| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 品牌 | 建鑫 |
| 產(chǎn)地 | 聊城 |
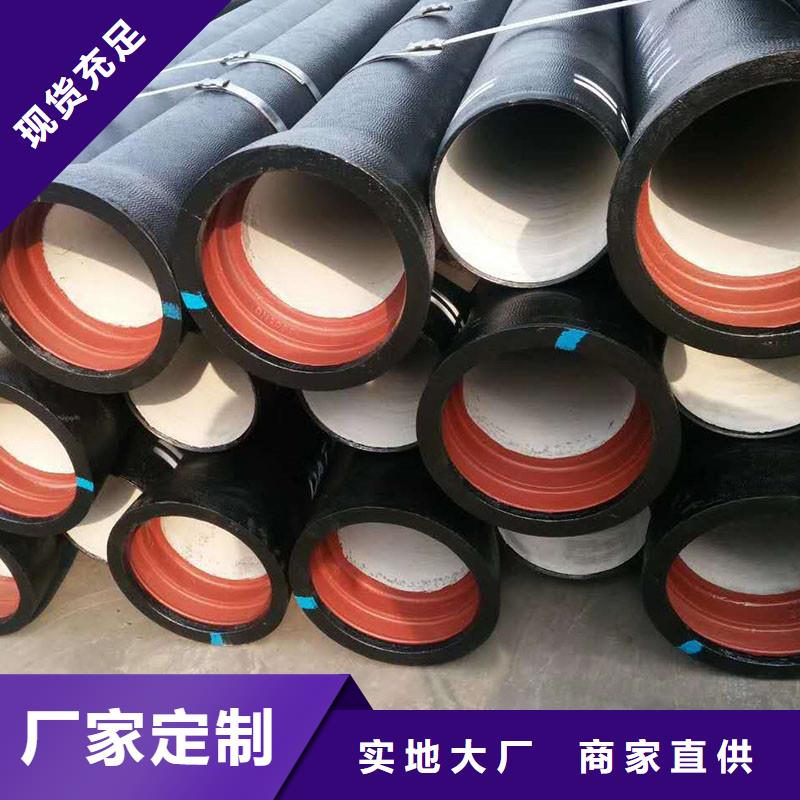
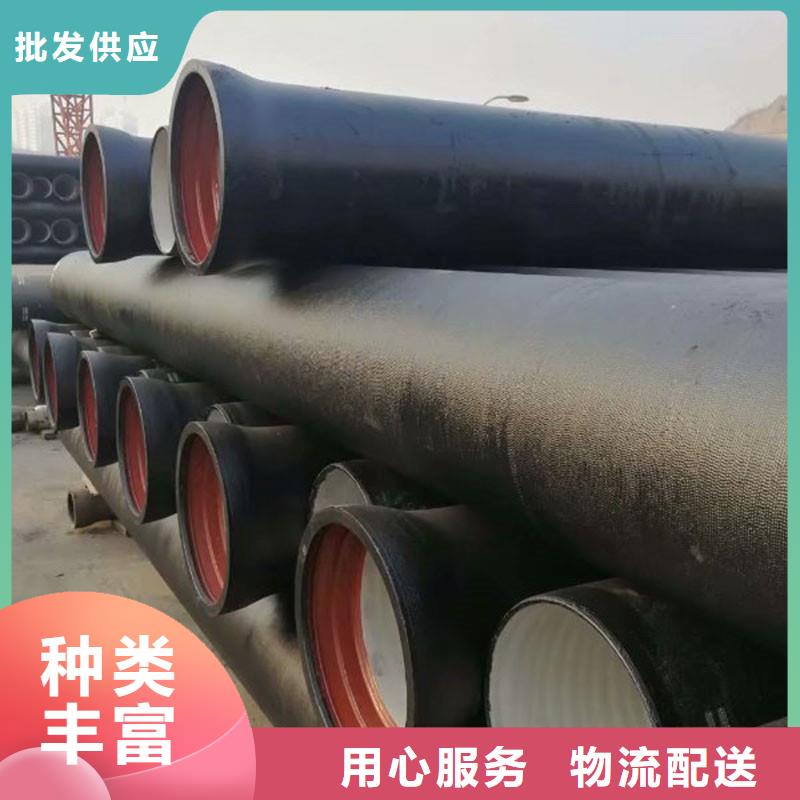
| 類型 | 鑄鐵排水管 |
| 可定制 | 是 |
| 范圍 | 廣泛 |
| 范圍 | 排水管鑄鐵篦子服務熱情生產(chǎn)基地位于【聊城】,供應范圍覆蓋湖北省 武漢市、宜昌市、黃石市、襄陽市、荊州市、十堰市、荊門市、鄂州市、孝感市、咸寧市、隨州市、恩施市、黃岡市等區(qū)域。 |
商品細節(jié)



安裝方法

砂型的緊實度:若砂型的緊實度太低或不均勻,鑄鐵排水管 以致澆注后在金屬靜壓力或膨脹力的作用下,產(chǎn)生型腔擴大的現(xiàn)象,致使原來的金屬不夠補縮而導致鑄件產(chǎn)生縮孔縮松。
(7)澆冒口及冷鐵:若澆注系統(tǒng)、冒口和冷鐵設置不當,鑄鐵排水管不能保證金屬液順序凝固;另外,冒口的數(shù)量、大小以及與鑄件的連接當否,將影響冒口的補縮效果。鑄鐵排水管
1.2 防止措施
(1)控制鐵液成分:保持較高的碳當量(>3 9%);盡量降低磷含量(<0 08%);鑄鐵排水管降低殘留鎂量(<0 07%);采用稀土鎂合金來處理,稀土氧化物殘余量控制在0 02%~0 04%。
(2)工藝設計要確保鑄件在凝固中能從冒口不斷地補充高溫金屬液鑄鐵排水管,冒口的尺寸和數(shù)量要適當,力求做到順序凝固。
(3)必要時采用冷鐵與補貼來改變鑄件的溫度分布,以利于順序凝固。
(4)澆注溫度應在1300~1350℃,一包鐵液的澆注時間不應超過25mi鑄鐵排水管n,以免產(chǎn)生球化衰退。
(5)提高砂型的緊實度,一般不低于90;撞砂均勻,含水率不宜過高,保證鑄型有足夠的剛度
適用場景

具體案例

建鑫金屬材料(湖北省分公司)經(jīng)營的產(chǎn)品有 球墨鑄鐵篦子,公司所所供客戶遍布全國多個省市,公司立足湖北,在國內(nèi) 球墨鑄鐵篦子市場業(yè)內(nèi)樹立了良好的口碑,同時也得到了廣大新老客戶的認同。 一直以來公司一直秉持“質(zhì)量是生命,責任是核心”為公司宗旨,把“只有滿足客戶的利潤,才能實現(xiàn)公司的利潤,只有實現(xiàn)公司的利潤,才能實現(xiàn)個人的利潤”為公司的日常經(jīng)營理念,勤奮、踏實、堅韌、寬廣 為公司的企業(yè)精神,為客戶提供高強度鋼材的解決方案作為我們的核心目標。


名片")