

以下是:絎磨管常規貨源充足的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產地 聊城 品牌 九冶 類型 絎磨管 可定制 是 顏色 金屬色 在益陽市赫山區采購絎磨管常規貨源充足請認準九冶管業有限公司(赫山分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:李經理-17768165506,QQ:1958857549,地址:丁塊工業園)。 湖北省,益陽市,赫山區 2020年,赫山區全區實現地區生產總值408.35億元,比上年增長4.0%。
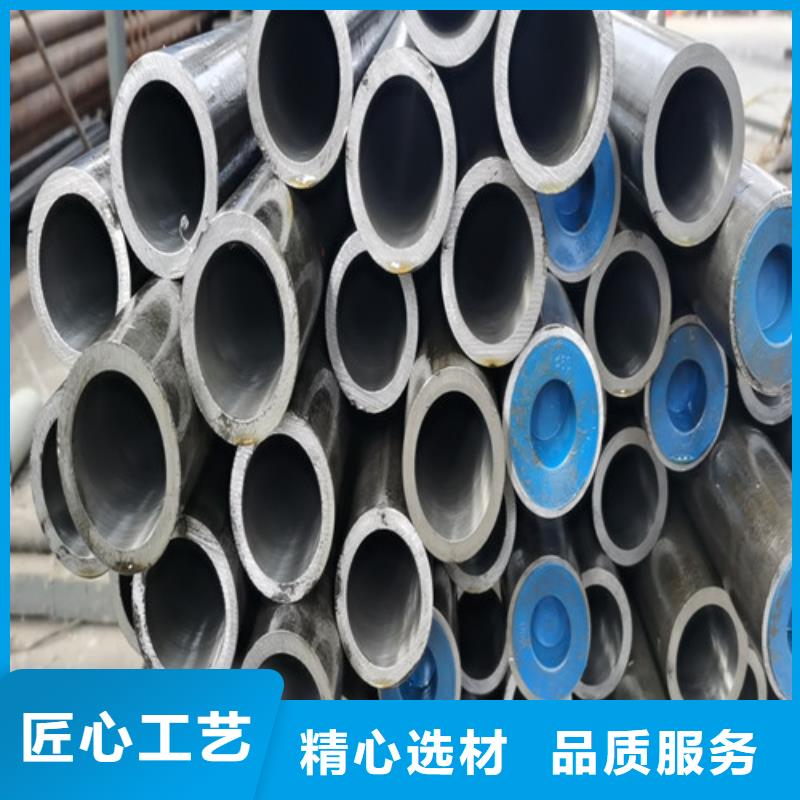
絎磨管常規貨源充足的詳細視頻已經上傳,通過視頻,您可以更深入地了解產品的功能和特點。以下是:絎磨管常規貨源充足的圖文介紹
滾壓后,孔表面粗糙度由幢滾前Ra3.2~6.3um減小為Ra0.4~0.8&um,孔的表面硬度提高約30%,缸筒內表面疲勞強度提高25%。油缸使用壽命若只考慮缸筒影響,提高2~3倍,鏜削滾壓工藝較磨削工藝效率提高3倍左右。以上數據說明,滾壓工藝是的,能大大提高缸筒的表面質量 45#絎磨管油缸經過滾壓后,表面沒有鋒利的微小刃口,長時間的運動摩擦也不會損傷密封圈或密封件,這點在液壓行業特別重要大口徑絎磨管鏜內徑可以保證精度因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。 大口徑絎磨管無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象,絎磨管滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。 大口徑絎磨管其實就是(珩磨管、絎磨管、航磨管、衍磨管、研磨管、油缸管、油缸鋼管)其實各地區叫法名稱不一樣
益陽赫山九冶管業有限公司主要生產各種型號 絎磨管等十幾大系列。幾年來, 絎磨管不斷強化經營管理制度,以科技為先導,以質量求生存,堅持以人為本,科技創新的戰略理念,堅持以質取勝,憑借規范的管理高素質的員工隊伍和較高的質量管理體系及完善的售后服務,為公司的持續發展打下了堅實的基礎。公司聚集了一批具有良好創新能力、新穎知識結構、強列團隊精神的機械、軟件、管理人才,使公司的研發能力、管理水平、服務意識,始終處于較高水平。與時俱進,永創新高。我們采用優質的原材料、嚴格的管理、良好的信譽和盡善的售后服務贏得了廣大用戶的高度贊揚與一致好評。誠信是金。“人無信不立,商無信不遠”,堅持走誠信之路,我們本著“以質量拓市場,以信譽贏客戶”的宗旨,不斷增強自身實力,完善內部機制,時刻參與市場競爭;以更精湛的技術,更優良的服務奉獻給廣大用戶。我們竭誠歡迎廣大客戶前來參觀指導、協商洽談,我們愿與您攜手并進,共續輝煌!
1.加大冷拔變形量
增加冷拔變形道次,加大總變形量,可以達到降低麻點深度,減小珩磨磨削余量的目的。
2.優選熱軋管坯料
冷拔管麻點缺陷均是由熱軋管所引起的,所以,通過選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點缺陷,提高缸筒的成材率。
3.熱軋管內孔缺陷清理
。
質量是產品的前提,只有質量好了,才是服務客戶的根本,所以,對液壓油缸管 表面的缺陷進行完美的修復,是我們對客戶的大承諾 45#絎磨管在淬火后加高溫回火是調質 調質處理是熱處理的一種工藝,是指絎磨管在淬火后加高溫回火.目的是使45#絎磨管調質后的零件具有優良的綜合機械性能.關于調制處理工藝的加溫時間保溫時間冷卻速度冷卻介質等,要看具體的材料,具體零件的技術要求來決定。耐磨鑄鐵、合金鑄鐵由于鑄件壁厚不均勻,在加熱,冷卻及相變過程中,會產生效應力和組織應力。另外大型零件在機加工之后其內部也易殘存應力,所有這些內應力都必須。去應力退火通常的加熱溫度為500~550℃保溫時間為2~8h,然后爐冷(灰口鐵)或空冷(球鐵)。采用這種工藝可鑄件內應力的90~95%,但鑄鐵組織不發生變化。若溫度超過550℃或保溫時間過長,反而會引起石墨化,使鑄件強度和硬度降低。
如何控制無縫鋼管的內表面缺陷:
1、除氧化物劑
氧化物要求在芯棒預穿時處于熔融狀態。其力度等嚴格要求。
1)除氧化物劑粉末粒度一般要求在16目左右。
2)除氧化物劑中硬脂酸鈉的含量要達到12%以上,以使其能在毛管內腔中充分燃燒。
3)根據毛管內表面面積確定除氧化物劑的噴吹量,一般為1.5-2.0g/dm2,不同直徑、長度的毛管噴吹得除氧化物劑量是不同的。
2、噴吹工藝參數
1)噴吹壓力應與毛管直徑、長度相配合,既保證吹掃有力,燃燒充分,又不能有未完全燃燒的除氧化物劑被氣流從毛管內吹走。
2)吹掃時間應根據毛管直接、長度進行調節,以毛管內沒有懸浮的金屬氧化物再被吹出為標準。
3)噴嘴高度應根據毛管直徑進行調節,以保證對中良好。每個班次要清理一次噴嘴,長時間停機要拆下噴嘴進行清洗。為保證除氧化物劑在毛管內壁均勻吹掃,在噴吹除氧化物劑工位使用選裝裝置,并配以旋轉氣壓。
3、芯棒潤滑
芯棒潤滑效果不好或芯棒潤滑劑溫度過低,會產生內結疤。為了提高芯棒溫度,可采取只一次冷卻水冷卻的辦法。生產過程中需要嚴格控制芯棒的溫度,保證噴涂潤滑劑前芯棒表面溫度在80-120℃,芯棒溫度不能長時間高于120℃,以保證預穿前其表面的潤滑劑干燥并致密,操作工應經常檢查芯棒潤滑狀況。
今年在益陽市赫山區購買絎磨管常規貨源充足有了新選擇,九冶管業有限公司(赫山分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的絎磨管常規貨源充足產品。如需購買或咨詢,請隨時聯系我們,聯系人:李經理-17768165506,QQ:1958857549,地址:丁塊工業園。











