| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 材質 | 45號 |
| 材質 | 20號 |
| 材質 | 16mn |
| 材質 | 304 |
| 產地 | 山東 |
| 規格 | 600-3000 |
| 可定制 | 是 |
| 類型 | 焊接鋼管 |
| 范圍 | Q345B板卷鋼管高頻活塞桿廠供應范圍覆蓋山東省、棗莊市、東營市、濟寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺市、威海市、萊蕪市、日照市、淄博市、青島市、濟南市 任城區、微山縣、魚臺縣、金鄉縣、嘉祥縣、汶上縣、泗水縣、梁山縣、曲阜市、兗州區、鄒城市等區域。 |
新策鋼管(濟寧市分公司)是一家致力于 16mn無縫管的研發、生產、銷售于一體的綜合性多元化公司。在生產和銷售中以質量保證為前提,以客戶滿意為基礎。贏得了廣大客戶的一致好評與認可。


鋼管直徑、壁厚、橢圓度等自動尺寸測定有了進步。鋼管坡口、焊道形狀的測定、自動標記技術、利用圖像識別的部件跟蹤技術獲得發展,可以對每根鋼管從上游工序直到出庫進行全過程數據管理。近年來,與客戶在網上電子化的數據共享,可以時時掌握制管的進展、出庫試驗結果等。
JCOE鋼管制造技術的進步
LSAW大口徑鋼管的制造方法以UOE法為主,直徑和壁厚超過UOE制造范圍時,用三輥彎曲法和壓力彎曲法制造。20世紀90年代中期以德國、印度、俄羅斯和中國為中心建設了JCOE法的大口徑鋼管廠,是與UOE法詳細比較的時期。
JCOE鋼管的制造工序
JCOE法是德國SMS Meer公司開發的。其工序是:①軋邊;②預彎邊;③采用壓力機彎曲一端彎曲成J形狀,另一端同樣成J形,成形為C形,后成形為管縫打開的O形;④管縫焊接;⑤擴管。與UOE法比較,UO部分置換為③壓力機彎曲。大可制造范圍是直徑60in.,長度18m,使用普通工具鋼管壁厚是40mm,使用特殊工具大可達到65mm。40mm壁厚時,12.2m長度的壓力機負荷是65MN,18.3m長度的壓力機負荷是100MN。
JCOE鋼管的特點
JCOE法的特點是設備成本低,一條生產線的投資額是UOE的1/8,產量是1/2。特別是每種尺寸U形壓力機、O形壓力機的模具與UOE法不同,工具成本低,更換時間也短,所以,適合生產多品種量少的鋼管。作為鋼管特性,因進行后擴管,推測殘余應力與UOE法差別不大。UOE法中,U形壓力機彎曲的部分,O形壓力機初期形成多角形時折彎部分變形大,圓周方向有變形分布。JCOE法中,如果仔細進行J成形,變形分布小。如何仔細進行J成形對生產率有直接影響,但實際操作不明確。定位焊接以后與UOE鋼管相同,擴管之后JCOE法和UOE法生產的鋼管品質差異不大。






山東順澤金屬制品有限公司生產集銷售板卷管縫焊接材料開發了可以高質量化、高速化進行定位焊接的焊接技術、焊接裝置及焊接材料,從間歇定位轉向連續定位,有定位線從二條集約到一條的鋼管軋機,這樣有助于率操作和省力化。UOE鋼管內外面用一道SAW制造,為了提高生產率實現多電極化,內面焊接3-4個電極;外面焊接4個電極是主流。
即使是相同的設備,由于各電極的電流配備、焊劑的改良,提高了焊接速度,于是減少了焊接線的數量。此外,還實施自動化節省了人力。為制造高強度鋼管和超厚壁鋼管,要求擴管工序有強力的擴管器,也有引進高能力擴管器的軋機。



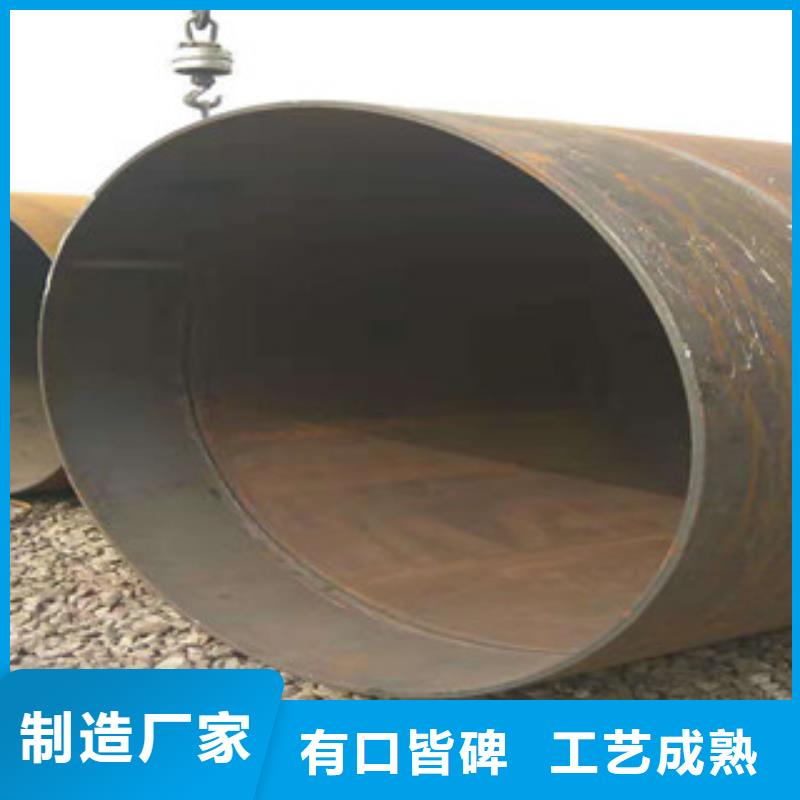
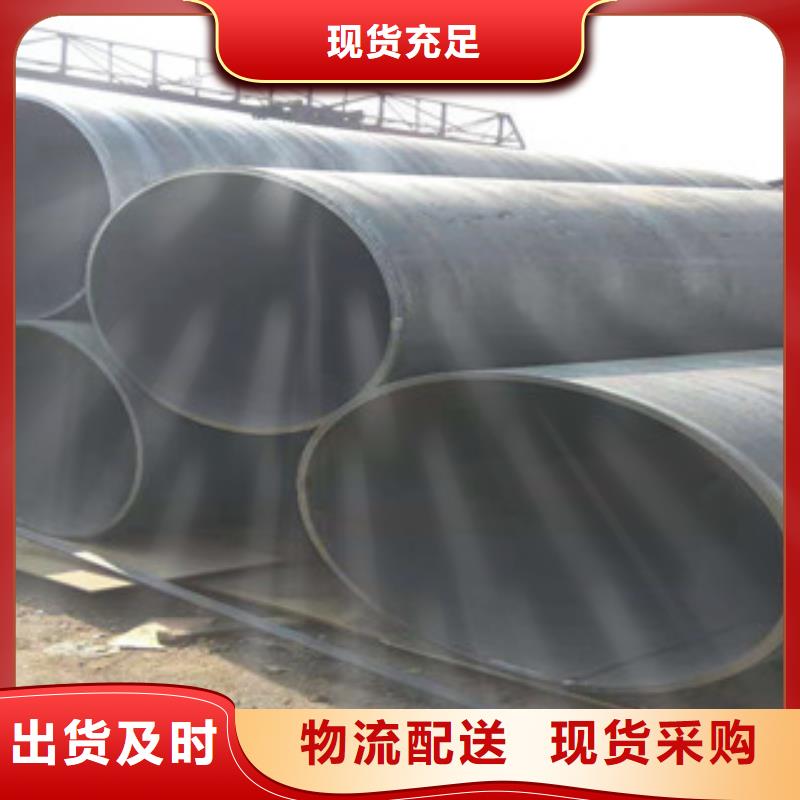
產品執行標準為:GB/T50205-2001、GB/T3092-2001等。大型卷管,厚壁卷管產品廣泛用于石油、化工、天然氣輸送、打樁及城市供水、供熱、供氣等工程。公司還擁有國內的渦流探傷和水壓試驗機,理化試驗,無損探傷等設備,是華北地區 規模的大口徑厚壁鋼管,大口徑厚壁卷管生產企業。 所售產品均執行 標準,適用于工程、煤礦、紡織、電力、鍋爐、機械、軍工等各個領域。公司以良好的譽、優異的產品、雄厚的實力、低廉的價格享譽全國30多個省、市、自治區、直轄市,產品深得用戶依賴。
我卷管廠 45#卷管 、 直縫焊管、16mn焊接鋼管、Q345b板卷鋼管以訂做為主,我們將以優惠的價格,批零兼營的方式,為您提供快捷優質的服務,歡迎新老客戶前來洽談、電議。
針對厚壁卷管處理的檢驗要求標準
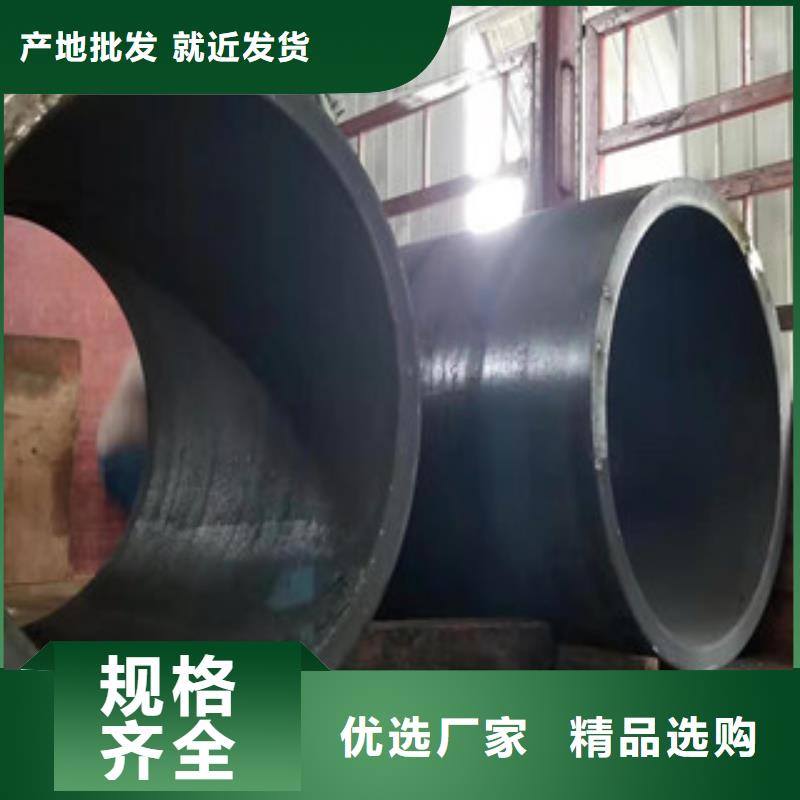
厚壁卷管由鋼板制成,厚壁卷管可分為冷卷厚壁卷管和熱軋厚壁卷管。 冷卷厚壁卷管
名片")