

以下是:益陽市赫山區#螺旋鋼管#-歡迎您的產品參數【全通】持續拓展產品矩陣,現有南縣螺旋鋼管符合行業標準、沅江螺旋鋼管快捷的物流配送、桃江螺旋鋼管設計制造銷售服務一體、安化螺旋鋼管經久耐用等,滿足不同場景需求。#螺旋鋼管#-歡迎您,全通管道(益陽市赫山區分公司)專業從事#螺旋鋼管#-歡迎您,聯系人:王總,電話:【0317-6309859】、【13932771377】,以下是#螺旋鋼管#-歡迎您的詳細頁面。 湖北省,益陽市,赫山區 赫山區,隸屬于湖南省益陽市,位于湘中偏北,地處洞庭湖畔,東鄰湘陰、望城,南界寧鄉,西接桃江,北臨資水。區境西南為雪峰山余脈,點碧云峰海拔502米;中部地面起伏平緩,丘崗與平原相間;東北部為濱湖平原,平坦開闊,耕地連片,土壤肥沃,為全區主要農產品基地。區域總面積1279平方公里,轄12個鄉鎮4個街道及1個工業園。根據第七次人口普查數據,截至2020年11月1日零時,赫山區常住人口為889068人。
想要知道#螺旋鋼管#-歡迎您產品如何?看視頻就知道!看視頻,選產品更明智!
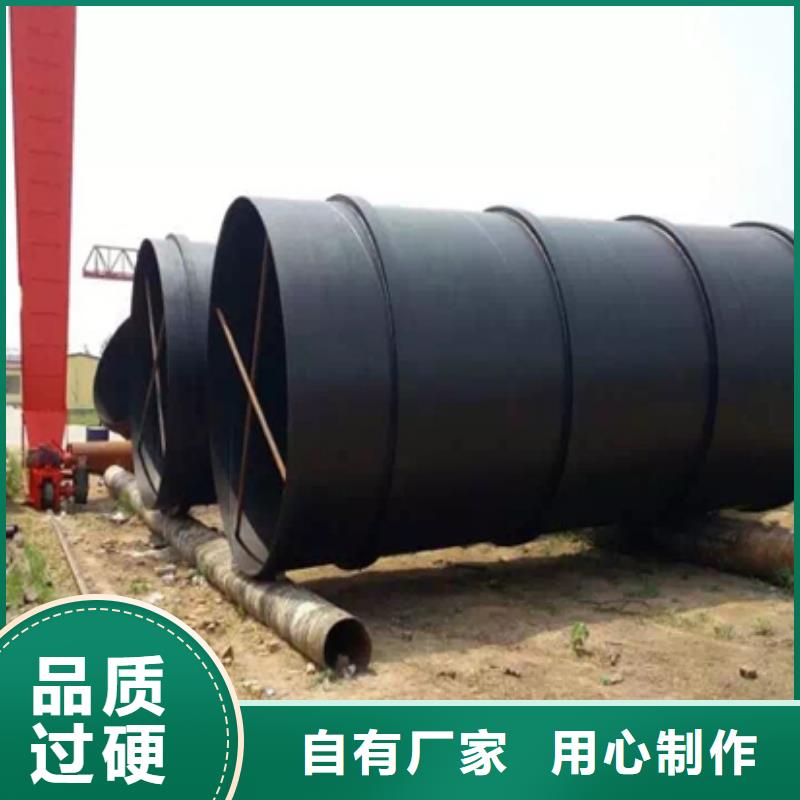
以下是:益陽赫山#螺旋鋼管#-歡迎您的圖文介紹
焊接性指金屬材料對焊接加工的適應性。主要指在一定的焊接工藝條件下,獲得優質焊接接頭的難易程度。20世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷提高,焊接鋼管的品種規格日益增多,并在越來越多的領域代替了無縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。
螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。1.低壓流體輸送用焊接鋼管也稱一般焊管,俗稱黑管。是用于輸送水、煤氣、空氣、油和取暖蒸汽等一般較低壓力流體和其他用途的焊接鋼管。
鋼管接壁厚分為普通鋼管和加厚鋼管;接管端形式分為不帶螺紋鋼管(光管)和帶螺紋鋼管。鋼管的規格用公稱口徑(mm)表示,公稱口徑是內徑的近似值。習慣上常用英寸表示,如11/2等。低壓流體輸送用焊接鋼管除直接用于輸送流體外,還大量用作低壓流體輸送用鍍鋅焊接鋼管的原管。2.低壓流體輸送用鍍鋅焊接鋼管也稱鍍鋅電焊鋼管,俗稱白管。是用于輸送水、煤氣、空氣油及取暖蒸汽、暖水等一般較低壓力流體或其他用途的熱浸鍍鋅焊接(爐焊或電焊)鋼管。鋼管接壁厚分為普通鍍鋅鋼管和加厚鍍鋅鋼管;接管端形式分為不帶螺紋鍍鋅鋼管和帶螺紋鍍鋅鋼管。鋼管的規格用公稱口徑(mm)表示,公稱口徑是內徑的近似值。習慣上常用英寸表示,如11/2等。3.普通碳素鋼電線套管是工業與民用建筑、安裝機器設備等電氣安裝工程中用于保護電線的鋼管。
Q235B螺旋鋼管熱處理的方法首先技術模具布局設計要合理,厚薄不要太懸殊,形狀要對稱,關于變形較大模具要把握變形規則,預留加工余量,關于大型、精細雜亂模具可選用組合布局。對一些精細雜亂的模具可選用預先熱處理、時效熱處理、調質氮化熱處理來操控模具的精度。在修補模具砂眼、氣孔、磨損等缺點時,選用冷焊機等熱影響小的修復設備以避免修補過程中變形的發生。
Q235B螺旋鋼管廠家隊精細雜亂模具要進行預先熱處理,機械加工過程中發生的剩余應力。對精細雜亂模具,在條件答應的情況下,盡量選用真空加熱淬火和淬火后的深冷處理。在包管模具硬度的前提下,盡量選用預冷、分級冷卻淬火或溫淬火工藝。合理選用材料。對精細雜亂模具應挑選原料好的微變形模具鋼,對碳化物偏析嚴峻的模具鋼應進行合理鑄造并進行調質熱處理,對較大和無法鑄造模具鋼可進行固溶雙細化熱處理。合理挑選加熱溫度,操控加熱速度,關于精細雜亂模具可采納緩慢加熱、預熱和其他均衡加熱的辦法來削減模具熱處理變形。螺旋鋼管退磁一般選用的是直流退磁線圈,將退磁線圈加在磁粉探傷機之后,但退磁效果并不能使客戶滿意,問題在于直流退磁場只是產生反向半周磁場,只能讓大口徑螺旋鋼管如何退磁內部剩磁反向部分抵消,對外表現的剩磁停留在所需的范圍內,所以效果不很穩定。
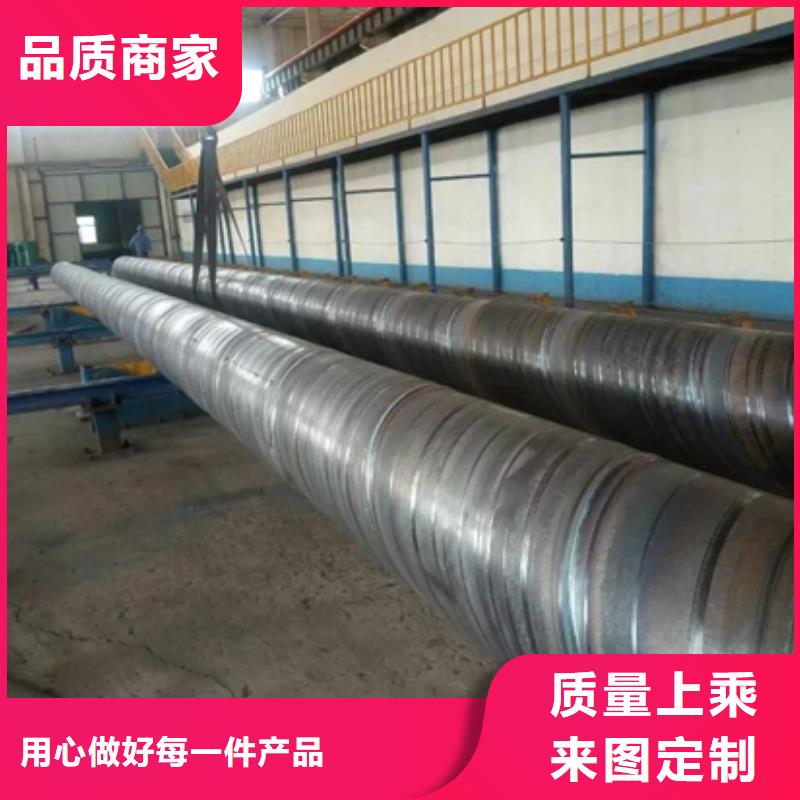
益陽赫山全通管道有限公司生產銷售 螺旋鋼管,產品具有外表美觀、價格低廉、結實耐用等特點。 本公司以科學的生產工藝、嚴格的質量管理、先進的服務理念、合理的銷售價格,贏得了國內外廣大客戶的信賴。 締造精品、履行承諾、不斷改進、追求完美”的質量方針和“忠誠營銷、共創輝煌”的營銷理念一直以來是我廠的經營理念和立足之本,我們將以優良的品質,優惠的價位,向您提供優質的服務。歡迎新老客戶來參觀指導或來電、來函洽淡業務。
螺旋鋼管若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。污水排放用Q235B螺旋鋼管系統體制主要有兩種,一種為合流體制,一種為分流體制。合流體制是在同一管道內對生活污水、工業廢水和降水進行排除的排水系統。
合流體制一般分為直排式合流、截流式合流和全處理合流,降水量小或水體水質要求較高時,會用到全處理合流,將生活、工業廢水和降水全部送到污水廠進行處理并排放。這種合流制處理方式雖對環境和水質影響小,但是其截留管徑相對較大,對污水廠的規模和投資要求也較大;分流制則是用同一套或多套管道系統來排除生活污水和工業廢水,用另外一套管道系統專門排除雨水,也就是將污水和雨水分開處理。
這兩種管道排水系統排水方式各有利弊,在未來管道排水系統研究上,還需要結合實際和采用切實可行的計算方法,對管道排水系統進行的計算,來更好的排放和處理污水和雨水。在進行焊接的時候,堆積的焊劑的厚度應該在二十五到四十五之間,還有在進行使用的時候應該注意,焊劑的顆粒度大、密度小的在進行堆積的時候應該要取大值,要是反之的話,應該取小值。
排水專用Q235B螺旋鋼管焊接區易產生的缺陷有氣孔、熱裂紋、和咬邊等現象:螺旋焊接鋼管焊縫氣孔不僅影響管道焊縫致密性,造成管道泄漏,而且會成為腐蝕的誘發點,嚴重降低焊縫強度和韌性。焊縫產生氣孔的因素有:焊劑中的水分、污物、氧化皮和鐵屑,焊接的成份及覆蓋厚度,鋼板的表面質量以及鋼板邊板處理,焊接工藝及鋼管成型工藝等。
焊劑成分。焊接含有適量的CaF2和SiO2時,會反應吸收大量的H2,生成穩定性很高且不溶于液態金屬的HF,從而可以防止氫氣孔的形成。氣泡。氣泡多發生在焊道中央,其主要原因是氫氣依舊以氣泡的形式隱藏在焊縫金屬內部,所以,這種缺陷的措施是首先必須焊絲和焊縫的銹、油、水分及濕氣等物質,其次是必須很好地烘干焊劑除去濕氣。
此外,加大電流、降低焊接速度、減慢熔化金屬的凝固速度也是很有效的。焊劑的堆積厚度一般為25-45mm,焊劑顆粒度大、密度小時堆積厚度取值,反之取小值;大電流、低焊速堆積厚度取值,反之取小值,此外,夏天或空氣濕度大時,回收的焊劑應烘干后再使用。硫裂(硫引起的裂紋)。焊接硫偏析帶很強的板材(特別是軟沸騰鋼)時硫偏析帶中的硫化物進入焊縫金屬而產生的裂紋。
#螺旋鋼管#-歡迎您,全通管道(益陽市赫山區分公司)為您提供#螺旋鋼管#-歡迎您產品案例,聯系人:王總,電話:【0317-6309859】、【13932771377】。














