


以下是:瑞昌市球墨鑄鐵管生產廠的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 球墨鑄鐵 廠家 格瑞 規格 齊全 瑞昌市球墨鑄鐵管生產廠,格瑞管業有限公司(江蘇分公司)為您提供瑞昌市球墨鑄鐵管生產廠,聯系人:鄧燕,電話:0527-88266888、17768165506,QQ:1512053520,請聯系格瑞管業有限公司(江蘇分公司),發貨地:開發區。 江蘇省 江蘇省下轄地級市全部進入全國百強,綜合實力百強區、百強縣、百強鎮數量位居全國。江蘇地區發展與民生指數(DLI)居全國省域,成為中國綜合發展水平的省份。江蘇省域經濟綜合競爭力居全國前列,擁有全國規模的制造業集群,實際使用外資規模居全國首位,人均GDP自2009年起連續居全國各省、自治區位,,已步入“中上等”發達水平。
簡約不浮華,不簡單實用。我們的瑞昌市球墨鑄鐵管生產廠產品視頻用直觀的方式展現產品的實用性和價值。
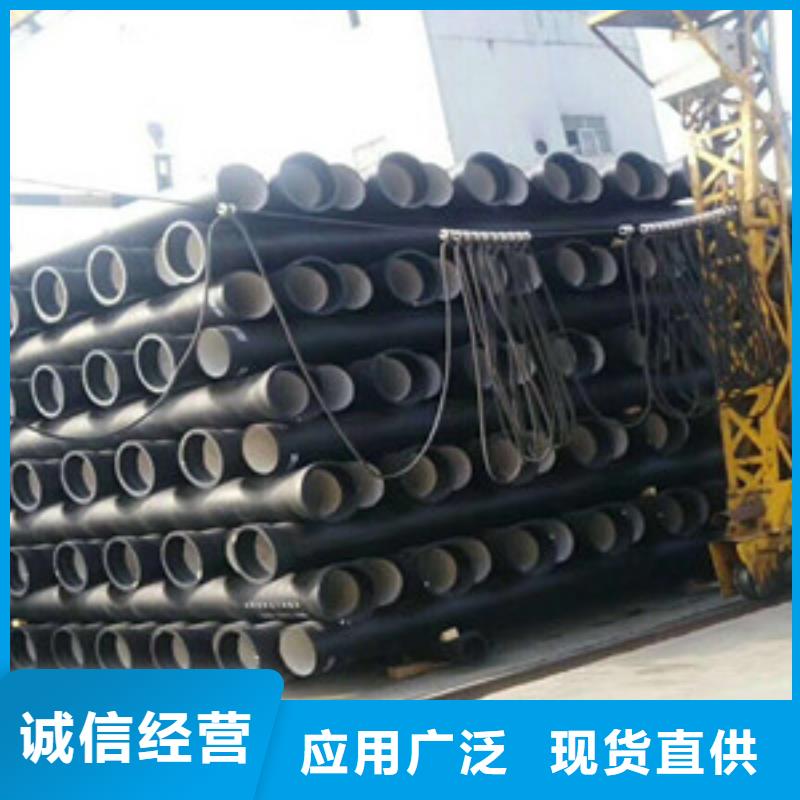
以下是:瑞昌市球墨鑄鐵管生產廠的圖文介紹多年行業經驗專注 球墨鑄鐵管行業,只為您提供放心的產品。貨源穩定、庫存充足、滿足客戶量大的需求。工藝嚴選、廠家成熟、材質直供。
承插口橢圓度超標消失模所用的涂料是水基涂料,浸涂時使泡沫塑料模樣變濕,降低了剛度,烘干后產生變形,造成了球墨鑄鐵管件變形。這種變形如生產在承插口部位,可使其公差尺寸或橢圓度超標,使球墨鑄鐵管件報廢。這種缺陷一度是造成廢品的主要原因。后來用鋁制或聚氯乙烯定型環的方法得到了解決,即在涂料前將定型環放入承插口內徑,在次涂料烘干后,消失模的剛度明顯增加再涂第二次涂料,即可變形。消失模屬實型,造型材料使用干砂,砂粒之間沒有粘結劑,鑄型的形狀是由消失模維持的,充型過程是在澆注時鐵液流動前沿,將靠近它的消失模逐次不斷氣化,不斷充型。消失模氣化過早會使鑄型潰散,過遲,氣化后的氣體不斷排出。更有甚者兩個鑄件一個鑄件出現大孔洞其中一個鑄件的壁厚增加而另一個鑄件的壁厚減小在相鄰的兩個鑄件中2型壁位移在一個澆注系統有兩個以上的球墨鑄鐵管件時。而另一個鑄件局部增厚一倍。這是由它的充型特殊性造成的。如前所言這種缺陷只有消失模中有。當一個澆注系統的兩個球墨鑄鐵管件充型速度不同時,充型速度較慢的鑄件的消失模會有相對較多的氣休,兩個相鄰的鑄件鐵液液位高度不同時,在鐵液壓力的作用下型壁移向另一方,造成此類缺陷。
球墨鑄鐵管在安裝時采用由無縫鋼管,鋼繩和手板葫蘆組成的三角架扒桿作少許起吊,起吊高度以鑄鐵管底高出基槽5cm為宜。插口與承口管道中心線對準一致,在起吊管末端用撬棍(或千斤頂)將鑄鐵管向前撬,將插口插入承口,插入深度為插口處的兩條標志線將鑄鐵管插到看不到條線,只看到第二條線的位置為止。球墨鑄鐵管承插施工完后卸下扒桿及工具,管道承插頭處及中部立即回填50cm回填土,輕夯壓實,避免鑄鐵管在施工時發生偏移。如砂子,泥土和松散土涂層及可能污染水質,劃破膠圈的附著物。上膠圈時,使膠圈彎成心形或花形放在承口槽內就位,并用手壓實,確保各個部位不翹不扭。在插口外表面刷潤滑劑刷到插口坡口處插口對承口找正,支立三角架,掛手扳葫蘆,套鋼絲繩,扳動手扳葫蘆。重復上述操作步驟使插口裝入承口。并注意撞口一定要撞到白線的位置。安裝球墨鑄鐵管。檢查井施工應與球墨鑄鐵管安裝相配合保證角度≯3度。鏟去所有粘結物接口清刷承口安裝完畢符合設計要求和施工規范規定后立即進行給水水管壓力試驗。對口將插口插入承口內,并調整對口間隙和環向間隙在規定范圍內。
選購瑞昌市球墨鑄鐵管生產廠來江蘇省找格瑞管業有限公司(江蘇分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:鄧燕-17768165506,{QQ:1512053520},地址:[開發區]。







