以下是:安徽省合肥市防腐鋼管_合金管海量庫存的產品參數
【鑫邦源】為您提供
肥東低溫管、
瑤海15crmoG 高壓合金管 、
池州40Cr無縫鋼管、
阜陽5310高壓無縫管等多元產品與服務。
防腐鋼管_合金管海量庫存,
鑫邦源特鋼(合肥市分公司)專業從事
防腐鋼管_合金管海量庫存,聯系人:
顏經理,電話:
【15963170288】、【15963170288】,以下是防腐鋼管_合金管海量庫存的詳細頁面。 安徽省,合肥市 合肥地域是中華文明的重要發祥地之一,因東淝河與南淝河均發源于此而得名。在3000余年的建城史中,有2100余年的縣治、1400余年的府治歷史,數為州郡治所。1945年9月,安徽省省會遷駐合肥。1949年2月,設立合肥市。1952年,安徽復省,合肥市成為新中國安徽省省會。合肥市是江淮地區重要的行政中心、商埠和軍事重鎮,素有“淮右襟喉、江南唇齒”“江淮首郡、吳楚要沖”“三國故地、包拯故里、淮軍搖籃”之稱。
我們精心制作的防腐鋼管_合金管海量庫存產品視頻已經準備就緒,【解鎖新品!】防腐鋼管_合金管海量庫存產品視頻,帶你穿越新品體驗之旅!
以下是:安徽合肥防腐鋼管_合金管海量庫存的圖文介紹
鑫邦源特鋼(合肥市分公司)已榮獲 “高新技術企業”、“工業企業質量標桿”、“安徽合肥質量獎”、“安徽合肥名牌產品”、安徽合肥“守合同重信用企業”,公司在消化、吸收國內外起重機先進的 精密鋼管設計理念和制造技術的基礎上,全力對 精密鋼管進行改型設計,與國際同類產品接軌,占領市場制高點。



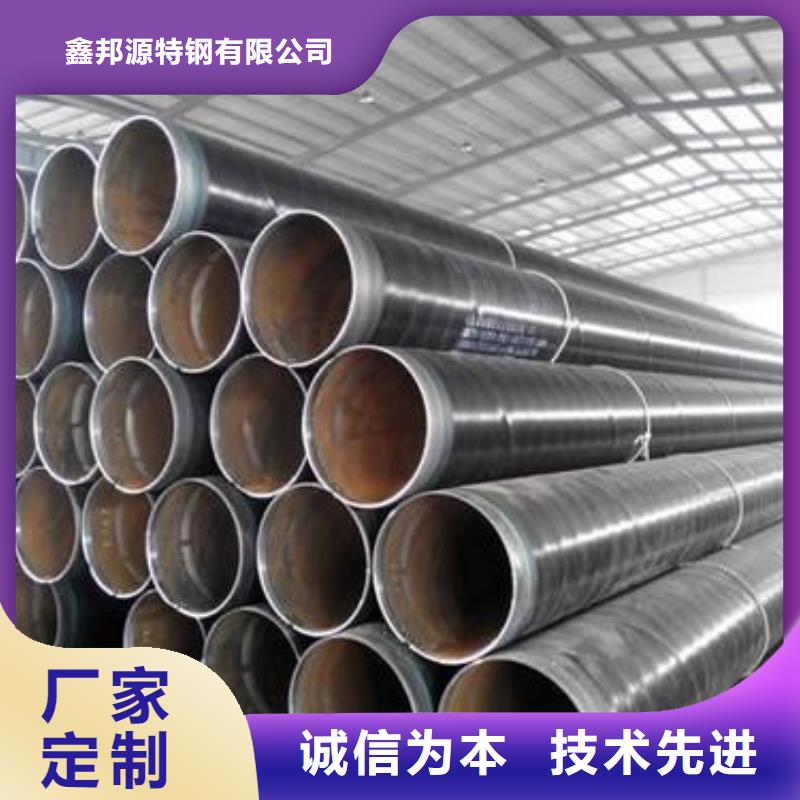
3.保溫管材料的性能與那些因素是息息相關的
保溫管材料是一種保溫材料。其主要功能適用于建筑物之間的保溫和防止接觸面摩擦。為了了解保溫材料的優異性能和優越性,有必要了解其組成或影響保溫材料的因素。據保溫材料生產廠家介紹,保溫材料主要受以下四個因素影響。
保溫管材料的性能與那些因素是息息相關的?
(1) 熱導率:作為保溫材料,熱導率越小越好。根據 標準,保溫材料的導熱系數應小于0.12/m。
(2) 容重:保溫材料的容重(密度)一般應低于600kg/m3。一般情況下,導熱系數和機械強度隨體積密度的降低而降低。
(3) 機械強度:抗壓強度不小于3kg/cm~2,使保溫材料在自身重量和外力作用下不變形或損壞。
(4) 吸水性:保溫材料吸水后,不僅會增加其導熱性,還會加速其對金屬的腐蝕。



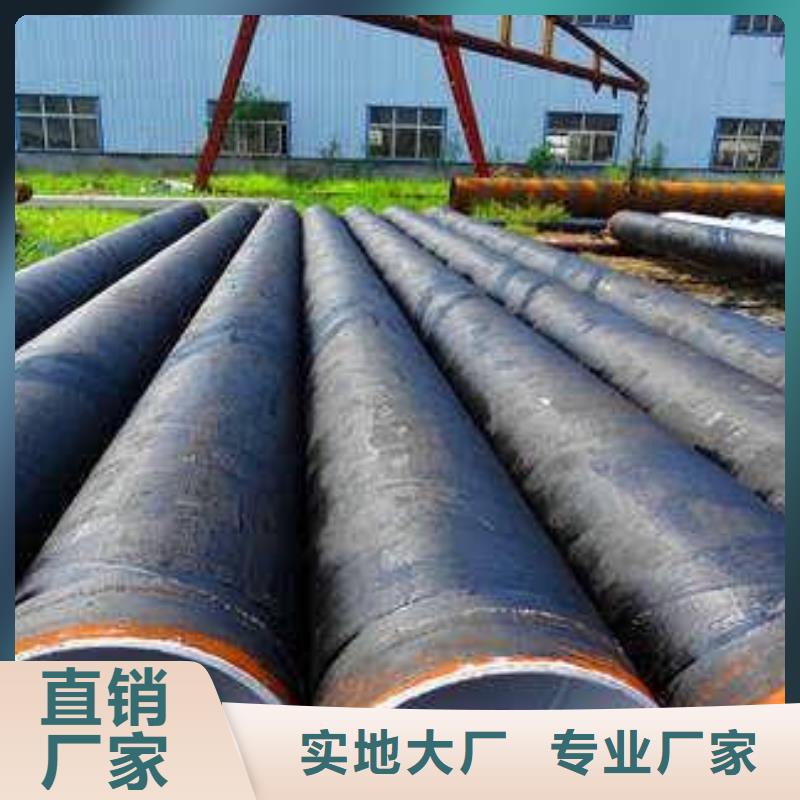
鋼套鋼保溫鋼管輸送油氣要使用
目前在輸送石油、天然氣的過程中,使用了鋼套鋼保溫鋼管,就能夠確保輸送的。但是,鋼套鋼保溫鋼管的運用,并不是那么簡單的。要知道,鋼套鋼保溫鋼管也是有各種材料制成的,而油氣以及其他需要輸送的物質,可能會和其中的某種材質產生化學反應。
一旦產生了化學反應,產生的后果可能是我們無法承受的。所以說,在選擇鋼套鋼保溫鋼管的時候,一定要了解它的不同材質的特性,以及自己需要用鋼套鋼保溫鋼管輸送的物體,與各種材質是否會產生化學反應,這樣才能夠做到使用鋼套鋼保溫鋼管。


防腐管道的焊接和試驗評,焊接性及其試驗評定
1.焊接:通過加熱或加壓,加或不加填充材料,使兩個物體進行原子間的結合形成不可分割的整體的工藝過程。
2.焊接性:指同質材料或異質材料在制造工藝條件下,能夠焊接形成完整接頭并滿足預期使用要求的能力。
3.影響焊接性的四大因素是:材料,設計,工藝及服役環境。
4.評定焊接性的原則主要包括:①評定焊接接頭產生工藝缺陷的傾向,為制定合理焊接工藝提供依據;②評定焊接接頭能否滿足結構使用性能的要求;設計新的焊接試驗方法就符合下述原則:可比性,針對性,再現性和經濟性。
5.碳當量:把鋼中合金元素的含量按相當于若干碳含量折算并疊加起來,作為粗略評定鋼材冷裂紋傾向的參數指標。
6.斜Y型坡口對接裂紋試驗:目的是主要用于鑒定低合金高強鋼 層焊縫和HAZ形成冷裂紋傾向,也可用于擬定焊接工藝。1)試件制備,被焊鋼材板厚δ=9-38mm。對接接頭坡口用機械方法加工,試板兩端各在60mm范圍內施焊拘束焊縫,采用雙面焊。注意防止角變形和未焊透。保證中間待焊試樣焊縫處有2mm間隙。2)試驗條件:試驗焊縫選用的焊條就與母材相匹配,所用焊條應嚴格烘干,焊條直徑4mm,焊接電流(170±10)A,焊接電壓(24±2)V,焊接速度(150±10)mm/min。試驗焊縫可在各種不同溫度下施焊,試驗焊縫只焊一道,不填滿坡口。焊后靜置和自然冷卻24h后截取試樣和進行裂紋檢測。3)檢測與裂紋條率計算。用肉眼或手持5-10倍放大鏡來檢測焊縫和熱影響區的表面和斷面是否有裂紋。一般認為低合金鋼“小鐵研”試驗表面裂紋率小于20%時,一般不產生裂紋。
7.插銷試驗:目的,主要評定鋼材的氫致延遲裂紋傾向,附加其他設備,也可以測定再熱裂紋敏感性和層狀敏感性。1)試件制備,將被焊鋼材加工或圓柱的插銷試棒,沿軋制方向取樣并注明插銷在厚度方向的位置。試棒上端附近有環形或螺形缺口。將插銷試棒插入底板相應的孔中,使帶缺口一端與底板表面平齊。對于環形缺口的插銷試棒,缺口與端面的距離a應使焊道熔深與缺口根部所截平面相切或相交,但缺口根部圓周被熔透的部分不得超過20%。對于低合金鋼,a值在焊接熱輸入為E=15KJ/cm時為2mm。2)試驗過程,按選定的焊接方法和嚴格控制的工藝參數,在底板上熔一層堆焊焊道,焊道中心線通過試樣的中心,其熔深應使缺口 位于熱影響區的粗晶區,焊道長度L約100-150mm。施焊時應測定800-500℃的冷卻時值t8/5值,不預熱焊接時,焊后冷卻至100-150℃時加載;焊前預熱時,應在高于預熱溫度50-70℃時加載。載荷應在1min之內且在冷卻至100℃或高于預熱溫度50-70℃之前施加完畢。如有后熱,應在后熱之前加載。當試棒加載時,插銷可能在載荷持續時間內發生斷裂,記下承載時間。



選購防腐鋼管_合金管海量庫存來安徽省合肥市找鑫邦源特鋼(合肥市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:顏經理-【15963170288】,地址:[經濟開發區鋼管城2排5號]。
名片")