

以下是:螺旋鋼管正規廠家的產品參數選購螺旋鋼管正規廠家來江蘇省找全通管道有限公司(江蘇分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:王總-13932771377,{QQ:957143334},地址:[鹽山縣城南開發區]。 江蘇省 江蘇省,簡稱“蘇”,是中華人民共和國省級行政區,省會南京,位于長江三角洲地區,中國大陸東部沿海,地跨北緯30°45'~35°08',東經116°21'~121°56',與上海市、浙江省、安徽省、山東省接壤。總面積10.72萬平方千米。截至2021年末,江蘇省共有13個設區市,95個縣(市、區)。2022年末全省常住人口8515萬人,城鎮化率達74.4%。
我們的螺旋鋼管正規廠家視頻現已上線,產品魅力難擋,視頻揭曉全貌,速來圍觀!
以下是:螺旋鋼管正規廠家的圖文介紹
江蘇全通管道有限公司的經營理念:“誠信、創新、服務、共贏” 服務承諾:支持驗貨、隨貨帶材質單、 螺旋鋼管產品明細單。 服務宗旨:雄厚的實力、優質的 螺旋鋼管產品、低廉的價格、完善的服務。 質量方針:以嶄新的姿態獨樹一幟。誠實貴于珠寶、守信乃人民之珍。以產品質量為立足之本、以重合同守信用為永恒的宗旨。 江蘇全通管道有限公司全體員工充滿信心,公司將更加重視人才引進和技術創新,始終堅持科技創新和質量,服務國內外用戶,與時俱進,共創輝煌!
帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。螺旋鋼管成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。每批鋼管頭三根要進行嚴格的檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。
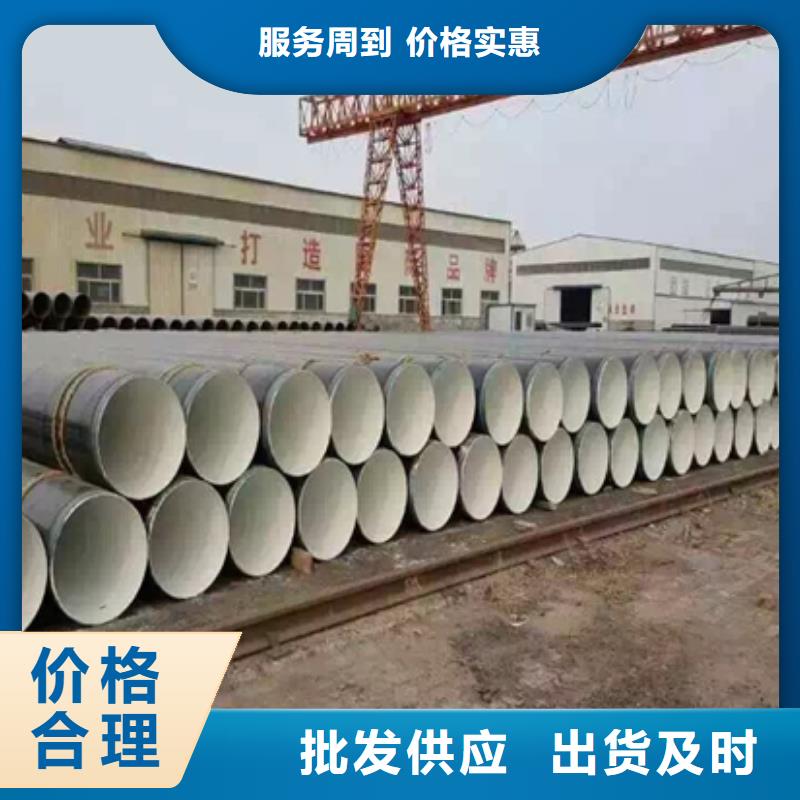
采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。采用空氣等離子切割機將鋼管切成單根。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。切成單根鋼管后,每批鋼管頭三根要進行嚴格的檢制度,檢查焊縫的化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格。焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。
埋弧焊可以采用較大的焊接電流,的優點是焊縫質量好,焊接速度高。因此,它特別適于焊接大口徑的螺旋鋼管。而且多數采用自動化焊接,目前已廣泛用于碳鋼、低合金結構鋼和不銹鋼的焊接。高頻焊同頻焊是它是一種固相電阻焊方法,高頻焊根據高頻電流在工件中產生熱的方式可分為接觸高頻焊和感應高頻焊。接觸高頻焊時,高頻電流通過與工件機械接觸而傳入工件。感應高頻焊時,高頻電流通過工件外部感應圈的耦合作用而在工件內產生感應電流。高頻焊是專業化較強的焊接方法,要根據產品配備專用設備。生產率高,焊接速度可達30m/min。以固體電阻熱為能源,焊接時利用高頻電流在工件內產生的電阻熱使工件焊接區表層加熱到熔化或接近的塑性狀態,隨即施加(或不施加)頂鍛力而實現金屬的結合。
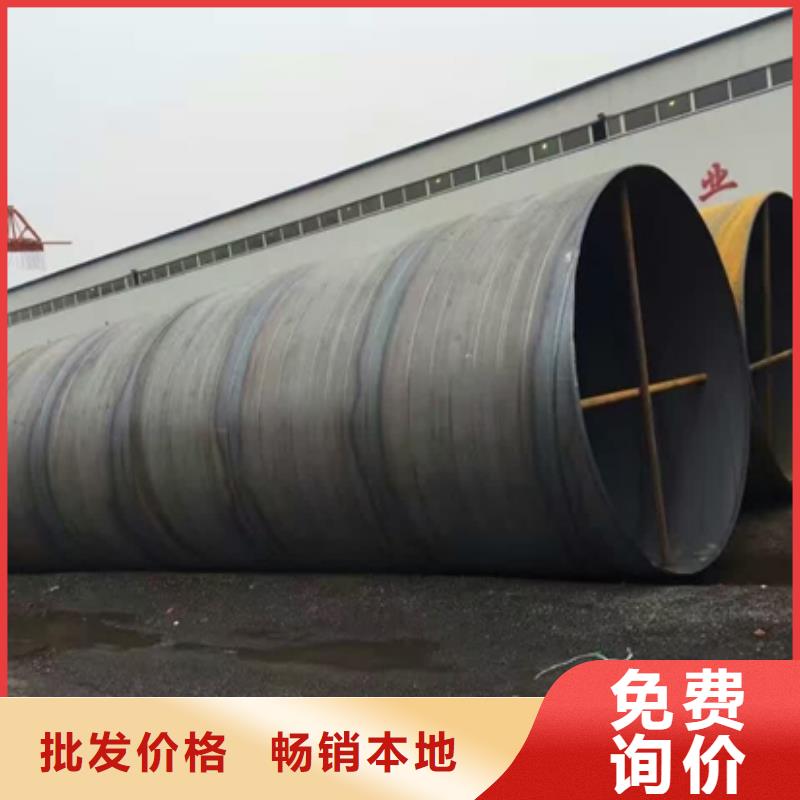
螺旋管有單面焊的和雙面焊的,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。螺旋鋼管的特點:螺旋鋼管的強度一般比直縫焊管高,能用較窄的坯料出產管徑較大的焊管,還可以用同樣寬度的坯料出產管徑不同的焊管。但是與相同長度的直縫管比擬,焊縫長度增加30~,而且出產速度較低。螺旋管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的大口徑螺旋鋼管。
今年在江蘇省購買螺旋鋼管正規廠家有了新選擇,全通管道有限公司(江蘇分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的螺旋鋼管正規廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:王總-13932771377,QQ:957143334,地址:鹽山縣城南開發區。








