以下是:浙江省舟山市紫銅管花紋鋁板廠家實力大的產品參數
簡約不浮華,不簡單實用。我們的紫銅管花紋鋁板廠家實力大產品視頻用直觀的方式展現產品的實用性和價值。
以下是:浙江舟山紫銅管花紋鋁板廠家實力大的圖文介紹
鑫創榮業(舟山市分公司)基本對 銅絞線產品質量的高度自信,打破國內通行的銷售及售后服務模式,率先采取統一定價的市場銷售政策,改變國內 銅絞線行業常見的不透明價格體系,杜絕產品銷售中的暗箱操作空間,完全依靠客戶口碑及產品高性價比特性進行市場競爭;同時,公司在行業內率先承諾: 銅絞線產品實行售后30日內無理由退貨!只要不滿意,就可以退貨,完全杜絕客戶顧慮!



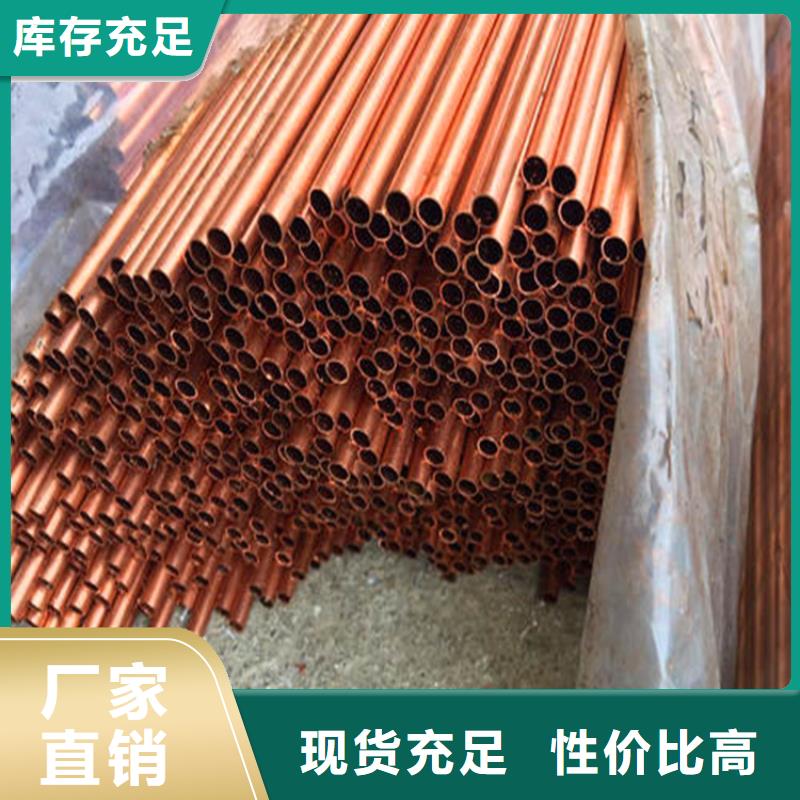
紫銅管的焊接步驟大致上與銅管的焊接步驟是一樣的,區別就在于紫銅管焊接使用的焊條是有要求的,使用的焊條滿足要求后,還需要助焊劑做輔助,使用的助焊劑選擇是粉狀的。紫銅管在焊接的時候使用的火焰需要是碳化火焰。
焊接順序是首先將助焊劑涂在需要焊接的位置,然后加熱。加熱的時候碳化火焰不能直接遇到助焊劑,加熱的位置是在紫銅管與套管之間,將火焰嘴放在這直接的2點來回移動。紫銅管加熱后,助焊劑已經融化成了液體,這個時候可以立刻將預熱的焊條放在焊點的位置。
焊條一旦融化接著就將火焰嘴在2點直接來回移動,直到焊條溶滿縫隙結束。以上就是紫銅管焊接,下面介紹如何讓紫銅管延長使用壽命,以紫銅管換熱器為例子,一般的換熱器使用時間為2個月。讓紫銅管能長壽的方法,需要的設備維修人員及時更換或者校正引桿,及時和更換導向軌與托輥。



紫銅管焊接應在通風良好的場所進行,以防止銅中現象。且焊后,應用平頭錘敲擊焊縫,以應力和改善焊縫的質量。二、氣焊焊接紫銅管常用的就是對接接頭,搭接接頭和丁字接頭盡量少采用。在氣焊時,可采用兩種焊絲,一種是含有脫氧元素的焊絲;另一種是一般的紫銅絲和母材的切條,且氣焊紫銅管時應采用中性焰。
三、手工氬弧焊1、在紫銅管手工氬弧焊前,應把工件焊接邊緣和焊絲表面的氧化膜、油等臟物等都清理干凈,避免產生氣孔、夾渣等缺陷。清理的方法有機械清理法和化學清理法這兩種。2、根據板厚和坡口尺寸,紫銅管的對接接頭的裝配間隙應在0.5-1.5毫米范圍內選取。
3、這類焊接法通常是采用直流正接,即鎢極接負極。為了氣孔,保證焊縫可靠的熔合和焊透,必須焊接速度,消耗量并預熱焊件。板厚小于3毫米時,預熱溫度為150-300℃;板厚大于3毫米時,預熱溫度為350-500℃。


選購紫銅管花紋鋁板廠家實力大來浙江省舟山市找鑫創榮業(舟山市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:馬蕊,地址:[津南工業區]。
名片")