

以下是:阿壩市紅原縣#異型管#到廠參觀的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 #異型管#到廠參觀供應范圍覆蓋四川省、阿壩市、紅原縣、汶川縣、理縣、茂縣、松潘縣、九寨溝縣、金川縣、小金縣、黑水縣、馬爾康市、壤塘縣、若爾蓋縣等區域。 【千鶴】為您提供理縣精密管自有生產工廠、黑水精密管懂您所需、小金精密管自主研發、馬爾康精密管質量無憂等多元產品與服務。在阿壩市紅原縣采買#異型管#到廠參觀到千鶴鋼管(阿壩市紅原縣分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:賀經理-【18864897226】。 四川省,阿壩藏族羌族自治州,紅原縣 紅原縣下轄6鎮4鄉,總面積為8400平方公里。2019年,紅原縣總戶數為14444戶,根據第七次人口普查數據,截至2020年11月1日零時,紅原縣常住人口為46644人。
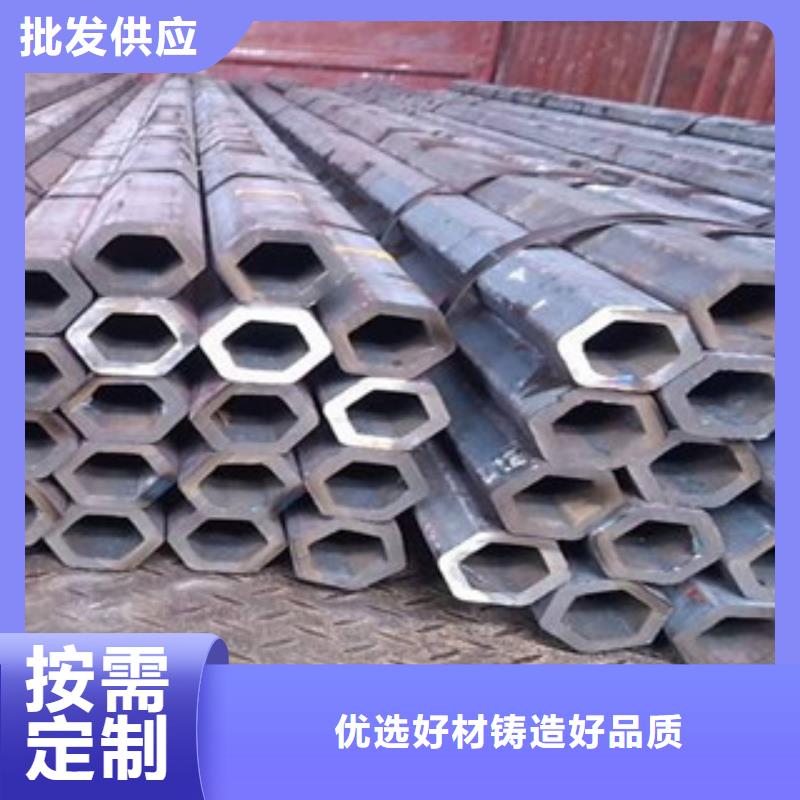
無需長篇大論,觀看#異型管#到廠參觀視頻,讓你瞬間愛上我們的產品。以下是:#異型管#到廠參觀的圖文介紹阿壩紅原千鶴鋼管有限公司堅持“誠信為本,信譽至上,服務用戶,回報社會”是我們的服務理念。我公司一貫堅持“質量至上,用戶至上,滿意服務,信守合同”的宗旨,憑借著高質量的產品,良好的信譽,滿意的服務。“學習,超越”是本公司的企業精神,我們將更加謹誠的致力于 精密管事業,以百倍真誠的合作與廣大海內外客戶共榮發展,同創輝煌!
橢圓異型管,一般是在圓形管的基礎上擠壓成鴨蛋形狀,橢圓異型管分為正橢圓和平橢圓,正橢圓是指弧度對稱的鴨蛋形,平橢圓是指兩個長面平行直線狀,兩個短面成圓弧狀。
主要廣泛用于石油、化工、醫療、食品、輕工、機械儀表等工業輸送管道以及機械結構部件等。另外,在折彎、抗扭強度相同時,重量較輕,所以也廣泛用于制造機械零件和工程結構。
防腐處理方法編輯:用瀝青漆涂在異型管層:水泥砂漿內襯+特殊涂層:用環氧煤瀝青涂異型管層:環氧陶瓷內襯:鋁酸鹽水泥涂層和硫酸鹽水泥涂層:用聚氨酯涂異型管層
無縫異型管的成形工藝說明:無縫異型管成形工藝,即無縫異型管機組成形及定徑部分孔型設計和調整方法均會直接影響焊接質量的優劣。
彎管生產要求以及力學性能:使用傳統工藝生產其彎管的過程中,為了能夠有更好的產品表面的質量,在使用的過程匯總會采取許多的辦法,比如選用先進的彎管機或者是采用強度比較高的模具、選用潤滑油等方法。彎管在制作時要是選用其先進的加工設備或者是強度比較高的模具,這樣企業的投入就會比較大,只有選用其潤滑產品,才能有效的降低使用成本,然后能夠比較快速的達到其企業產品品質的要求。在傳統工藝的生產的過程其其彎管潤滑能夠滿足在彎管生產中彎管質量的要求,但是油基管潤滑產品缺點就是不易清洗,這樣就直接對環境造成其嚴重的污染,需要采取方法進行。為了能夠有效的滿足彎管產品質量的要求,有效的減少甚至避免其環境問題而付出的物力和財力,其免洗可直接焊接的特性,更大大的提高企業的生產效率和產品品質。彎管在彎曲過程中其力學性能以及壁厚情況都會直接對產品的質量以及使用產生比較大的影響,所以加工技術是非常重要的,產品廣泛在化工、電力、石油等行業中進行使用。現在彎管的加工材料是非常多的,在制作的過程中可以采用其鑄鋼、不銹鋼、鋁合金等材質,產品的結構是通過彎曲模和導向模所完場的,其兩模之間是相互連接的。
1.異型鋼管的性能指數分析-塑性,塑性是指金屬材料在載荷作用下,產生塑性變形(變形)而不破壞的能力。2. 異型鋼管的性能指數分析-硬度,硬度是衡量金屬材料軟硬程度的指針。目前生產中測定硬度方法常用的是壓入硬度法,它是用一定幾何形狀的壓頭在一定載荷下壓入被測試的金屬材料表面,根據被壓入程度來測定其硬度值。3. 異型鋼管的性能指數分析-疲勞,前面所討論的強度、塑性、硬度都是金屬在靜載荷作用下的機械性能指針。實際上,許多機器零件都是在循環載荷下工作的,在這種條件下零件會產生疲勞。4. 異型鋼管的性能指數分析-沖擊韌性,以很大速度作用于機件上的載荷稱為沖擊載荷,金屬在沖擊載荷作用下抵抗破壞的能力叫做沖擊韌性。5. 異型鋼管的性能指數分析-強度,強度是指金屬材料在靜荷作用下抵抗破壞(過量塑性變形或斷裂)的性能。由于載荷的作用方式有拉伸、壓縮、彎曲、剪切等形式,所以強度也分為抗拉強度、抗壓強度、抗彎強度、抗剪強度等。各種強度間常有一定的聯系,使用中一般較多以抗拉強度作為基本的強度指針。
在阿壩市紅原縣采購#異型管#到廠參觀請認準千鶴鋼管(阿壩市紅原縣分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:賀經理-【18864897226】)。










