| 產品參數 | |
|---|---|
| 產品價格 | 26000 |
| 發貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 產品規格 | JMRLJ-3000 |
| 發貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3.5t |
| 質保時間 | 一年 |
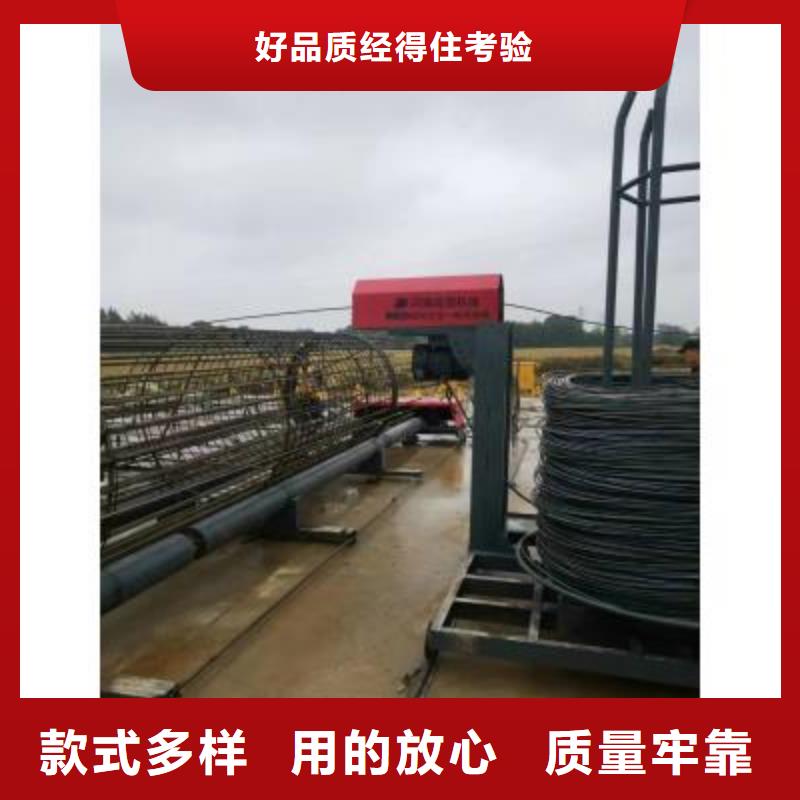
| 設備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |
黑龍江鋼筋籠繞絲機庫存充足選河南建貿
鉆孔樁所使用的柱狀鋼筋籠由主筋和箍筋焊接或綁扎而成, 鋼筋直徑比較大,目前國內鉆孔灌注樁鋼筋籠成型工藝多采用長線放樣、人工成型的施工工藝,該施工工藝機械化率低,成型質量不穩定,耗用大量人工。我項目樁基鋼筋采用剝肋滾絲直螺紋連接, 該連接工藝質量穩定、可控性較好,但對鋼筋籠成型精度要求比較高,人工成型的鋼筋籠對接比較困難。 我項目根據實際情況采用鋼筋籠滾焊機生產樁基鋼筋籠,即樁基鋼筋籠整體成型工藝。
鋼筋籠繞筋機設備特點
1 加工速度快: 20 米鋼筋籠成型耗時 90分鐘左右,工作效率非常高。
2 加工質量穩定可靠:由于采用的是機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產品質量完全達到規范要求。
黑龍江鋼筋籠繞絲機庫存充足選河南建貿
切割時要保證斷料的長度準確性直徑12mm以下的可用人工切割;直徑40mm以下的鋼筋可用機械切割。
控制誤差應根據圖紙和配料單所表示的規格、尺寸控制在規定范圍之內。鋼筋籠繞筋機
5.鋼筋籠焊接制作
施焊前,鋼筋的裝配與定位應符合下列要求:
首先采用幫條焊時間隙應為2.5mm;采用搭接焊應保證兩鋼筋的軸線在同一直線上,不得錯開搭接焊;幫條與主筋之間用四點定位焊固定,搭接焊時兩點固定,定位焊縫應離幫條或搭接端部20mm以上。
施焊時引弧應在幫條或搭接鋼筋的一端開始,收弧應在幫條或搭接鋼筋端頭上,弧坑應填滿。多層施焊時, 層焊縫應有足夠的熔深。主焊縫與定位焊縫,特別是在定位焊縫的始終端,應熔合良好。

黑龍江鋼筋籠繞絲機庫存充足選河南建貿
鋼筋籠滾焊機的使用代替了原有的傳統手工,并且為我國橋梁和高鐵的加工制作提供了極大的好處,為了讓我們更加熟悉這種設備,下述就
讓你們來看看有關于它的工作原理和亮點說明。
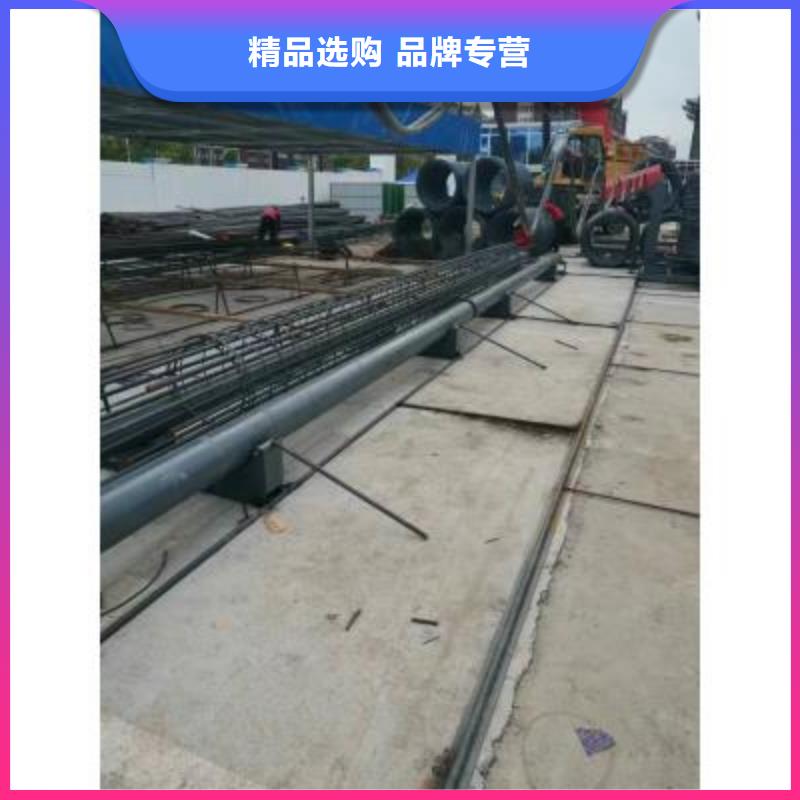
@根據施工要求,鋼筋籠的主筋通過人工穿過固定旋轉盤相應模板圓孔至移動旋轉盤的相應孔中進行
固定,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定旋轉盤及移動旋轉盤轉動把繞筋纏
,繞在主筋上(移動盤是一邊旋轉一邊后移) 同時進行焊接,從而形成產品鋼筋籠--這就是鉆孔灌
B注樁鋼筋籠滾焊機即“鋼筋籠繞筋機“的工作原理。5)設備到達現場后 接到買方通知3天內派人現場進行指導安裝5日內調試完畢試生產買賣雙方共同協商制定詳細的試生產方案賣方跟蹤調試至完全生產要求試生產7日內達到預期目標并簽署驗收報告;

黑龍江鋼筋籠繞絲機庫存充足選河南建貿
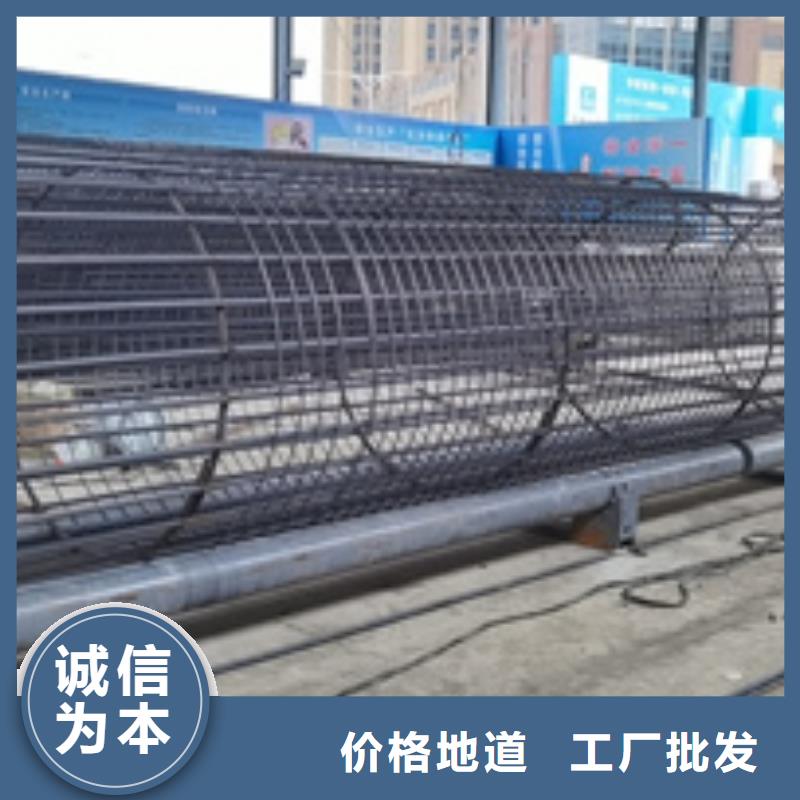
在各類建筑施工工程中,鋼筋加工是一個尤其重要的環節,在橋梁施工中,鋼筋籠的加工是基礎建設的重要環節。在過去傳統的各類建筑施工工程中,鋼筋籠一般都是采用手工軋制或手工焊接的方式,除了效率低下之外,主要的缺點是制作的鋼筋籠質量極其差,設備尺寸不規范,影響到工程建設工期的延長及質量不合格。鋼筋加工主要包括鋼筋的剪切、矯直、強化冷拉延伸、彎曲成型、滾焊成型、鋼筋的連接、焊接鋼筋網等一系列過程。黑龍江鋼筋籠繞筋機的作用就是將這些設備有機的結合在一起,使得鋼筋籠的加工基本上實現機械化和自動化,減少了各個環節間的工藝時間和配合偏差,大大提高了鋼筋籠成型的質量和效率,為鋼筋籠的集中制作、統一配送提供了奠定了良好的技術和物質基礎。同時,新型鋼筋籠成型機的使用將大大的減輕操作人員的勞動強度,為施工單位創造良好的經濟效益和社會效益。鋼筋籠成型機的使用,開創了鋼筋籠加工的新局面,是今后鋼筋籠加工的發展方向。
 黑龍江鋼筋籠繞絲機庫存充足選河南建貿
<黑龍江>建貿機械設備有限公司
黑龍江鋼筋籠繞絲機庫存充足選河南建貿
<黑龍江>建貿機械設備有限公司
黑龍江鋼筋籠繞絲機庫存充足選河南建貿
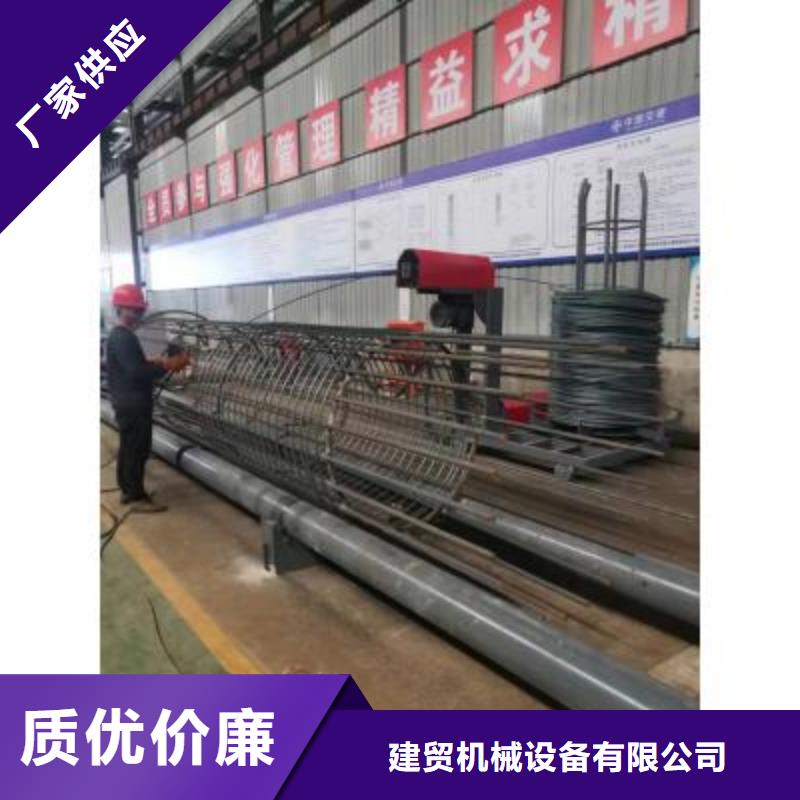
二、黑龍江鋼筋籠繞筋機原理特點1.PLC變頻控制2.繞筋間距.速度無極可調,3.本機參數有自動存儲功能4.可遠距離遙控使用,遠達50米內控制方便5.滾筒采用厚壁無縫鋼管結實耐用耐磨6.調直機底座可升降廣泛用于橋面,房建、房護樁防護,地鐵纏樁基、高鐵樁基、跨海大橋各大樁基繞筋施工用7.放線架采用304圓鋼制作扎實耐用8.本公司產品系同行業中配置沒有后顧之憂三、功能應用主機;含機架、底座、膠輥、傳動系統等。膠輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產線效率。不需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接。
名片")