| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 4800元 |
| 發(fā)貨期限 | 2天 |
| 供貨總量 | 1000 |
| 運費說明 | 物流 |
| 小起訂 | 1噸 |
| 質(zhì)量等級 | 一級 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn |
| 產(chǎn)品品牌 | 樂道 |
| 產(chǎn)品規(guī)格 | 規(guī)格齊全 |
| 發(fā)貨城市 | 無錫 |
| 產(chǎn)品產(chǎn)地 | 無錫 |
| 加工定制 | 定制 |
| 產(chǎn)品型號 | 型號齊全 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 過磅 |
| 產(chǎn)品顏色 | 金屬 |
| 質(zhì)保時間 | 一年 |
| 外形尺寸 | 方形 半圓 橢圓 拱形 |
| 適用領(lǐng)域 | 工業(yè)輸送管道以及機械結(jié)構(gòu)部件 |
| 是否進口 | 否 |
| 質(zhì)量認證 | 認證 |
| 產(chǎn)品功率 | 456 |
| 工作溫度 | 560 |
| 生產(chǎn)工藝 | 冷拔 |
| 交貨狀態(tài) | 冷軋或退火(根據(jù)客戶用途) |
| 執(zhí)行標準 | GB/T3094 |
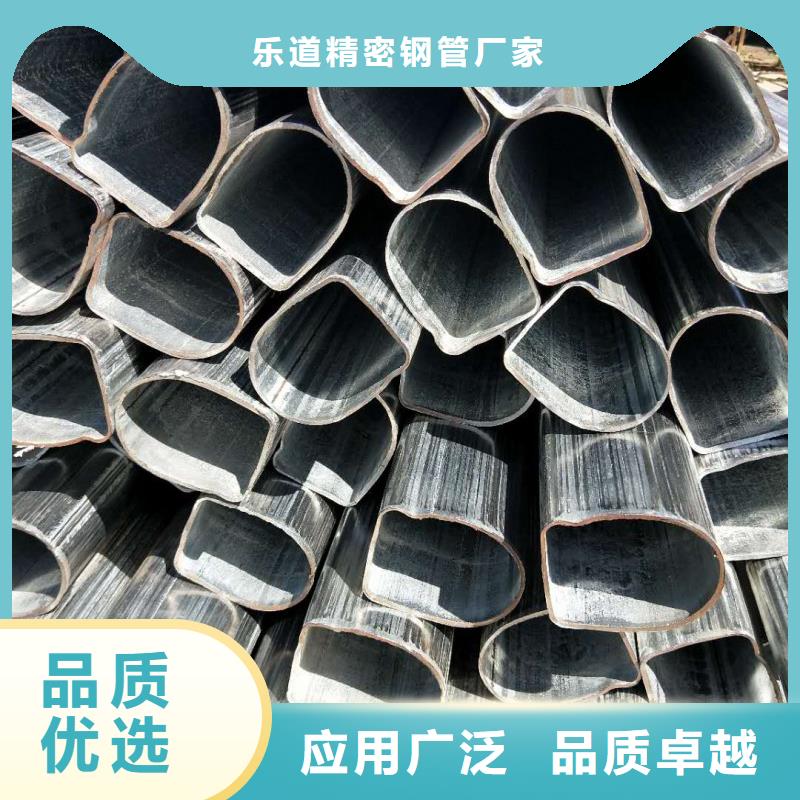
| 范圍 | 精密異形管定尺定做太陽能發(fā)電支架項目生產(chǎn)基地位于【無錫】,供應(yīng)范圍覆蓋江蘇省 南京市、蘇州市、連云港市、無錫市、常州市、淮安市、徐州市、鹽城市、鎮(zhèn)江市、南通市、泰州市、宿遷市、揚州市等區(qū)域。 |
電支架項目")
江蘇異型管彎曲試驗:用規(guī)定尺寸彎心將試樣彎曲至規(guī)定程度,檢驗金屬承受彎曲塑性變形的能力并顯示其缺陷的試驗。一般應(yīng)規(guī)定彎心直徑尺寸和彎曲角度及對彎曲處表面的要求;
江蘇異型管管彎曲試驗:在帶槽彎心上將試樣彎曲至規(guī)定程度,檢驗異型鋼管承受彎曲塑性變形的能力并顯示其缺陷的試驗;
江蘇異型管管壓扁試驗:將金屬管壓扁至規(guī)定尺寸,檢驗其塑性變形能力并顯示其缺陷的試驗;
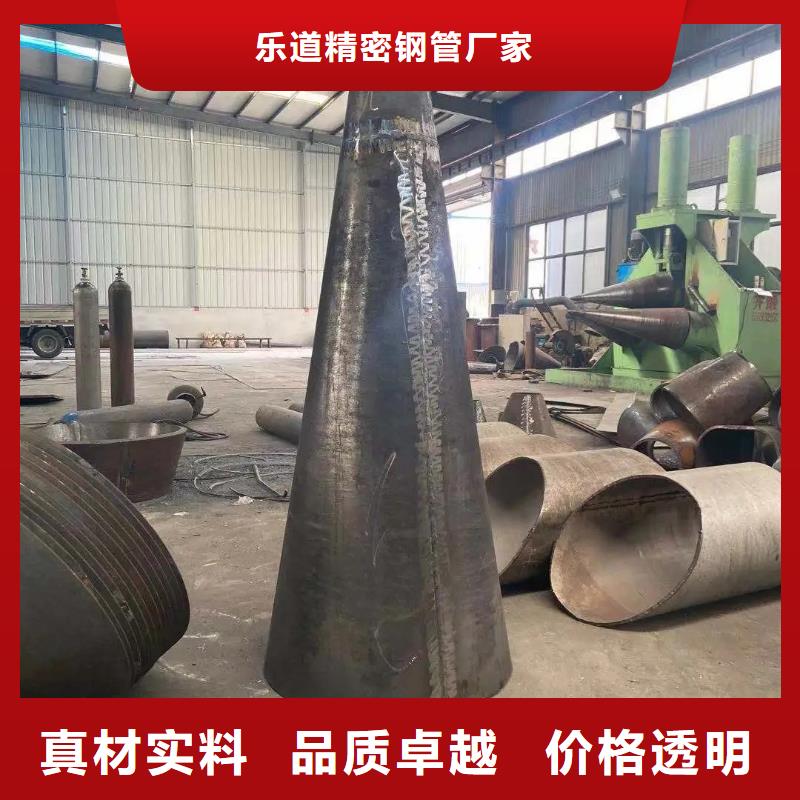
江蘇異型管管擴口試驗:將規(guī)定錐度的頂心壓入金屬管一端,使直徑均勻地擴張至規(guī)定尺寸,檢驗異型鋼管徑向擴張塑性變形的能力并顯示其缺陷的試驗。
江蘇異型管一般是使用純氫退火氣氛,氣氛 的純度大于99.99%,如果其他部分是惰性氣體,可得到純度低一點,但不包含太多的氧氣、水蒸氣。電支架項目")
江蘇異型管管彎曲試驗:在帶槽彎心上將試樣彎曲至規(guī)定程度,檢驗異型鋼管承受彎曲塑性變形的能力并顯示其缺陷的試驗;
江蘇異型管管壓扁試驗:將金屬管壓扁至規(guī)定尺寸,檢驗其塑性變形能力并顯示其缺陷的試驗;
江蘇異型管管擴口試驗:將規(guī)定錐度的頂心壓入金屬管一端,使直徑均勻地擴張至規(guī)定尺寸,檢驗異型鋼管徑向擴張塑性變形的能力并顯示其缺陷的試驗。
江蘇異型管一般是使用純氫退火氣氛,氣氛 的純度大于99.99%,如果其他部分是惰性氣體,可得到純度低一點,但不包含太多的氧氣、水蒸氣。
江蘇異型管為了避免呈現(xiàn)微泄漏,煤氣爐維修應(yīng)堅持氫氣的正壓,維持正常的請求。
江蘇異型管熱處理一般是以固溶熱處理,因為它通常被稱為“退火”,1040- 1120℃溫度范圍(日本標準)。你也可以看看退火爐孔,應(yīng)白熾狀態(tài)退火帶的不銹鋼異形管,但沒有表現(xiàn)出軟化。電支架項目")
當然在江蘇異型管生產(chǎn)廠家的品牌表現(xiàn)上面,也是要讓他們有自己的實力的,沒有技術(shù)和設(shè)備上面的實力,他們在產(chǎn)品上面自然就不能讓他們達到 的質(zhì)量,而在這個時候,自然就不能讓他們在產(chǎn)品上面,能表現(xiàn)出 的優(yōu)勢,所以在這一點上面,也是用戶在本身的使用時,能讓自己來進行注意的,有些小廠家,因為沒有 的實力,想讓自己在品牌性上面提高,也是不可能的。
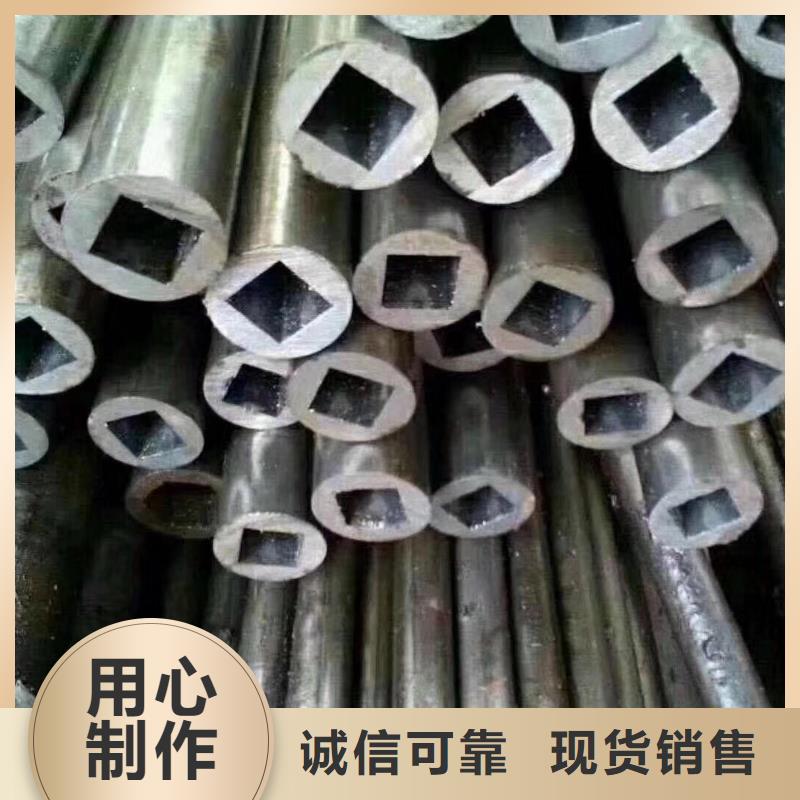
首先江蘇異型管廠家是專業(yè)生產(chǎn)各種異型鋼管、無縫方管、異型不銹鋼管、矩形管、八角管、大口徑厚壁異型管、異型管及扇形管等的大型企業(yè),我們目前擁有國內(nèi)領(lǐng)先的大型冷彎空心型鋼生產(chǎn)線、縱剪生產(chǎn)線一條。可以為客戶定做各類異型管、非標異型管、八角鋼管、橢圓鋼管及錐形鋼管,產(chǎn)品廣泛應(yīng)用于鋼結(jié)構(gòu)、機械制造及電力等多個行業(yè)。電支架項目")
江蘇異型管可用焊接或軋制兩種方法生產(chǎn)。焊接H型鋼是將厚度合適的帶鋼裁成合適的寬度,在連續(xù)式焊接機組上將翼緣和腹板焊接在一起。焊接H型鋼有金屬消耗大、不易保證產(chǎn)品性能均勻、尺寸規(guī)格受限制等缺點。
因此,江蘇異型管以軋制方法生產(chǎn)為主。在現(xiàn)代化的軋鋼生產(chǎn)中,使用 軋機軋制H型鋼。H型鋼的腹板在上下水平輥之間進行軋制,翼緣則在水平輥側(cè)面和立輥之間同時軋制成形。由于僅用 軋機尚不能對翼緣邊端施以壓下。
這樣就需要在 機架后設(shè)置軋邊端機,俗稱軋邊機,江蘇異型管以便對翼緣邊端給予壓下并控制翼緣寬度。在實際軋制操作中,把這兩座機架作為一組,使軋件往復(fù)通過若干次,或者是令軋件通過由幾架 機座和一兩架軋邊端機座組成的連軋機組。電支架項目")
名片")