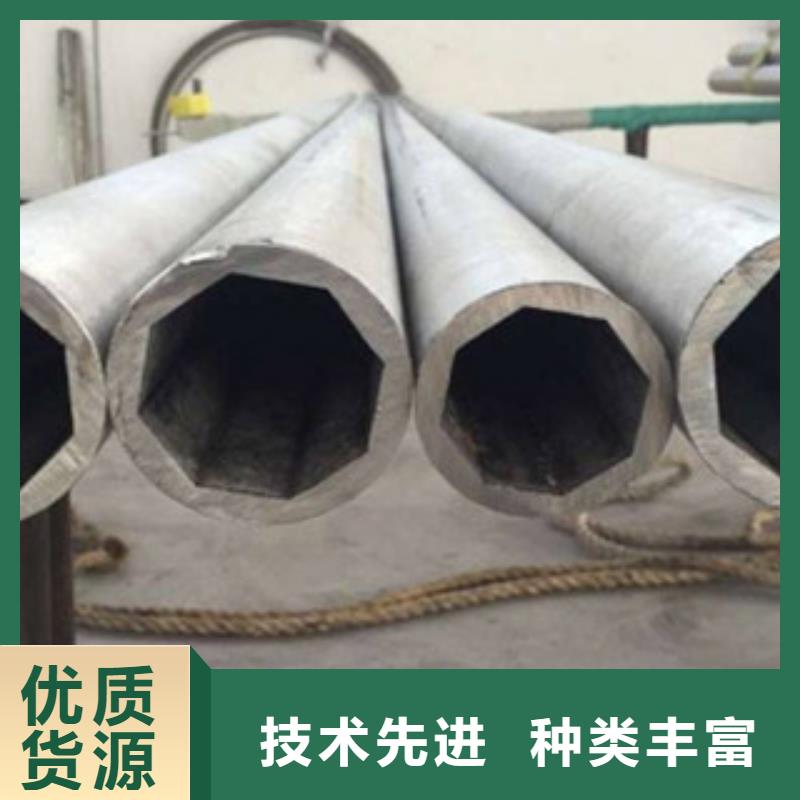
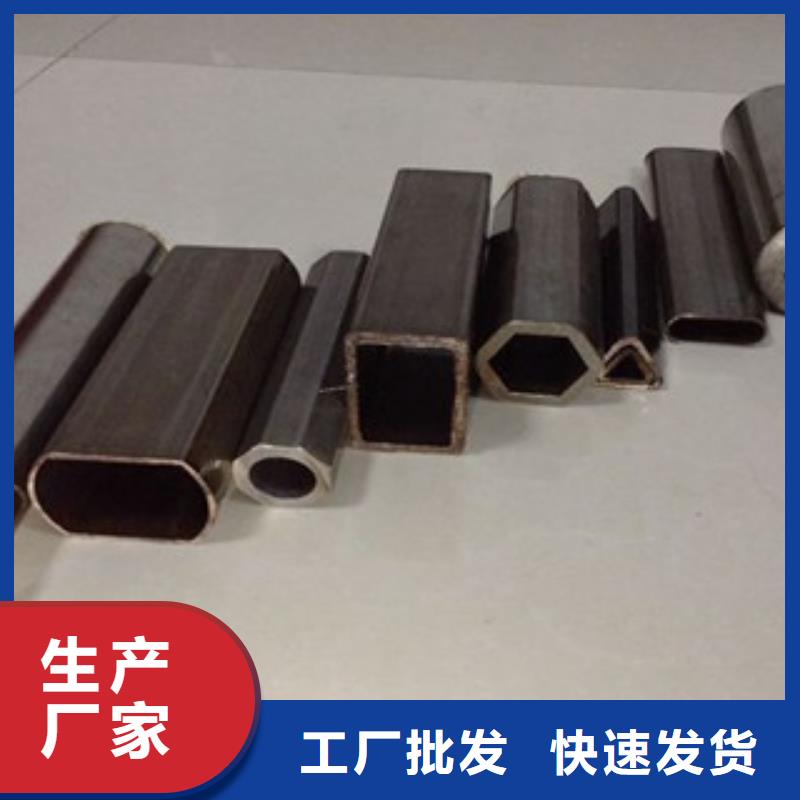
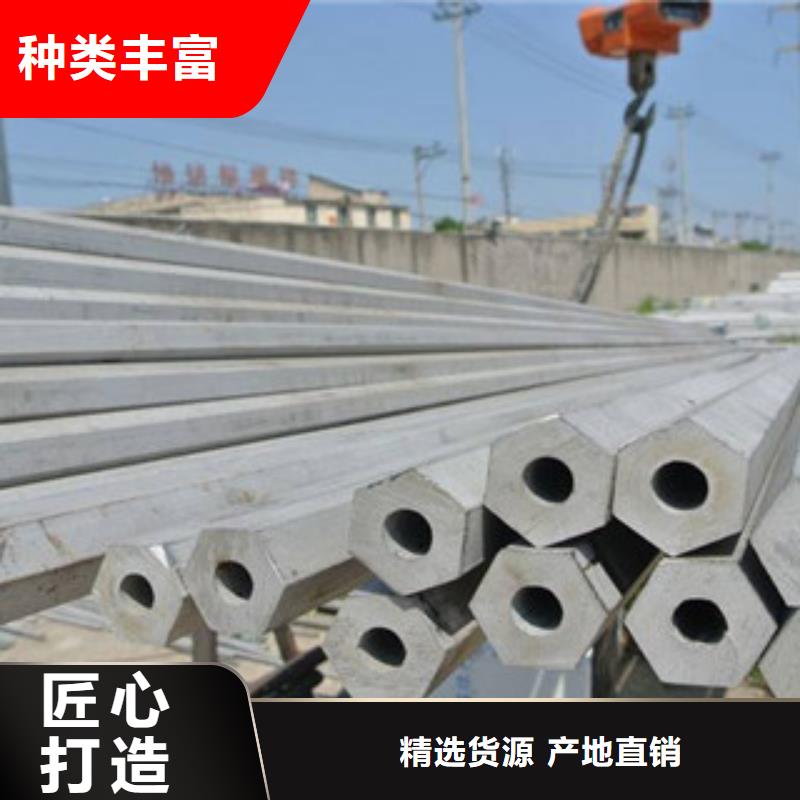
以下是:運城市稷山縣異型管-異型管價格優惠的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 異型管-異型管價格優惠供應范圍覆蓋山西省、運城市、稷山縣、鹽湖區、臨猗縣、萬榮縣、聞喜縣、新絳縣、絳縣、垣曲縣、夏縣、平陸縣、芮城縣、永濟市、河津市等區域。 【千鶴】為您提供芮城精密管豐富的行業經驗、夏縣精密管常年供應、鹽湖精密管大量現貨供應、垣曲精密管專業品質等多元產品與服務。異型管-異型管價格優惠,千鶴鋼管(運城市稷山縣分公司)為您提供異型管-異型管價格優惠產品案例,聯系人:賀經理,電話:【18864897226】、【18864897226】。 山西省,運城市,稷山縣 稷山縣,隸屬山西省運城市。位于山西省西南部,運城市正北端。總面積686平方千米。截至2021年10月,稷山縣下轄5個鎮、2個鄉。2022年,稷山縣常住人口30.75萬人。
異型管-異型管價格優惠產品的真實面貌,遠比文字描述來得豐富和生動。點擊觀看我們的視頻,讓產品自己為您講述它的故事。以下是:運城稷山異型管-異型管價格優惠的圖文介紹運城稷山千鶴鋼管有限公司主要經營產品: 精密管等。公司秉承“創新理念、追求卓越、迅速改善、永續經營“的經營理念;并以“質量是di yi工作”,“顧客的滿意是我們的榮譽”作為我們永遠不變的質量政策;以愛護環境、回報社會、關愛雇員等社會責任為己任;把“誠信、負責、創新、團隊”作為不斷的追求和目標。 憑借“攀登,超越自我”的精神。
螺旋管生產工藝:1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。5)采用外控或內控輥式成型。6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。9)采用空氣等離子切割機將鋼管切成單根。10)切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。13)每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。14)管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。
焊接異型管應該注意的六點事項:現在有很多焊接異型管的地方,花費也會高一些,那么,如果是自己焊接異型管的話,應該注意哪些東西?下面重點說出六點來,詳細說出異型管焊接所需要的六點注意事項。希望能夠幫助到大家(一)檢查水、電、氣是否接通,并按要求全部連接好,不能松動。水、電、氣都是異型管焊接過程中的危險因素,所以在焊前一定要檢查好。(二)使用相關工具清潔母材表面,即用刷子或砂紙徹底母材表面水、油、氧化物等雜質,以保證焊接質量。(三)要注意異型管焊接工作場所的清理,不能有易燃、易爆物,采取避風措施等。(四)認真檢查焊機的接線是否符合要求,電線質量問題是容易引發事故的因素,所以一定不能掉以輕心。(五)對異型管母材進行焊前檢查,因為這直接關系著焊接效果,所以是很在必要的。(六)重要焊接結構要采用化學清洗法進行清潔。可簡單地采用丙酮或燒堿硫酸等清洗其表面的水、油、高熔點氧化膜、氧化物等污染物。
異型管常見的工藝方式;在這個合金異型管非常常見的工藝檢測方法有以下幾種:(一)反復彎曲試驗:將試樣一端夾緊。在規定半徑的圓柱形表面上進行90度的重復反向彎曲,檢驗金屬的耐反復彎曲能力并顯示其缺陷的試驗;(二)頂鍛試驗:對規定尺寸的試樣進行錘擊或鍛打。檢驗異型管在室溫或熱狀態下承受頂鍛塑性變形的能力并顯示其缺陷的試驗。在室溫下進行的頂鍛試驗稱室溫頂鍛試驗,亦稱冷頂鍛試驗。在熱狀態下進行的頂鍛試驗稱熱頂鍛試驗;(三) 管卷邊試驗:將規定形狀的頂心壓入金屬管一端,使管壁均勻卷至規定尺寸,檢驗管壁承受外卷塑性變形的能力并顯示其缺陷的試驗;(四)管液壓試驗:用水或規定液體充滿金屬管,在一定時間內承受規定壓力,檢驗異型管質量及強度并顯示其缺陷的試驗;(五)淬透性:指鋼奧氏體化后接受淬火的能力,或奧氏體向馬氏體轉變的傾向,常用淬硬層的深度來說明。淬硬層的深度是指表面至半馬氏體層的距離。對合金結構鋼,檢驗淬透性的方法主要是標準規定的結構鋼末端淬火試驗方法;
要異型管焊縫氣孔的產生,我們建議采取以下措施:(一)焊劑厚度,焊劑的聚集厚度通常為25-45mm,焊劑顆粒度大、密度小時聚集厚度取大值,反之取小值。大電流、低焊速聚集厚度取大值,反之取小值。另外高溫天氣或周圍濕度大時,使用的焊劑應烘干后再利用;(二)鋼板板邊處置,鋼板板邊應設置鐵銹和毛刺掃除裝置,以避免產生氣孔的可能。掃除裝置的位置好安置在銑邊機和圓盤剪后,裝置的布局是一邊2個上下位置可調解間隙的自動鋼絲輪,上下壓緊板邊;(三)減小次級磁場,為了避免磁偏吹的影響,應使工件上焊接電纜的毗連位置盡可能遠離焊接終端,防止焊接電纜在異型管上發生次級磁場;(四)元素參與,焊接含有適量的CaF2和SiO2時,會反向吸取大量的H2,產生穩固性很高且不溶于液態金屬的HF,從而可以防備氫氣孔的形成;(五)成型工藝,當低落焊接速率或增大電流,從而使得焊縫熔池金屬的結晶速率,以便于氣體逸出,同時要是異型管帶鋼遞送位置不穩固,應實時進行調解,杜絕通過微調前橋或后橋維持成型,造成氣體逸出困難;(六)鋼板外貌處置,為防止開卷矯平脫落的氧化鐵皮等雜物進入成型工序,應設置板面排除裝置;(七)焊縫形貌,異型管焊縫的成型系數過小,焊縫的形狀窄而深,氣體和混合物不容易浮出,易形成氣孔和夾渣。通常焊縫成型系數控制在1.3-1.5,聲測管取大值,薄壁取小值。
在運城市稷山縣采購異型管-異型管價格優惠請認準千鶴鋼管(運城市稷山縣分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:賀經理-【18864897226】)。










