

以下是:球墨鑄鐵管供貨及時保證工期的產品參數在江蘇省采買球墨鑄鐵管供貨及時保證工期到健暉鑄造有限公司(江蘇分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李利-15063566685,QQ:908825211,地址:《經濟開發區北城辦事處王輝工業園》。 江蘇省 江蘇省下轄地級市全部進入全國百強,綜合實力百強區、百強縣、百強鎮數量位居全國。江蘇地區發展與民生指數(DLI)居全國省域,成為中國綜合發展水平的省份。江蘇省域經濟綜合競爭力居全國前列,擁有全國規模的制造業集群,實際使用外資規模居全國首位,人均GDP自2009年起連續居全國各省、自治區位,,已步入“中上等”發達水平。
我們為您呈現了一部精彩絕倫的球墨鑄鐵管供貨及時保證工期產品視頻,讓您感受產品的獨特之處。
以下是:球墨鑄鐵管供貨及時保證工期的圖文介紹
鑄鐵管按原料分為:灰口鑄鐵管和球墨鑄鐵管,按鍛造技術分,主要有接連鍛造鑄鐵管和離心鍛造鑄鐵管。當前,中國選用接連鍛造技術出產灰口鑄鐵管和鑄態球墨鑄鐵管,選用離心鍛造技術出產灰口鑄鐵污水管和球墨鑄鐵管。
接連鍛造灰口鑄鐵管功能較差,離心鍛造球墨鑄管功能。接連鍛造鑄態球墨鑄管比灰口鑄鐵管雖然在功能、壁厚、質量上有了突破性進步,但與離心鍛造球墨鑄鐵管比較,除延伸率外己接近國際標準,在品質、社會效益、經濟效益依然距離較大。選用離心鍛造技術鍛造球墨鑄鐵管以球墨鑄鐵為原料,它兼有鑄鐵的杰出抗腐蝕功能和鋼材的杰出歸納機械功能,其歸納費用低于鋼管,運用壽命則為鋼管的3--5倍。與接連鍛造灰口鑄鐵管比較,接連鍛造鑄態球墨鑄管,因管壁減薄,質量減輕達20%之多,而離心鍛造球墨鑄管因管壁更薄質量減輕達35%一40%以上。這不但在制作時節省了很多鍛造生鐵等原材料和能源,又因為單位質量鑄鐵管在施工時鋪設管道距離相對較長,對其制作本錢偏高也做了抵償;還因為管壁雖薄,接受壓力和運送才能得以進步,運用中能夠以較小口徑管替代較大口徑灰口鑄鐵管,從而降低了工程造價,也確保了運用的性。其型式多樣的橡膠圈柔性接頭,既有利于裝置和修理,也具有較強的抗震才能。
江蘇健暉鑄造有限公司主要經營銷售: 球墨鑄鐵篦子,我單位憑借良好的信譽,完善的服務、充足的貨源為您提供每一支優質的產品!本公司鄭重向您承諾:保證以z u i好的質量,以z u i低的價格,z u i完善的售后服務,來答謝新老客戶。
1.2成立大型球墨鑄鐵管廠家集團,提高球墨鑄管行業集中度由于種種原因,中國球墨鑄管生產企業數量過大(據不完全統計,500個球墨鑄鐵管廠家)和小規模(單位平均生產能力,球墨鑄管)該裝置的產能為113,000噸,焊接球墨鑄管裝置僅為0.35-0.50百萬噸,是世界上低的。據統計,2007年有4家球墨鑄管制造商生產球墨鑄鋼管產量50-100萬噸,這4家公司球墨鑄管的總產量為326萬噸,占球墨鑄管總產量的52%,其中,2家球墨鑄管企業,球墨鑄管生產總量253萬噸,占球墨鑄無縫鋼管總產量的39%:可以看出,中國球墨鑄管行業的產業集中度非常低。雖然球墨鑄管廠的生產規模不大,但為了滿足球墨鑄管市場上多種規格和品種的需求,各球墨鑄管生產廠家在設計中不得不將生產規格擴大到。導致投資高,甚至盡可能擴大現有機組的產品規格。生產組織中經常變更的規范和工具不能保證本單位在大化產能規模的條件下組織生產。該單位的特點和分工也極不明確,經常出現“大馬拉”車或“單位產能不足”。它帶來了產品質量難以保證、生產能力浪費、制造成本增加等一系列問題。另一方面,由于球墨鑄管生產企業是獨立的,各廠家的產品都面向全國市場。在供過于求的情況下,惡性競爭是不可避免的。同時,由于我國幅員遼闊,距東南、西北數千公里,東北地區的球墨鑄管生產企業希望向西南地區銷售產品,而球墨鑄管生產企業則希望在西南地區銷售產品。西南地區特德希望向東北地區銷售產品,無疑會增加運輸成本和運輸壓力。我國交通運輸業更糟的是,由于我國陸地上“大串聯”的運輸能力不足。另一方面,小規模分散的球墨鑄管生產企業不能有太高的研發能力和技術投入,以及較低的技術創新能力。要實現越來越強大的目標是困難的。
對比國外球墨鑄鐵管廠家,在上世紀90年代前后,為了應對疲軟的球墨鑄管市場,紛紛組建大型跨國集團。據報道,和班格瑞墨鑄管集團在實施全球化戰略時,十分注重集團內部資源的整合,根據單位的特點,合理劃分單位的品種和規格。 ,使其能生產多,質量好,規格范圍相對較小,生產成本低品種,規格有序,單位大生產能力大化,產品所在地如果使用得到適當考慮,并且更靠近生產工廠的單元被安排用于生產,并且實現了減少。運輸成本小的目的。
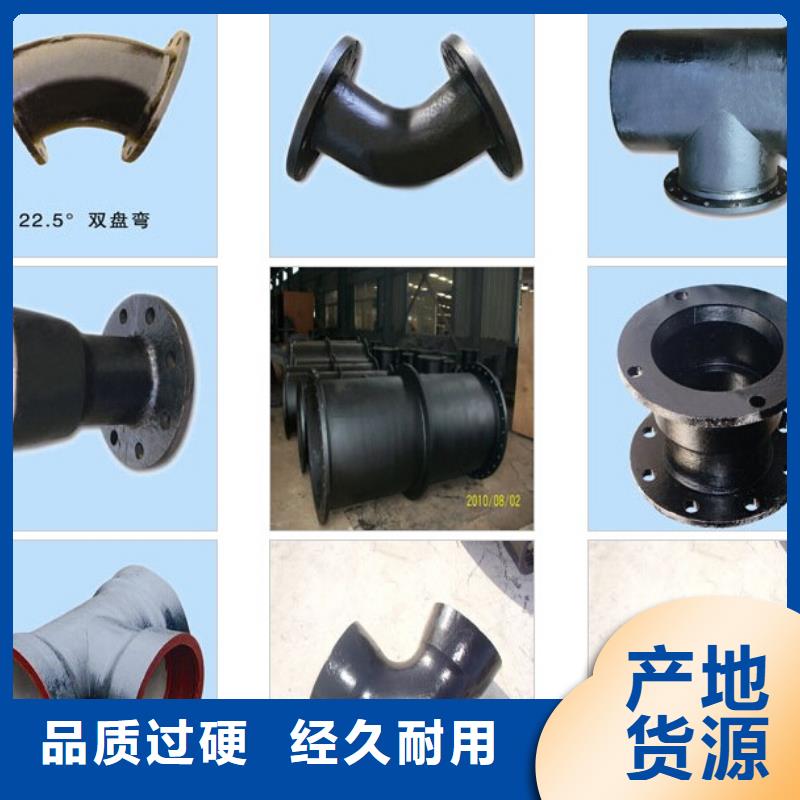
球墨鑄鐵管的密封是由套在柱塞上的兩個彈性密封圈完成的具體如下:
一、兩個彈性密封圈用一個套環隔開,并經過由閥蓋螺母施加在閥蓋上的載荷把柱塞周圍的密封圈壓牢。
二、彈性密封圈能夠替換,能夠選用各式各樣的資料制成,該閥門首要用于“開”或許“關”,但是備有特制方式的柱塞或特別的套環,也能夠用于調理流量。1、鐵液的冶金質量杰出
通常情況下,碳當量以選擇4.3或4.4為好,薄壁鑄件可適當進步碳當量。為使結晶分出的石墨量較多,如堅持碳當量相同,則進步碳含量比進步硅含量會更為有利。
應嚴格控制球化處置工作,在確保石墨完全球化的條件下,盡可能地降低殘留鎂量,殘留鎂的質量分數佳堅持在0.06%擺布。
孕育處置應充沛。除與球化處置一起進行的孕育處置外,澆注時還應進行瞬時孕育。薄壁鑄件,佳在鐵液出爐前予以預孕育處置。
2、鑄件凝結時的冷卻速率不能太高
假如鑄件的冷卻速率太高,凝結過程中石墨不能充沛分出,石墨化脹大就不足以抵償鑄鐵的縮短,因而不能完成無冒口鍛造。
3、低溫澆注
為削減液態縮短,澆注溫度佳控制在1350℃以下,通常宜為1320±20℃。
4、選用薄片狀內澆口
為防止石墨化脹大時將鐵液自內澆口擠出,有必要使內澆口在鐵液充溢鑄型后敏捷凝結,因而,選用無冒口鍛造計劃時,應選用薄而寬的內澆口,其寬度與厚度之比通常為4~5。內澆口厚度的選定,還應思考澆注溫度,澆注過程中內澆口不該凝結。
5、進步鑄型的剛度
為防止石墨化脹大時型腔脹大,進步鑄型剛度是確保鑄件質量的重要條件之一。無論選用粘土濕砂外型、或各種自硬砂外型,不管怎樣著重“舂實”都不會過火。
用自硬砂制作較大的鑄件時,與鑄件上某些肥厚部位相應的鑄型表面,應當放置冷鐵或石墨塊。冷鐵和石墨塊,當然有激冷效果,但也應對其進步鑄型剛度的效果有準確的知道。有的情況下,用耐火磚替代冷鐵或石墨塊,其效果主要即是進步鑄型剛度了。
您是想要在江蘇省采購高質量的球墨鑄鐵管供貨及時保證工期產品嗎?健暉鑄造有限公司(江蘇分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的球墨鑄鐵管供貨及時保證工期產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李利-15063566685,QQ:908825211,地址:《經濟開發區北城辦事處王輝工業園》。











