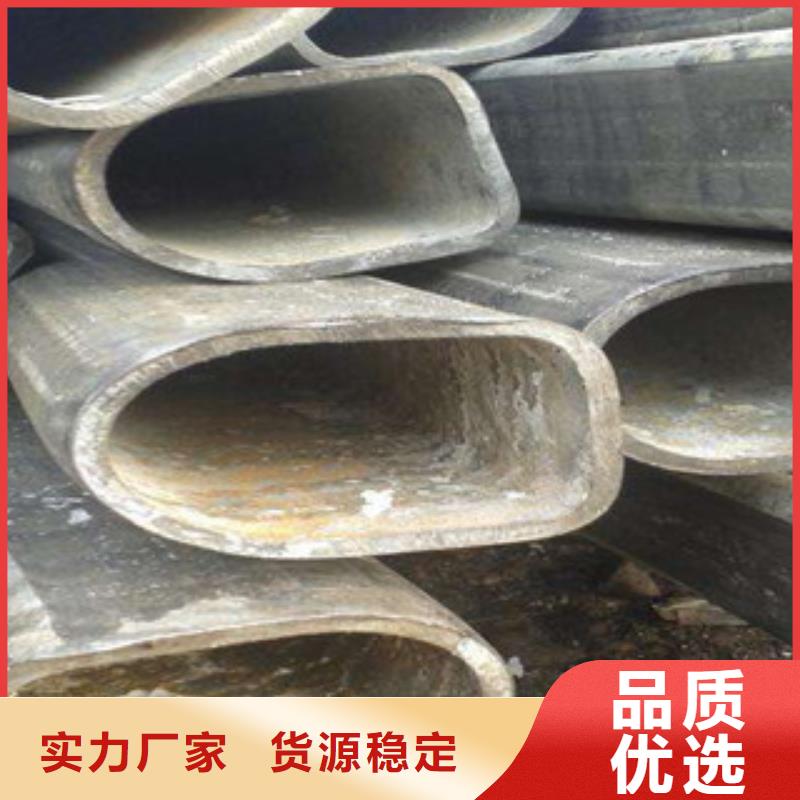
吉安吉水千鶴鋼管有限公司擁有一支專業的技術隊伍,并具有多年吉安吉水--精密管生產銷售及售后服務的經驗。我公司不斷致力于新產品的開發,在滿足客戶需求的原則和社會發展需要上,與多家吉安吉水--精密管廠家合作,推出質量、性能、價格公道組合的系列吉安吉水--精密管產品,并贏得了廣大客戶的信賴和贊許。
要防止異型管轉爐噴濺的產生,需要采取以下方法:一、吹煉過程槍位控制的基本原則是繼續化好渣、化透渣、快速脫碳、不噴濺、熔池均勻升溫。吹煉中期的特點是強烈脫碳,在這個階段中,不僅吹入的氧氣全部用于碳的氧化,而且渣中的氧化鐵也大量被消耗,流動性下降,出現返干現象,影響硫、磷的去除甚至于發生回磷現象,噴濺也嚴重。為了防止異型管中期爐渣返干,應該適當提槍。二、保持合理的爐型是在現有技術和設備條件下控制噴濺有效的方法,如應有適當的爐底高度和液面,根據冶煉鋼種采取合適的底吹模式,如果發現爐底上漲較高,要及時采取措施進行處理,處理爐底操作應采取勤、輕處理原則。三、做好熱平衡,力求做到熱量略富裕,這樣既能保住終點碳,又不因為熱量太富裕冷卻料用量大噴濺難控制。還可以采用留渣操作,濺渣護爐時不要把爐渣濺干,在爐內留部分爐渣,剩余的爐渣在下爐吹煉時有利于前期快速成渣,同時減少了冷卻劑的加入量和爐渣的泡沫化程度.
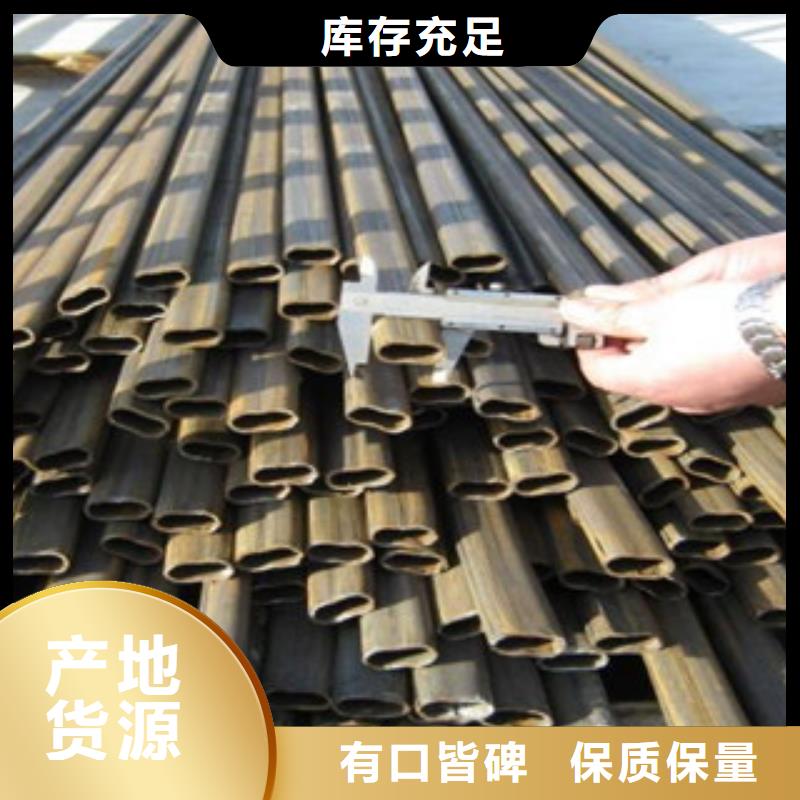
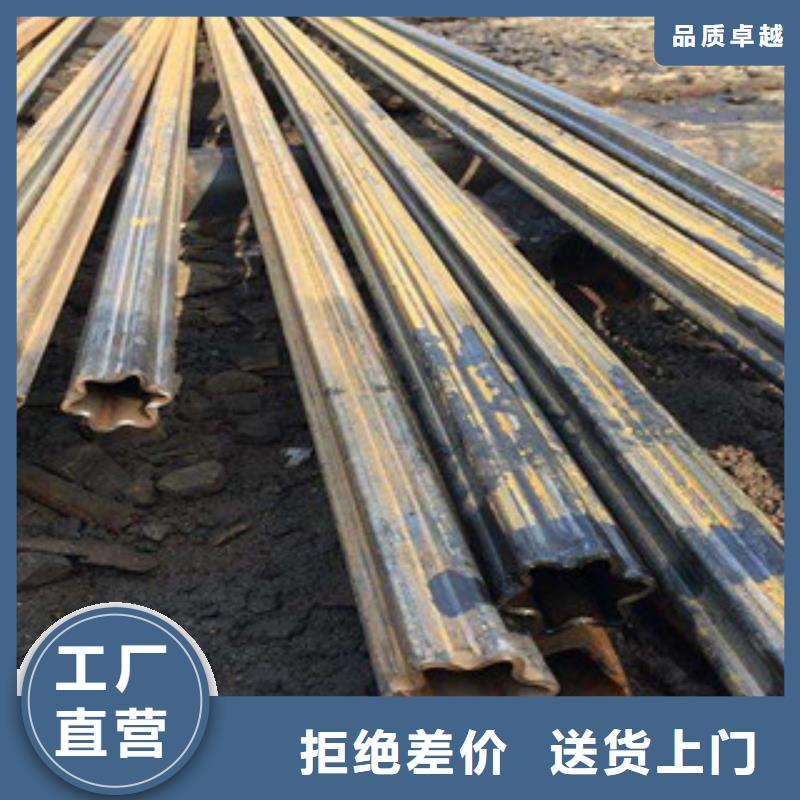
要異型管焊縫氣孔的產生,我們建議采取以下措施:(一)焊劑厚度,焊劑的聚集厚度通常為25-45mm,焊劑顆粒度大、密度小時聚集厚度取大值,反之取小值。大電流、低焊速聚集厚度取大值,反之取小值。另外高溫天氣或周圍濕度大時,使用的焊劑應烘干后再利用;(二)鋼板板邊處置,鋼板板邊應設置鐵銹和毛刺掃除裝置,以避免產生氣孔的可能。掃除裝置的位置好安置在銑邊機和圓盤剪后,裝置的布局是一邊2個上下位置可調解間隙的自動鋼絲輪,上下壓緊板邊;(三)減小次級磁場,為了避免磁偏吹的影響,應使工件上焊接電纜的毗連位置盡可能遠離焊接終端,防止焊接電纜在異型管上發生次級磁場;(四)元素參與,焊接含有適量的CaF2和SiO2時,會反向吸取大量的H2,產生穩固性很高且不溶于液態金屬的HF,從而可以防備氫氣孔的形成;(五)成型工藝,當低落焊接速率或增大電流,從而使得焊縫熔池金屬的結晶速率,以便于氣體逸出,同時要是異型管帶鋼遞送位置不穩固,應實時進行調解,杜絕通過微調前橋或后橋維持成型,造成氣體逸出困難;(六)鋼板外貌處置,為防止開卷矯平脫落的氧化鐵皮等雜物進入成型工序,應設置板面排除裝置;(七)焊縫形貌,異型管焊縫的成型系數過小,焊縫的形狀窄而深,氣體和混合物不容易浮出,易形成氣孔和夾渣。通常焊縫成型系數控制在1.3-1.5,聲測管取大值,薄壁取小值。
異型管大品牌,千鶴鋼管有限公司(吉水分公司)為您提供異型管大品牌產品案例,聯系人:賀經理,電話:18864897226、18864897226,QQ:270591967,發貨地:經濟開發區。








