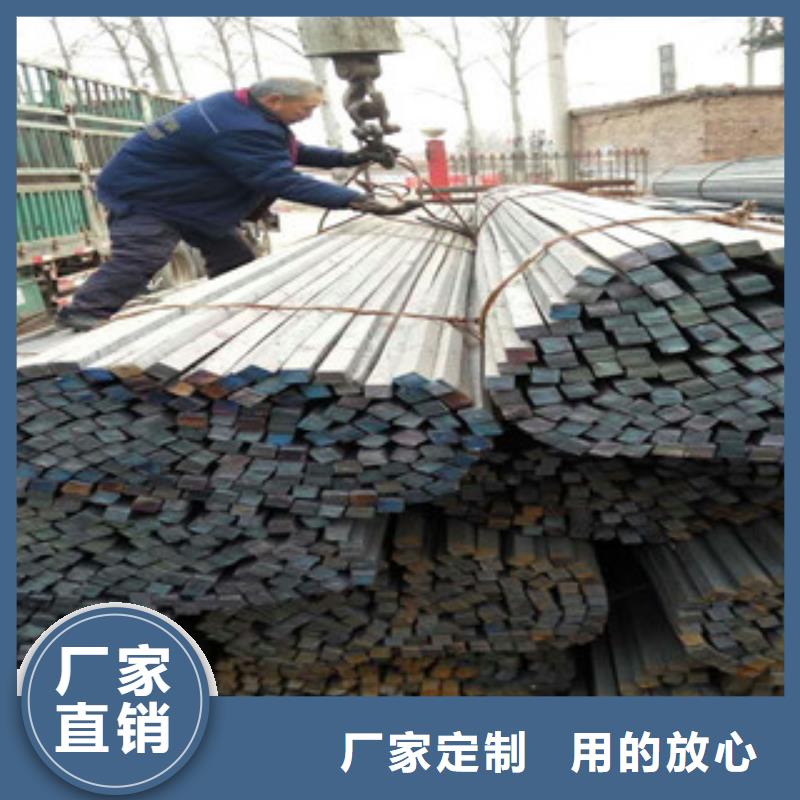

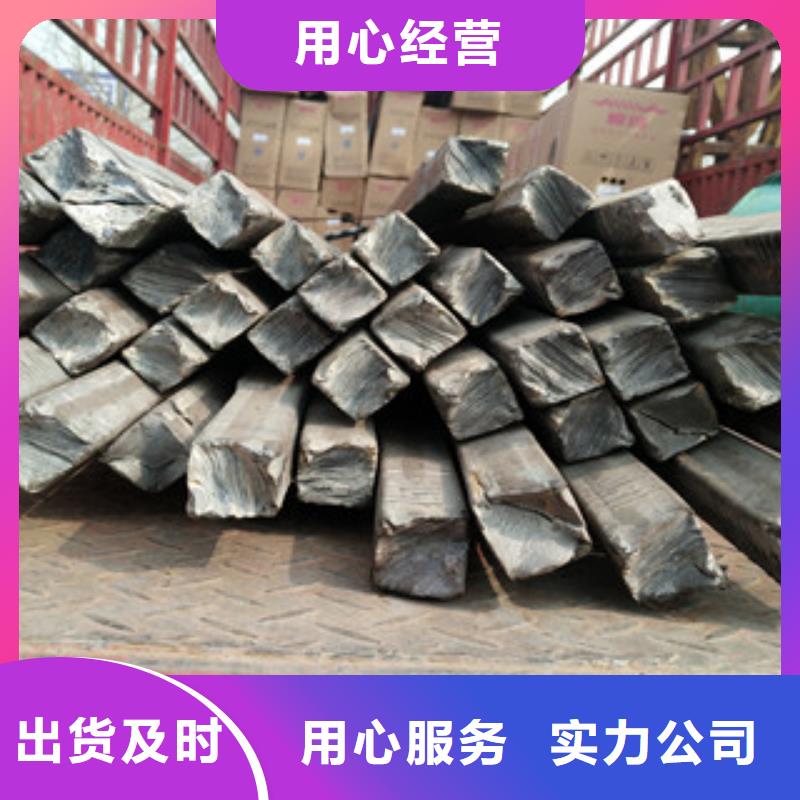
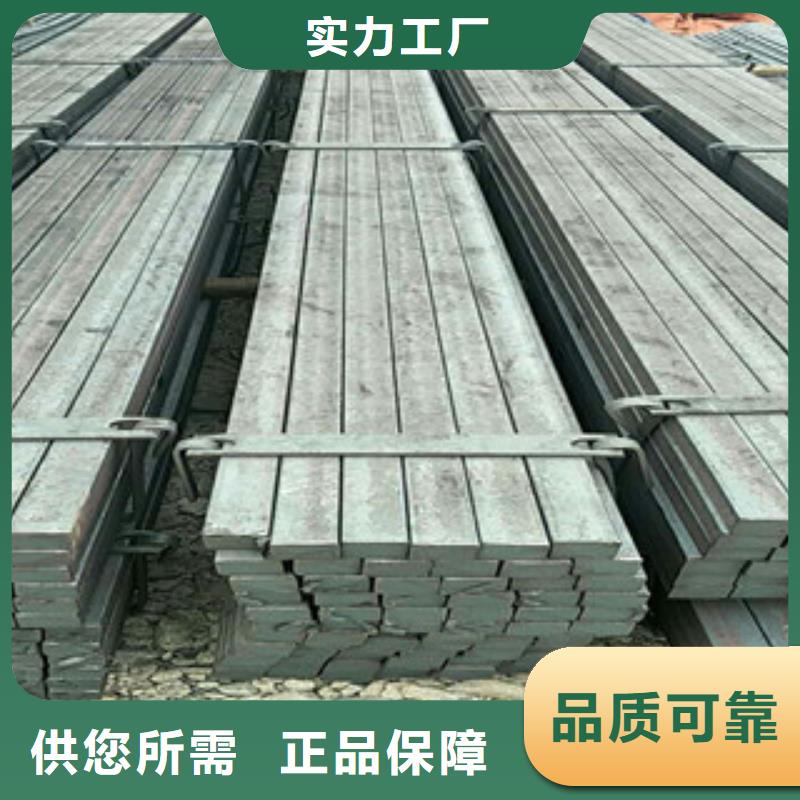
以下是:太原市晉源區方鋼制造工廠的產品參數
規格 6mm-200mm 熱軋 冷拔方鋼,熱軋方鋼 產地 唐鋼,天鐵 是否配送到廠 含稅到廠價格 范圍 方鋼制造工廠供應范圍覆蓋山西省、太原市、晉源區、小店區、迎澤區、杏花嶺區、尖草坪區、萬柏林區、清徐縣、陽曲縣、婁煩縣、古交市等區域。 【聚鑫美特】持續拓展產品矩陣,現有古交60si2mn圓鋼質檢合格發貨、小店60si2mn圓鋼廠家批發價、杏花嶺60si2mn圓鋼合作共贏、清徐60si2mn圓鋼交貨準時等,滿足不同場景需求。方鋼制造工廠,聚鑫美特金屬材料銷售(太原市晉源區分公司)為您提供方鋼制造工廠,聯系人:李欣,電話:【0527-88266222】、【17768165506】。 山西省,太原市,晉源區 晉源區,山西省太原市六城區之一,于1998年1月1日太原市行政區劃調整后掛牌成立,地處太原市西南晉陽古城遺址所在地,以歷史悠久、人文薈萃、文物古跡眾多聞名。北起義井東街,與萬柏林區相依;南至姚村鎮高家堡村;西南與清徐縣、古交市接壤;東以汾河為界,與小店區隔河相望。汾河自北而南縱貫全區,全長30.8千米。區域面積289平方千米。根據第七次人口普查數據,截至2020年11月1日零時,晉源區常住人口為316445人。
想要知道方鋼制造工廠產品如何?看視頻就知道!看視頻,選產品更明智!
以下是:太原晉源方鋼制造工廠的圖文介紹
24噸今日成品油上調120元/噸9月14日凌晨發改委將提高國內汽柴油高限價,汽油預計將增加90元/噸,柴油85元/噸;相當于93零售0#.07元/升,0#0.07元/升。 鋼廠調價:閩源今天濟鋼鍍銅q345d圓鋼螺紋下調20,現在25是三級螺紋16*3730;晉鋼建材30倒,三個地震鍍銅q345d圓鋼螺紋3690現在是16-25;20,16-25降三種安陽工業原料級螺紋3440;四平現代剪線頭10,現在是東北中國日報3380-340018-25;河北向前下方帶50,現在Q1952.5*(235-335)報告3430;總體來看,今日的廠家態度顯著減少。 成本方面:今日唐山鋼坯價格暫穩運行,局部地區普碳150方坯3100元/噸,165矩形坯3130元/噸,鍍銅q345d圓鋼低合金方坯3220元/噸,含稅出廠,裸普碳坯價格3000元/噸。 總之,通過期螺,電子盤加速下行,使得當前的恐慌鍍銅q345d圓鋼市場情緒彌漫,而很少有采購終端,出貨依舊低迷,主流報價也繼續回落調整的今天;在接下來的一周內,考慮到節前或有集中采購,并提出了許多企業經營快進快出采購,庫存壓力不大,因此在大的手,鋼材價格有望在下周出現反彈,則有望跑。
專業供應18crmnti圓鋼批發 對于18crmnti合金圓鋼堆焊藥芯焊絲的焊接來說,送絲不均勻是比較常見的一種問題,作為一種特殊的焊接材料,為了保證優質的焊接效果,在焊接時需要特別注意。據分析,引起18crmnti合金圓鋼堆焊藥芯焊絲焊接不均勻的原因主要有以下幾種: 1、18crmnti合金圓鋼堆焊藥芯焊絲繞焊絲盤的繞盤方式有很大的影響。解決這種原因造成的送絲不均勻好的方法就是從隨機繞盤改成密排層繞,改善效果相當明顯。 2、18crmnti合金圓鋼堆焊藥芯焊絲波浪彎曲對送絲均勻性的影響。18crmnti合金圓鋼堆焊藥芯焊絲一旦彎曲,將無法正常通過焊嘴,這樣難免會影響送絲均勻性,所以,好的方法就是加裝抑振裝置,改變18crmnti合金圓鋼堆焊藥芯焊絲的振動頻率,不形成共振從而也就避免了形成波浪彎曲。 3、送絲軟管內的18crmnti合金圓鋼堆焊藥芯焊絲自身重量并不大,送絲推力也無需很大,過大的推力很可能會造成18crmnti合金圓鋼堆焊藥芯焊絲的彎曲,影響送絲的均勻度。 4、18crmnti合金圓鋼堆焊藥芯焊絲在制造過程中殘余應力的影響。焊接的送絲過程對鋼絲內部殘余應力的要求較為嚴格,標準對這一特性只是籠統地以18crmnti合金圓鋼堆焊藥芯焊絲的挺度和松弛直徑、翹距等大致來分。
太原晉源聚鑫美特金屬材料銷售有限公司主營產品: 60si2mn圓鋼等。我公司以合理的價格、周到的售后服務贏得了市場的信譽。我公司始終將客戶的利益放在前面,深知我們的成功取決于您的成功與發展,并把這一理念貫穿于本公司從設計到售后服務的每一個環節,使我們的產品能夠幫助客戶提高公司效益,降低成本。我們的銷售和設計人員會仔細聆聽您的要求和需要,根據您的要求和需要進行設計和制造,幫助您獲得滿意的產品。誠摯歡迎新老朋友前來參觀考察指導合作,發揮各自優勢,攜手共進,再創輝煌!
q345c圓鋼要的厚度 q345c圓鋼是q345c圓鋼q345c圓鋼對我們所有人來說,他有一定的了解,因為我們在日常生活中使用它,這是一個非常重要的金屬材料q345c圓鋼沖壓,拉伸,切割等生產工程的要求后。它是在所要求的厚度的方法中使用是更準確,和所需的厚度,中度! q345c圓鋼是不是非常先進的生產技術只使用,其加工工藝也通過熱浸鍍鋅工藝在表面上的q345c圓鋼網推進,使得該產品具有良好的耐磨性。因此,許多q345c圓鋼是q345c圓鋼網產品壽命更長。而且,當涉及到它的厚度,q345c圓鋼通常是基于材料的鍍鋅后的厚度,其厚度是q345c圓鋼終產品的實際厚度,所以產品規格的選擇上一定要注意。 這似乎q345c圓鋼的厚度是非常重要的,它會影響到結果的使用,所以我們應該把這樣的標準厚度謹慎!
冷壓焊的主要焊接參數有:20crnimo圓鋼界面的表面狀態、塑性變形程度及焊接壓力。各參數對接頭質量的影響為: 20crnimo圓鋼冷壓焊的焊接參數 1、20crnimo圓鋼界面的表面狀態 冷壓焊工藝要求待焊界面的表面狀態良好。清潔度是指20crnimo圓鋼表面存在的金屬氧化膜和其他薄膜。金屬氧化膜會影響接頭質量。除了-些脆性金屬氧化膜在塑性變形量>65%的條件下允許保留外,都必須。而其他薄膜在擠壓過程中會延展成微小膜粒,無論多大的塑性變形量都難以將其徹底擠出界面,故務必要將其在焊前徹底。至于粗糙度,除非塑性變形量<25%,以及精密真空壓焊時要求待焊表面有較低粗糙度外,-般要求并不嚴格。 2、塑性變形程度 即實現冷壓焊所需要的放小變形量,是評價材料冷壓焊焊接性和控制焊接質量的關鍵參數。小變形量大小取決于材料的性質,如純鋁要求的變形程度小,鈦次之,表明它們的冷壓焊焊接性良好。焊接時的實際變形量要大于該材料的“變形程度”標稱值,但也不宜過大,因為會增加冷作硬化,使接頭韌性下降。 冷壓焊表示變形程度的方法與接頭形式有關。搭接接頭以壓縮率ε表示,系20crnimo圓鋼被壓縮的厚度與總厚度的%; 3、焊接壓力 焊接壓力是冷壓焊過程中唯-外加能量,通過模具傳遞到待焊處,使待焊處金屬產生塑性變形。焊接壓力既與所焊材料的強度及斷面積有關,也與模具的結構和尺寸有關:F=PS;式中F--焊接壓力(N);P--壓強(MPa);S--20crnimo圓鋼斷面積(mm2)。 冷壓焊過程中因塑性變形產生硬化和模具所產生的拘束力,使壓強大大增加,可超過母材強度許多。此外冷壓焊模具的結構和尺寸對焊接壓力影響很大,而且冷壓焊接頭所必須的變形程度也是由模具確定的,故模具在冷壓焊生產中起決定性作用。實際上只要模具選擇正確,20crnimo圓鋼表面特合要求,壓力充分,接頭的質量就能保證,與操作技巧關系并不大。
選購方鋼制造工廠來太原市晉源區找聚鑫美特金屬材料銷售(太原市晉源區分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李欣-【17768165506】,地址:[天津醫藥醫療工業園]。