
以下是:湖北省圓管彎管機加工廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 圓管彎管機加工供應范圍覆蓋湖北省 武漢市、宜昌市、黃石市、襄陽市、荊州市、十堰市、荊門市、鄂州市、孝感市、咸寧市、隨州市、恩施市、黃岡市等區域。 【愚公斧】持續拓展產品矩陣,現有咸寧愚公斧巖石撐裂機誠信商家服務熱情、鄂州愚公斧巖石撐裂機當地廠家值得信賴、黃岡愚公斧巖石撐裂機廠家定制、武漢愚公斧巖石撐裂機層層質檢、宜昌愚公斧巖石撐裂機高質量高信譽、襄陽愚公斧巖石撐裂機對質量負責等,滿足不同場景需求。圓管彎管機加工廠家,愚公斧開山機械設備制造(湖北省分公司)為您提供圓管彎管機加工廠家產品案例,聯系人:李總工,電話:【13934163543】、【18762195566】。 湖北省 2022年,湖北省實現地區生產總值為53734.92億元,其中,產業增加值4986.72億元,第二產業增加值21240.61億元,第三產業增加值27507.59億元。人均地區生產總值為92059元。
準備好領略圓管彎管機加工廠家產品的風采了嗎?我們的視頻將帶您領略產品的每一個細節,從外觀到內在,從功能到性能,讓您了解它的獨特之處。以下是:湖北圓管彎管機加工廠家的圖文介紹
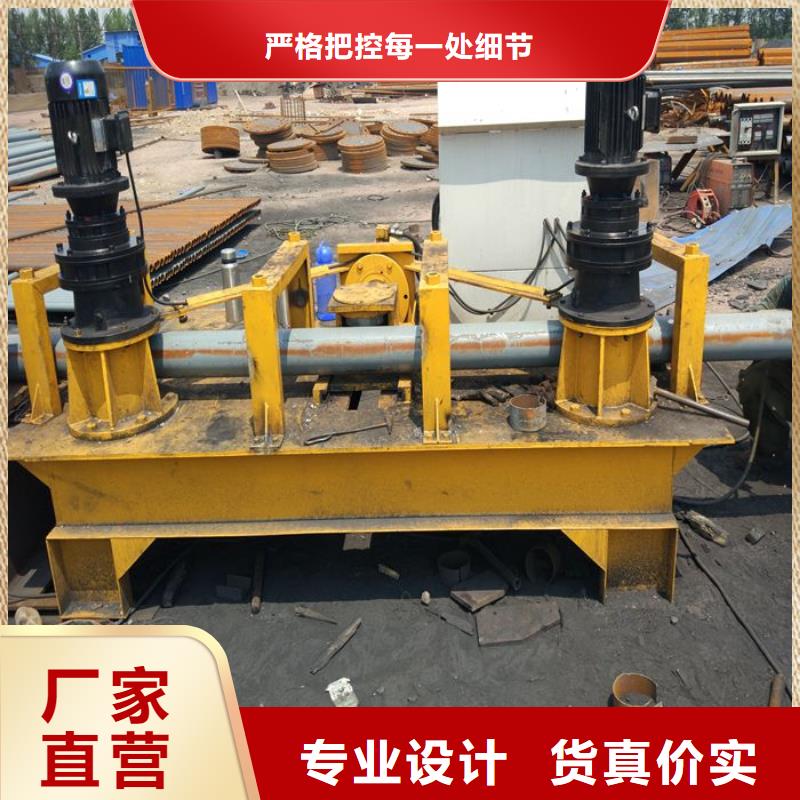
圓管電動彎管機及性能優勢
1、操作簡單方便(內附使用說明書)。彎管弧不變形,適合批量生產。
2、不同外徑的管子,只需更換不同的彎管模具即可。可根據客戶需求來設計模具和彎管機。
3、根據客戶不同要求,彎管角度可控制,彎管效果過渡平滑美觀。
4、適用于彎管跨度大,或有多角度折彎的各種型材的加工。 根據需要使其彎成任意弧度。
5、使用該機彎管時,不需要加熱或填砂工藝,根據不同的需要可以冷彎成形。所彎制品具有圓弧光滑,清晰,變形量小等特點。
6、本機設計結構簡單,多功能滾動式彎管機操作靈活方便,使用時間長長,配備模具多。具有一機多用的功能。并能把12M長,直徑76mm、89mm、100mm、108mm、114mm、125mm、133mm、140mm、150mm、159mm、165mm、200mm、219mm、250mm、273mm、325mm等圓管彎區成弧形。
1、 愚公斧巖石撐裂機質量保證首先從技術著手,從 愚公斧巖石撐裂機產品選型上滿足用戶要求,我們將提供技術成熟,并且經過實踐檢驗運行穩定、性能可靠的 愚公斧巖石撐裂機產品;
2、嚴格制定 愚公斧巖石撐裂機工藝措施,嚴格執行,要求操作者按圖紙標準要求和工藝文件進行自檢,專職檢驗嚴格把關,不合格的 愚公斧巖石撐裂機產品杜絕出廠;
3、在安裝期間派技術人員常駐現場,進行技術服務,指導安裝質量,及時與甲方和監理公司部門溝通,發現問題及時解決;


冷彎空心管材的特點
1. 厚壁度高,節省了機械加工用戶工料時的損耗。2.規格多,應用范圍廣泛。3.冷軋成品好,表面質量好,直線度好。4.鋼管內徑可以做成六角形。5.鋼管性能更優越。
2、圓管彎弧機的主要功能就要利用滾動擠壓的方式改變金屬材料的形狀,那么在方管收到擠壓的時候,彎弧機用途,必然后產生變形量,變形量的大小就取決于彎弧機給方管的擠壓力量,圓管彎弧機,彎弧機給工件的力量就是取決于客戶想要吧方管彎曲的弧度的大小。弧度越大,壓力越小,那么弧度越小,壓力越大,對彎弧的工件產生的變形也就越大,這個可以用一些小技巧解決,單純的追求設備的改變是不行的。可以通過設備加工裝和填充的工藝來解決方管彎曲小弧度變形的問題。
3.可調偏心調節可調偏心調整主要是偏心偏心距的調整,調整偏心偏心距將納入音高變化,當偏心率調整幅度較大,送入距離增加;偏心調節小時,送入的距離變小。數控彎弧機在調整時,只要用在偏心內六角扳手內六角螺釘正向或反向,可以抵消向上或向下小。
4.由于長時間摩擦材料磨損的制動張力調節在制動狀態的制動是非常大的,彎弧機應該根據實際情況隨時調整制動彈簧螺母,從而使制動帶是漲緊狀態,并且及時更換的摩擦材料,否則會送入距的影響。
圓管彎弧機使用注意事項
1、直接用于彎圓管加工,機器在自動運行時可自動執行、可急停,
2、圓管彎管機不僅可以加工圓管,同時還可以彎角鋼。
3、彎管程式可在各加工步驟設定各軸自之動作0-3共三段速度,以針對不同工作物靈活運用,提高工作效率。
4、采用對原點系統,每次開機前檢查機器有無狀況。電機總功率:6.6KW,雙伺服電機生產速度:每分鐘10米左右.
5、可以彎:方管,圓管,橢圓管,幾字鋼。



大型彎管機的幾個技術熱點:
1.管型規整化:設計和排管時要避免過大的圓弧、任意曲線、復合彎以及大于180°的圓弧。過大的圓弧不但使機械笨重,而且受彎管機機床尺寸的限制;任意曲線、復合彎設計造型很不合理,妨礙了機械化、自動化生產,使操作者不好擺脫笨重的體力勞動:大于180°的圓弧使彎管機無法卸模。
2.彎曲半徑標準化:彎曲半徑要盡量實現“一管一模”和“兩管一模”。對于一根管子來說,彎曲角度如何,其彎曲半徑只能有一個,因為彎管機在彎曲過程中不更換模塊,這就是“一管一模”。而“多管一模”就是相鄰直徑規格的管子應盡量采用同一套模具,也就是使用同一套模具彎曲兩種相鄰型號的圓管,這樣才有利于減少模具的數量,減少了成本。
3.適當的彎曲半徑值:圓管彎曲半徑的大小,決定了圓管在彎曲成型時所受阻力的大小。一般來說,管徑大彎曲半徑小,彎曲時容易出現內皺和打滑現象,彎曲質量很難,所以一般選用彎管模的r值為管子直徑的2、3倍為好。
4.適中的彎曲成型速度:彎曲成型速度對成型質量的主要影響為:速度太快,容易造成圓管彎曲部分的扁平,圓度打不到要求,造成圓管的拉裂、拉斷:速度太慢,容易造成圓管的起皺和壓緊塊打滑,大管徑的管子易形成圓管彎曲部分的下陷。針對這兩臺數控彎管機上大量的試驗,將圓管的彎曲速度定為機器彎曲速度的20%-40%為宜。
5.合適的芯棒及其位置:芯棒在彎曲過程中主要起著支撐圓管彎曲半徑的內壁防止其變形的作用。目前管材在機床上彎曲成型若不適用芯棒。芯棒的形式有很多種,如柱式芯棒,定向單、多球頭芯棒等。另外芯棒的位置對圓管彎曲成型也有影響:理論上,它的切線應與彎管模的切線平齊,單經過大量的試驗證明,提前1-2mm較好,此時彎管質量比較理想。當然,提前量太大,會造成彎曲部分的外壁出現所謂“鵝頭”的現象。