
以下是:汽缸管規格的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產地 聊城 品牌 九冶 類型 絎磨管 可定制 是 顏色 金屬色 在湖北省采買汽缸管規格到九冶管業有限公司(湖北分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李經理-17768165506,QQ:1958857549,地址:《丁塊工業園》。 湖北省 2022年,湖北省實現地區生產總值為53734.92億元,其中,產業增加值4986.72億元,第二產業增加值21240.61億元,第三產業增加值27507.59億元。人均地區生產總值為92059元。
想知道汽缸管規格產品有多棒?看視頻就夠了,它比千言萬語都更有說服力!以下是:汽缸管規格的圖文介紹誠信與敬業為立足 絎磨管市場之根本,技術與質量為引導 絎磨管市場之前提,服務與指導為鞏固 絎磨管市場之關鍵,湖北九冶管業有限公司人以用戶利益為己任,服務于社會。
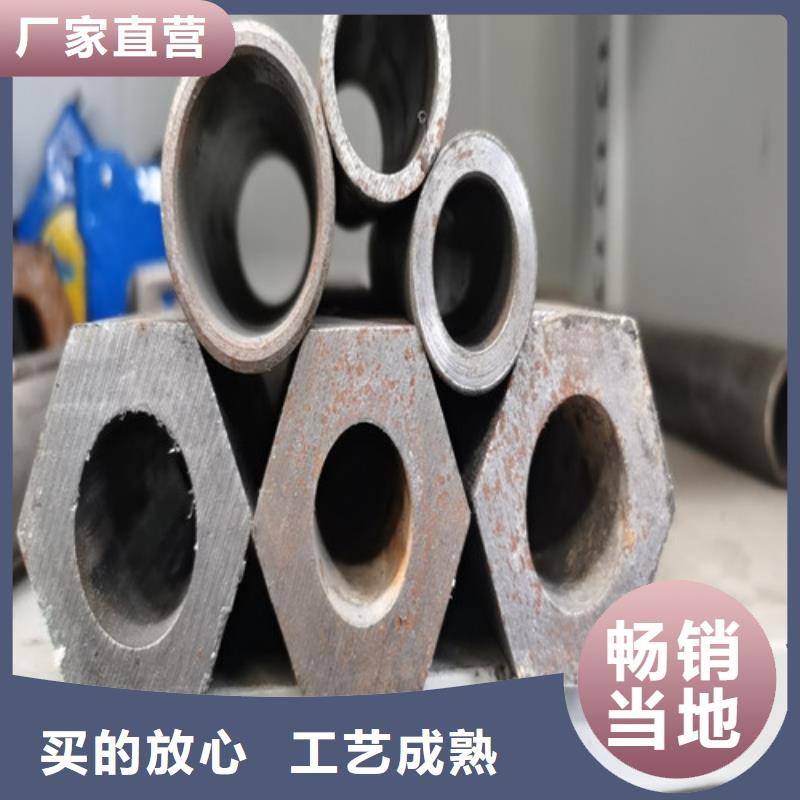
系列化生產中,數控珩磨機由此而引發的對珩磨過程中利用機床運動鏈實施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個以上的齒在保持接觸。這就表示珩齒過程是一種連續接觸的轉動過程。這是使齒輪低噪聲運行的一項很重要的決定性因素。珩磨管主要應用于工程、冶金、塑料、礦山、筑路、紡織等行業。珩磨管的加工形式主要有冷軋、冷拔和珩磨通常有三種類型。今天小編主要給大家來介紹一下珩磨管與拋光管的區別。珩磨管是由一種精度高的磨削加工而成,不但用于圓孔,而且用于淬硬齒面,這也是一種拋光方法。它可以作為一個組合的磨削工具,可以安裝在浮動夾具,使其可以自我調節。因此,可以減少孔的形狀誤差,但不能減少孔的幾何誤差。 拋光管是使用軟質的拋光輪或者是圓盤型的拋光盤,加上拋光膏,使工件經過精加工獲得高表面光潔度。然而,由于在加工過程中沒有剛性基準,所以不能減少幾何誤差。然而,相對珩磨管而言,它可以拋光不規則表面。
在珩磨管工作的時候,會有一個砂條。砂條上會放上很多磨粒,如果給這些磨粒夠多的壓力,那么珩磨管就會以相應的速度,然后對工件的表面進行摩擦。這樣的擠壓和掛側就可以細細的減少工件的表面粗糙程度。還有就是在砂條運轉和上下運動的時候,那些磨粒會在表面形成相應運動軌跡。珩磨管的切速是比較低的,這樣就能夠大大增加珩磨的效率。1.珩磨管,其用珩磨機來珩磨的話,那么,其在內孔直徑上,可以達到多少?珩磨機的珩磨,其是通過珩磨油石條來進行,并對所要珩磨的表面進行修整研磨,達到預期加工效果。所以,對通過珩磨機珩磨得到的珩磨管,其在內孔直徑上,一般的,是為5到500毫米這一范圍內。2.在液壓缸筒的生產制造上,其是否有珩磨工序?此外,珩磨管,其是否可以當作油缸管來使用?在液壓缸筒的生產制造上,是有珩磨這一工序的,其的主要操作,是為內孔的研磨,以便得到預期想要的尺寸。而珩磨管,其是可以作為油缸管來使用的,不過,如果倒過來,則不成立,因為油缸管,其除了珩磨管這一個外,還可以有其它一些種類。
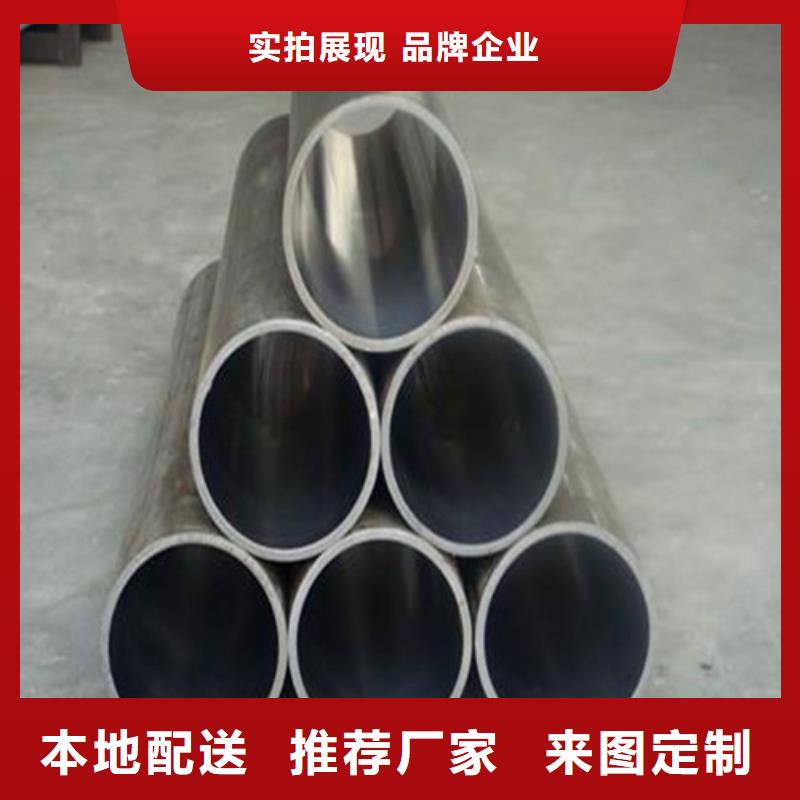
絎磨管廠滾壓具有以下特點:(1)生產效率高:用傳統的方法生產一根內徑420毫米,12米長的缸筒需154小時,用冷拔方法生產只需4分鐘。(2)率高:由于鏜孔的滾壓頭兼起導向作用,在切削過程中,毛坯管由于自重產生撓度,致使滾壓頭和鏜刀走偏,造成廢品。率只能達到60%左右,而用冷拔方法生產,率可達95%以上。(3)金屬利用率高:用傳統的鏜孔方法制造缸體,金屬利用率只有50-70%。用拉拔方法生產時,金屬不但不被切削成鐵末,反而可以得到30%的延伸,金屬利用率可達95%。(4)能改善成品管金屬的機械性能:用拉拔方法生產,使毛坯得到30%以上的塑性變形,由于加工硬化而使成品管金屬的強度限大為提高。一般在成品管內層強度限提高達60%。高精度冷拔管是用無縫熱軋鋼管、直縫焊管為坯料,經過化學處理后在專用冷拔機上,通過特種變形原理設計的模具進行拉拔,生產出高精度管。其尺寸精度達H10~H8,直線度達0.35~0.5mm/m,表面粗糙度達Ra1.6-0.4。
九冶管業有限公司(湖北分公司)【0527-88266888】在湖北省本地專業從事汽缸管規格,價格低,發貨快,效果好 ([城市群])可送貨上門。









