| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產(chǎn)地 | 山東 |
| 品牌 | 鑫方達 |
| 材質(zhì) | 不銹鋼復(fù)合管/碳素鋼 |
| 是否可定制 | 可定制 |
| 發(fā)貨期限 | 電議 |
| 范圍 | 不銹鋼復(fù)合管護欄不銹鋼護欄供應(yīng)范圍覆蓋甘肅省、蘭州市、嘉峪關(guān)市、武威市、酒泉市、隴南市、合作市、臨夏市、定西市、慶陽市、平?jīng)鍪?/a>、張掖市、天水市、白銀市、金昌市 平川區(qū)、靖遠縣、會寧縣、景泰縣等區(qū)域。 |
合管護欄不銹鋼護欄同行低價")
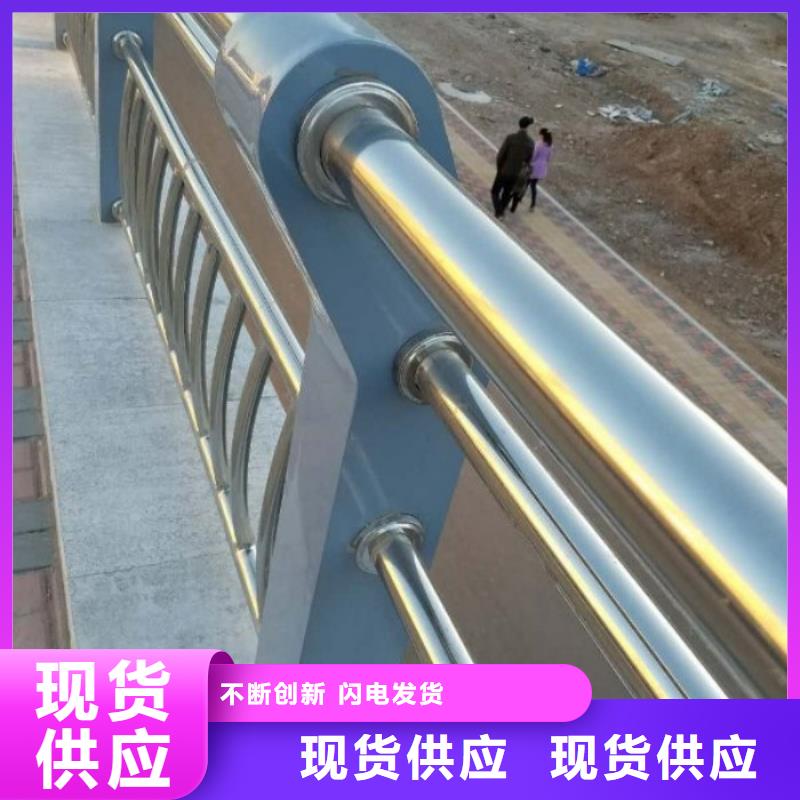
使企業(yè)產(chǎn)品全部通過不銹鋼復(fù)合管 標準(GB/T18704-2008)。不銹鋼復(fù)合管是由不銹鋼管與碳素鋼管復(fù)合而成的,含量高,設(shè)備精密,工藝產(chǎn)品質(zhì)量,采用電腦自動控制。產(chǎn)品具有純不銹鋼外表豪華、美觀和普通碳素鋼管強度高的特點,其價格低于純不銹鋼管,是價昂不銹鋼結(jié)構(gòu)裝飾管材的替代產(chǎn)品。
不銹鋼復(fù)合管護欄產(chǎn)品廣泛用于市政公用工程施工,鋼結(jié)構(gòu)、網(wǎng)架工程施工,石油石化、市政設(shè)施、路橋護欄、公路交通工程施工;建筑裝飾工程施工;體育場地設(shè)施工程施工交通格柵、建筑裝飾、路燈、站牌、架、家具、車船制造
如今常用的有浸塑和噴塑兩種形式,我們可能從字面上看,基本上都是相同的,其實不然,選用的有許多的差異,浸塑商品是以鋼鐵為基體,通常是將整個原料浸泡在鋼鐵溶質(zhì)傍邊,具有防腐防銹、耐酸堿、防潮、抗老化、環(huán)保壽數(shù)長等很多優(yōu)勢。
宗旨:誠實誠信,公正公平,“誠信不欺,一諾千金”是商業(yè)精神的核心,秉承文化精髓,把誠實誠信,公正公平作為立人之本,立業(yè)之本,我們堅信,對外:為人誠實,經(jīng)商守信,確立商譽;對內(nèi):真誠相待,守信如節(jié),形成合力,視產(chǎn)品為人品,視質(zhì)量為人的尊嚴。
合管護欄不銹鋼護欄同行低價")
合管護欄不銹鋼護欄同行低價")
按設(shè)置位置可分為橋側(cè)護欄、橋梁分隔帶護欄和人行、車道分界處護欄;按構(gòu)造特征可分為梁柱式(金屬制和混凝土)護欄、鋼筋混凝土墻式擴欄和組合式護欄;按防撞性能可分為剛性護欄、半剛性護欄和柔性護欄。一般常見的護欄形式有混凝土護欄、波形梁護欄和纜索護欄。
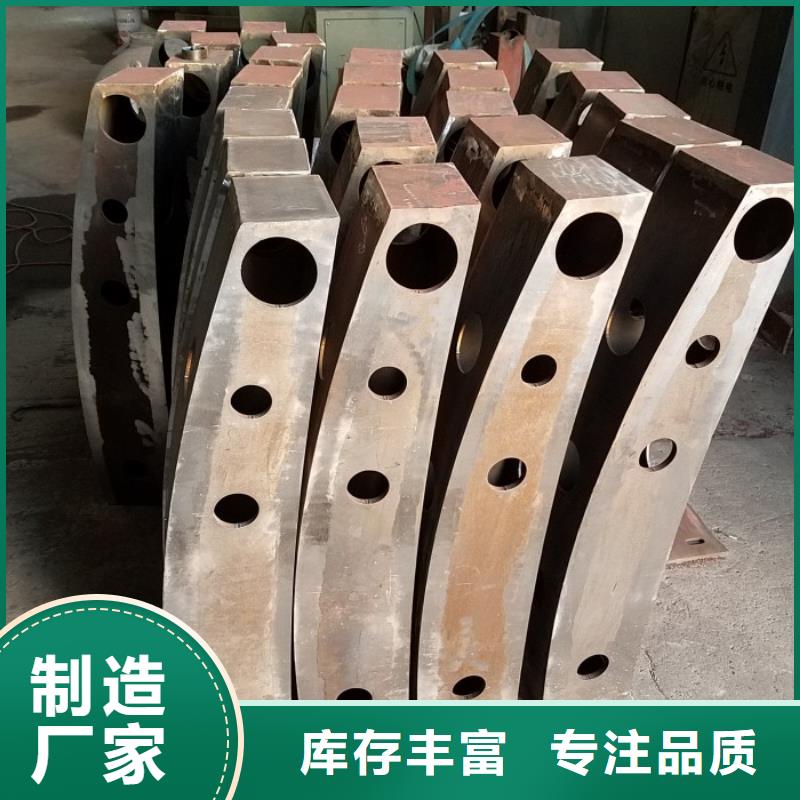
案例金屬制梁柱式護欄金屬制橋梁護欄的立柱和橫梁是橋梁護欄的受力構(gòu)件,需要具有良好的吸收車輛碰撞能量的特性,同時也要便于加工和安裝,表5-1和表5-2是常用的橋梁護欄橫梁形式和立柱斷面形式。其中橫梁標準長度為,~0crll,立柱標準間距為.~]0cnl或~OcHI。
金屬制護欄在構(gòu)造上應(yīng)滿足以下幾點:①護輪帶高度D小于10cra,且未超出護欄面(H=0)時,防撞等級為PL3、PL2、PLl的當護輪帶伸出護欄正面(25cm~H~50cm),且護輪帶高度D~25cm時,防撞等級為PL3、PL2的護欄。
不銹鋼復(fù)合管護欄 橋梁護欄形式的選擇,首先應(yīng)根據(jù)公路等級,綜合考慮其性、協(xié)調(diào)性、需防護對象的特性及現(xiàn)場幾何條件等因素確定防撞等級,然后再根據(jù)本身結(jié)構(gòu)、經(jīng)濟性以及施工和養(yǎng)護維修等因素進行構(gòu)造形式的選擇。其埋置方式有立柱直接埋入式、法蘭盤連接式和通過傳力鋼筋把橋梁護欄和橋面板澆注成一體三種方式,條件許可時,可采用抽換式護欄。
合管護欄不銹鋼護欄同行低價")
合管護欄不銹鋼護欄同行低價")
合管護欄不銹鋼護欄同行低價")
鑫方達金屬制品(白銀市分公司)針對不同客戶需求,我們可度身訂做各種 天橋護欄及多種 天橋護欄周邊設(shè)備等,我們注重產(chǎn)品與市場的銜接,公司有一批經(jīng)驗豐富的產(chǎn)品研發(fā)小組,在把握產(chǎn)品質(zhì)量的同時,又不斷開發(fā)適合市場需求的新款式。
合管護欄不銹鋼護欄同行低價")
合管護欄不銹鋼護欄同行低價")
不銹鋼復(fù)合管護欄道路護欄知識內(nèi)襯不銹鋼復(fù)合管常見的安裝的步驟1.切斷:使用手鋸、高速砂輪切斷或先用管子切割器切割至三分之一鋼管壁厚出,再用手鋸將管鋸開。切忌用切割器將管子切斷,以免內(nèi)襯不銹鋼分離脫落。2.加工螺紋,使用套絲機、車床或手動管子鉸鈑加工管端螺紋,螺紋長度為規(guī)定長度。
3.修整:用工具(如銼刀、擴口器)去掉管端毛刺并修整端口。4.連接:復(fù)合管連接方法與普通鍍鋅管基本相同,用鉗或其它工具連,大口徑管道也可以采用溝槽或法蘭連接。焊接的步驟供大家進行參考:1、不銹鋼復(fù)合管焊條凡間有鈦鈣型和低氫型兩種。
焊接電流盡能夠采用直流電源,有利于克制焊條發(fā)紅和熔深淺。鈦鈣型藥皮的焊條不合適做全地位焊接,只適合平焊和平角焊;低氫型藥皮的焊條可做全地位焊接。2、不銹鋼復(fù)合管焊條在運用時應(yīng)堅持枯燥。為避免發(fā)生裂紋、凹坑、氣孔等缺陷,鈦鈣型藥皮焊前經(jīng)150-250℃烘干1h,低氫型藥皮焊前經(jīng)200-300℃烘干1h。
不克不及屢次反復(fù)烘干,不然藥皮易零落。3、焊口清算潔凈,還避免焊條沾上油及其它臟物,以免添加焊縫含碳量并影響焊接質(zhì)量。4、為避免加熱而發(fā)生晶間侵蝕,焊接電流不宜過大,普通應(yīng)比碳鋼焊條低20%左右,電弧不要過長,層間快冷,以窄道焊為宜。
5、應(yīng)盡量采用短弧焊接,弧長普通2-3mm,電弧過長易發(fā)生熱裂紋。6、運條:應(yīng)采用短弧疾速焊,普通不答應(yīng)橫向擺動,其目標是削減不銹鋼復(fù)合管焊接熱量和熱影響區(qū)寬度,進步焊縫抗晶間侵蝕才能和削減熱裂紋的傾向。7、不銹鋼復(fù)合管的焊策應(yīng)穩(wěn)重選用焊條,避免焊條選用欠妥呈現(xiàn)熱裂紋或高溫熱處置后惹起σ相析出,使金屬脆化。
合管護欄不銹鋼護欄同行低價")
合管護欄不銹鋼護欄同行低價")
合管護欄不銹鋼護欄同行低價")
名片")