

以下是:江蘇省2025品質過硬#電解拋光設備廠家#解決方案的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 36KG/桶 類型 不銹鋼拋光去毛刺去除焊點增強抗腐蝕能力 顏色 淡綠色 品牌 張家港燈鼎科技 型號 DD-204 可定制 是 使用壽命 3-5年 范圍 2025#電解拋光設備#解決方案供應范圍覆蓋江蘇省 南京市、蘇州市、連云港市、無錫市、常州市、淮安市、徐州市、鹽城市、鎮江市、南通市、泰州市、宿遷市、揚州市等區域。 【前海燈鼎】以匠心打造多元場景產品,涵蓋南京電解拋光設備多年行業積累、徐州電解拋光設備廠家經驗豐富、連云港電解拋光設備口碑好實力強、無錫電解拋光設備多年廠家可靠等。在江蘇省采買2025品質過硬#電解拋光設備廠家#解決方案到前海燈鼎實業(江蘇省分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:楚先生-【17768165506】。 江蘇省 江蘇省,簡稱“蘇”,是中華人民共和國省級行政區,省會南京,位于長江三角洲地區,中國大陸東部沿海,地跨北緯30°45'~35°08',東經116°21'~121°56',與上海市、浙江省、安徽省、山東省接壤。總面積10.72萬平方千米。截至2021年末,江蘇省共有13個設區市,95個縣(市、區)。2022年末全省常住人口8515萬人,城鎮化率達74.4%。
想要直觀了解2025品質過硬#電解拋光設備廠家#解決方案產品嗎?別猶豫,快來觀看我們的視頻,讓產品自己說話!
以下是:江蘇2025品質過硬#電解拋光設備廠家#解決方案的圖文介紹
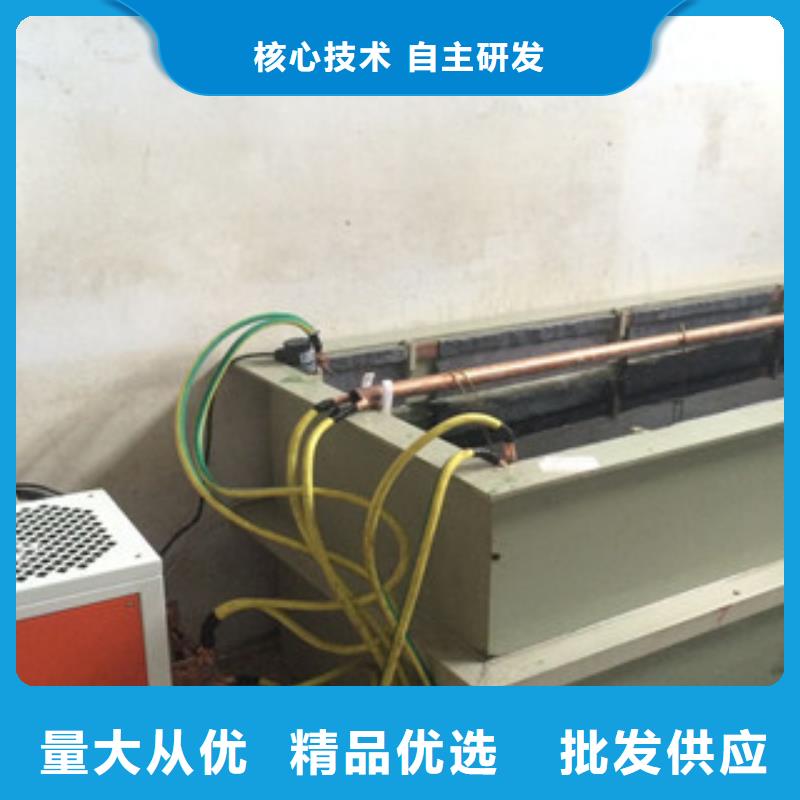
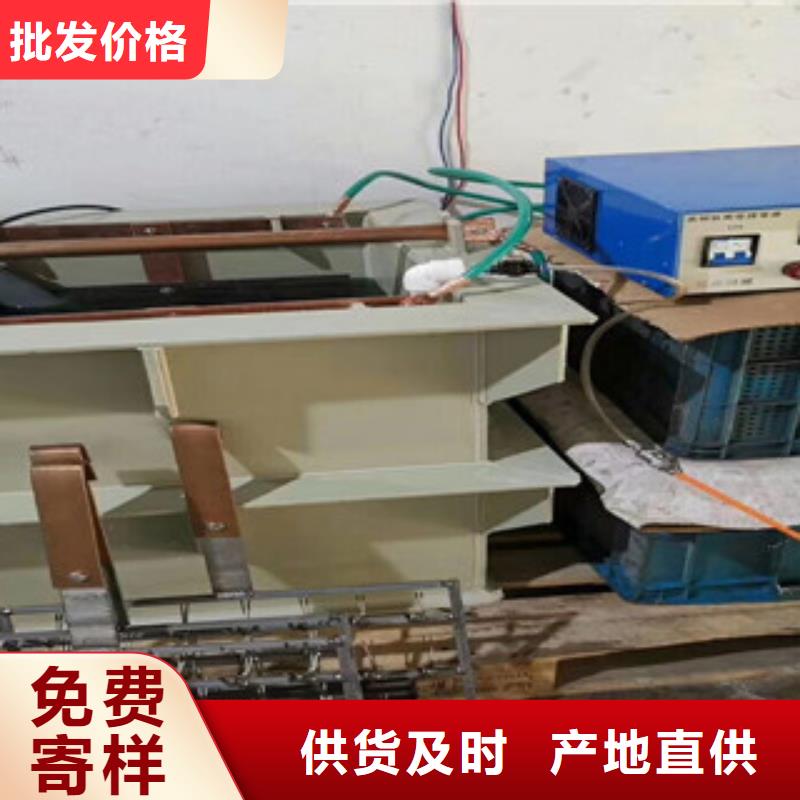
適用材質范圍: 1、不銹鋼(包括馬氏體、奧氏體及鐵素體)2、鋁及其合金3、銅及其合金4、鋼鐵件 一般組合包括:整流機+拋光槽+陽極棒+陰極棒+陰極鉛板+兩級銅線+石英加熱器+拋光液+電解掛具(添加時間控制儀+溫控儀)。
廣泛應用于各類材料器件表面處理,電鍍電泳陽極氧化,電解熱處理,電解酸洗堿洗除銹脫脂除油,電解拋光,有色稀貴金屬和稀土材料是解冶煉,工業水處理種廢水電解處理及廢棄物的電解回收,精密機械零部件的電解加工,蓄電池和極板充電放電化成檢測焊接,金鋼石和碳化硅及耐火材料加熱電源以及超聲波等離子焊割電源。
電解拋光是利用金屬表面微觀凸點在特定電解液中和適當電流密度下﹐發生陽極溶解以對電解工件進行拋光的一種電解加工技術﹐又稱電拋光﹐英文簡稱ECP。首先將需要電解的工件作為陽極接入直流電源的正極,用鉛﹑銅等耐腐蝕的導電材料作為陰極﹐接入直流電源的負極。兩者相距一定距離浸到電解液(一般以硫酸﹑磷酸為主要成分)中﹐在一定溫度﹑電壓和電流密度下﹐通電一定時間(一般為幾分鐘)﹐直到工件表面上的微小凸起部分溶解掉﹐變成平滑光亮的表面即可。電解拋光的主要特點是﹕1、拋光的表面不會產生變質層﹐無附加應力﹐并可去除或減小原有的應力層2、對那些難于用機械拋光的硬質材料﹑軟質材料以及薄壁﹑形狀復雜﹑細小的零件和制品都能使用電解拋光加工﹔3、拋光時間短﹐而且可以將多件工件同時拋光﹐提高生產效率﹔4、電解拋光所能達到的光亮度與原始表面粗糙度有關﹐一般可提高兩級。但由于電解液的通用性差﹐使用壽命短和強腐蝕性等缺點﹐電解拋光的應用范圍受到限制。5、電解拋光主要用于表面粗糙度小的金屬制品和零件﹐如反射鏡﹑不銹鋼餐具﹑裝飾品﹑注射針﹑彈簧﹑葉片和不銹鋼管以及不銹鋼門花配件等﹐還可用于某些模具(如膠木模和玻璃模等)和金相磨片的拋光。
不銹鋼門花產業越來越受到更多人的青睞,不銹鋼電解的應用越來越廣泛,電解過程中會遇到許多的問題,比如電解拋光不光亮、電解出來的不銹鋼配件表面有條紋、拋光速度慢且電解不均勻,這些都是電解拋光時常見的問題,許多人并不了解電解拋光的原理,因此在實際操作過程中遇到的問題也不知道該怎么去解決,通過上次提到的不銹鋼門花電解工藝,知道了不銹鋼門花電解的大概程序,下面我們就來看一下電解拋光的原理,通過了解電解拋光的原理我們就會知道在電解拋光過程中該注意哪些問題,才會將不銹鋼門花配件電解的更好。電解拋光主要工藝為:除油--水洗--除銹--水洗--電解拋光--水洗--中和--水洗--鈍化--包裝。通過了解了不銹鋼電解拋光的原理和特點,我們可以知道電解中應注意哪些細節問題,這樣才能減少消耗,提高加工效率。
江蘇前海燈鼎實業有限公司自建立以來,一直從事設計、生產制造及銷售、安裝 電解拋光設備的綜合性企業,具有二十多年的生產歷史,憑借先進的生產工藝、雄厚的技術力量、完善的售后服務,獲得了廣大 電解拋光設備用戶的好評及回單。
今年在江蘇省購買2025品質過硬#電解拋光設備廠家#解決方案有了新選擇,前海燈鼎實業(江蘇省分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的2025品質過硬#電解拋光設備廠家#解決方案產品。如需購買或咨詢,請隨時聯系我們,聯系人:楚先生-【17768165506】,地址:寶安區沙井鎮。









