
以下是:湖北省襯塑鋼管-襯塑鋼管實體廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 名稱 襯塑復合管 材質 Q235B 執行標準 GB/T28897-2012 長度 6米 范圍 襯塑鋼管-襯塑鋼管供應范圍覆蓋湖北省 武漢市、宜昌市、黃石市、襄陽市、荊州市、十堰市、荊門市、鄂州市、孝感市、咸寧市、隨州市、恩施市、黃岡市等區域。 【利達】為客戶提供多樣化產品,包括武漢鍍鋅鋼管出廠價、宜昌鍍鋅鋼管快捷的物流配送、荊州鍍鋅鋼管商家直供、鄂州鍍鋅鋼管熱銷產品、孝感鍍鋅鋼管精心選材、咸寧鍍鋅鋼管放心購、黃岡鍍鋅鋼管用心服務等,適配多元場景需求。襯塑鋼管-襯塑鋼管實體廠家,利達管道科技(湖北省分公司)tjchgg415-6為您提供襯塑鋼管-襯塑鋼管實體廠家的資訊,聯系人:賈經理,發貨地:天津西青區中北鎮萬卉路南段西側華亭麗園三區31-2-802-1。 湖北省 湖北省地勢大致為東、西、北三面環山,中間低平,略呈向南敞開的不完整盆地。在全省總面積中,山地占56%,丘陵占24%,平原湖區占20%,屬長江水系。湖北省地處亞熱帶,全省除高山地區屬高山氣候外,大部分地區屬亞熱帶季風性濕潤氣候。湖北歷史代表文化為“荊楚文化”。
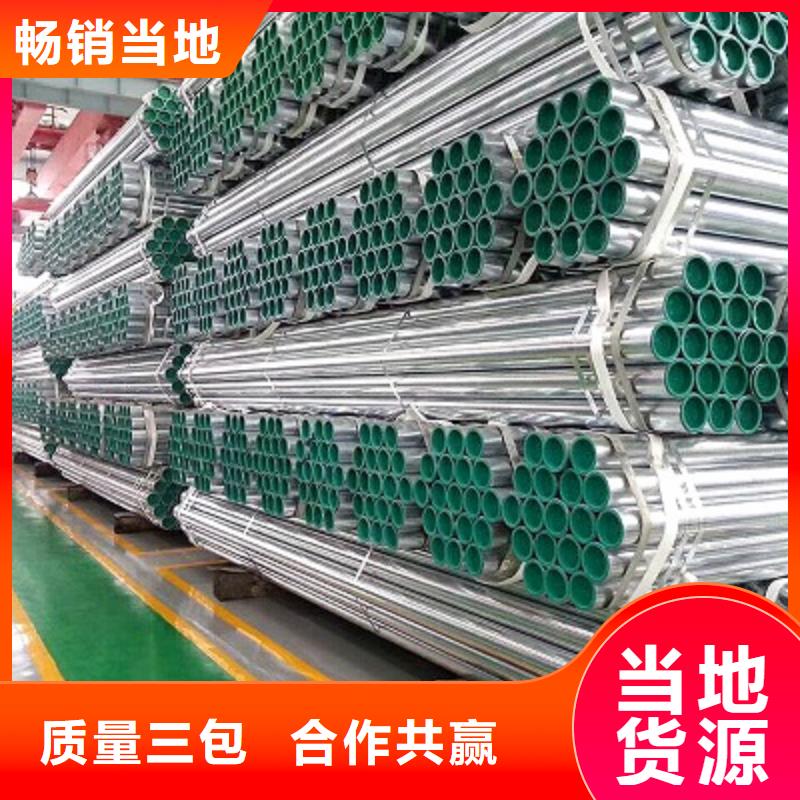
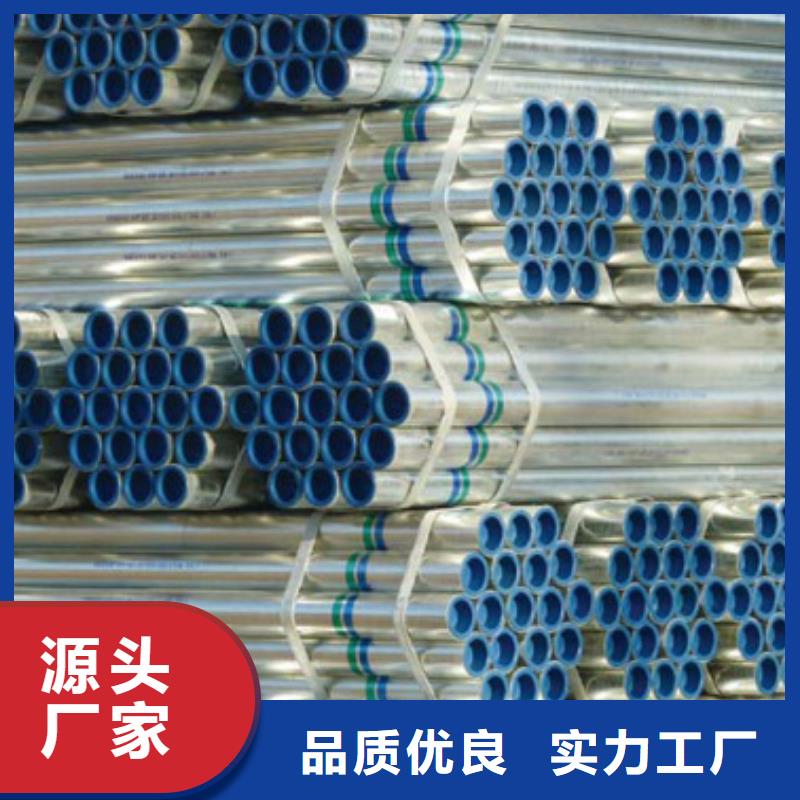
想要深入了解襯塑鋼管-襯塑鋼管實體廠家產品的各項功能和特點?我們為您準備了精彩視頻,不容錯過!以下是:襯塑鋼管-襯塑鋼管實體廠家的圖文介紹湖北鍍鋅鋼管生產制作經驗品質好放心選擇湖北鍍鋅鋼管的詳細介紹
貨真價實專業可靠
湖北利達管道科技有限公司是一家集貿易、加工、配送為一體的服務型公司。我司主要經營 鍍鋅鋼管等。我們始終堅持以客戶為先,客戶至上的服務宗旨,盡力為客戶提供便利,竭誠為廣大新老客戶服務。歡迎來電咨詢。
利達管道科技有限公司
產品實拍圖片從事湖北鍍鋅鋼管行業多年品質值得信賴
天津利達管道科技有限公司擁有石油套管生產線3條,年產能20萬噸:高頻焊管生產線11條(ф21.3mm-ф340mm),年產能80萬噸;熱浸鍍鋅鋼管生產線10條(ф21.30-ф219.10),年產能60萬噸;鋼塑復合管生產線6條(ф21.30-ф219.10),年產能6萬噸;公司已于2000年通過ISO9000質量體系認證,并取得行業內首批API 5L和API 5CT會標使用許可,“利達”商標被工商總局認定為“”。2010年度實現銷售收入48億元,上繳稅金2800余萬元;2011年實現銷售收入50億元,上繳稅金3300余萬元。
產品主要應用于石油和天然氣的輸送管線、油井抽油管、油井套管、及工業和民用供水、供氣、供熱、供油及建筑五金等領域。本公司堅持外抓市場,內抓管理,走質量效益型發展道路,取得了良好的經濟和社會效益,憑借雄厚的資金實力、先進的管理經驗、優良的銷售服務、嚴格的質量管理體系和科學的整體營銷手段,形成以京津地區為中心,立足華北,面向全國,輻射全球的穩定的營銷網絡,以優良的質量、可靠的信譽、熱忱的服務深受海內外客戶的信賴。
襯塑鋼管-襯塑鋼管實體廠家,利達管道科技(湖北省分公司)為您提供襯塑鋼管-襯塑鋼管實體廠家產品案例,聯系人:賈經理,發貨地:天津西青區中北鎮萬卉路南段西側華亭麗園三區31-2-802-1。












