

以下是:安徽省合肥市華歧鋼塑復合管華歧鋼塑復合管的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 名稱 襯塑復合管 材質 Q235B 執行標準 GB/T28897-2012 長度 6米 范圍 華歧鋼塑復合管華歧鋼塑復合管供應范圍覆蓋安徽省 合肥市 馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市 瑤海區、廬陽區、蜀山區、包河區、長豐縣、肥東縣、肥西縣、廬江縣等區域。 【利達】以匠心打造多元場景產品,涵蓋蚌埠鍍鋅鋼管廠家自營、阜陽鍍鋅鋼管質優價保、巢湖鍍鋅鋼管廠家實力大、蕪湖鍍鋅鋼管實力優品、安慶鍍鋅鋼管一件也發貨、宿州鍍鋅鋼管講信譽保質量、肥西鍍鋅鋼管精工細作品質優良、廬江鍍鋅鋼管生產加工等。今年在安徽省合肥市購買華歧鋼塑復合管華歧鋼塑復合管有了新選擇,利達管道科技(合肥市分公司)tjchgg415-6始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的華歧鋼塑復合管華歧鋼塑復合管產品。如需購買或咨詢,請隨時聯系我們,聯系人:賈經理,地址:天津西青區中北鎮萬卉路南段西側華亭麗園三區31-2-802-1。 安徽省,合肥市 合肥地域是中華文明的重要發祥地之一,因東淝河與南淝河均發源于此而得名。在3000余年的建城史中,有2100余年的縣治、1400余年的府治歷史,數為州郡治所。1945年9月,安徽省省會遷駐合肥。1949年2月,設立合肥市。1952年,安徽復省,合肥市成為新中國安徽省省會。合肥市是江淮地區重要的行政中心、商埠和軍事重鎮,素有“淮右襟喉、江南唇齒”“江淮首郡、吳楚要沖”“三國故地、包拯故里、淮軍搖籃”之稱。
以下是我們上傳的華歧鋼塑復合管華歧鋼塑復合管實拍視頻,您可以點擊觀看。以下是:安徽合肥華歧鋼塑復合管華歧鋼塑復合管的圖文介紹
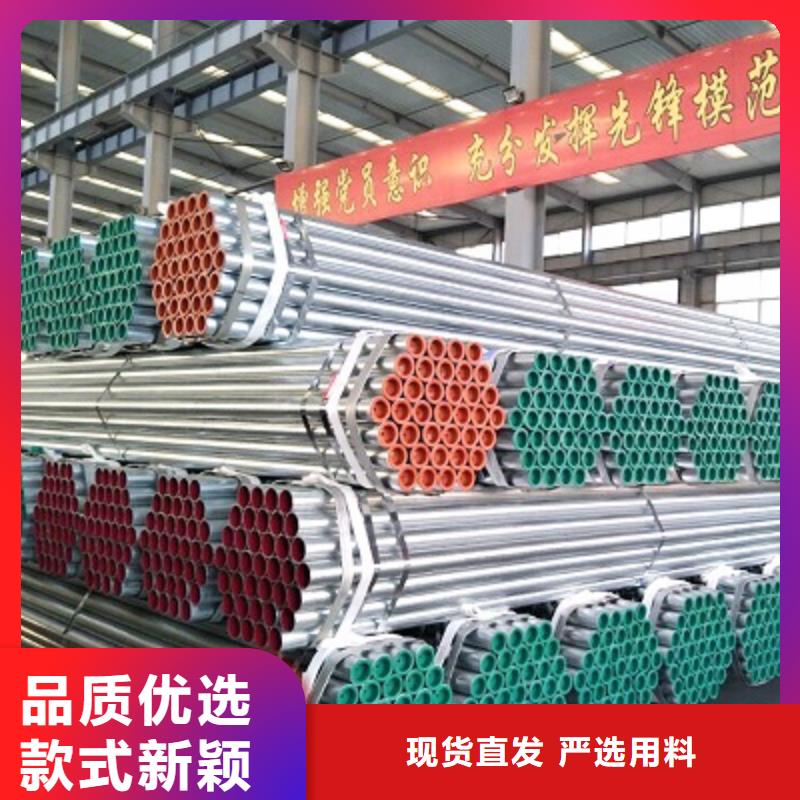
襯塑鋼管,以普通碳鋼為基體,在熱塑性復合材料的冷或滾塑成型具有優良的化學穩定性,它既有機械性能和耐腐蝕性能的鋼管、塑料管、腐蝕和結垢的特點,沒有微生物的增長,酸、堿、鹽運、理想氣體管道腐蝕介質。
塑料內襯鋼管應用范圍:
化工:酸、堿、鹽制造、化肥、化工、橡膠、塑料等行業輸送腐蝕性氣體和液體和固體粉末的工藝管和排料管。
動力工程:工藝水輸送、回水、廢渣、粉煤灰輸送。
礦業:紙漿,爐渣,爐渣,尾礦排放,回填,通風,氣體噴射和噴射混凝土。油田廢水、污水氣體、油氣混合物、采油工藝管道輸送。
市行業:供水,建立城市飲用水、消防用水、熱水、煤氣、天然氣輸送、公路地下排水和綠化帶的灌溉渠道。
新型襯塑復合鋼管,包括基管和內襯塑料管。所述的基管為鋼管;所述的鋼管外壁設置有防腐層;所述的內襯塑料管由內至外依次為抗菌層、主體層和保溫層。鋼管作為塑料管材的外壁,不僅能防止塑料過早被氧化,而且還能防止塑料被外界作用損傷;鋼管外壁涂有防腐層,可防止鋼管由于長時間暴露而被腐蝕;保溫層為聚氨酯發泡塑料層,能隔絕被包覆的主體層熱量的散發和外界冰凍的侵蝕;抗菌層具有對水流中的細菌、霉菌等微生物能有效地抑菌或殺菌功能。本發明的技術方案結構簡單,制造方便,具有防腐、保溫、阻氧、抗菌的功能,可廣泛應用于工業和民用住宅建筑的給水管道系統。
主權利要求: 1.一種新型襯塑復合鋼管,其特征在于,包括:基管和內襯塑料管。所述的基管為鋼管;所述的鋼管外壁設置有防腐層;所述的內襯塑料管由內至外依次為抗菌層、主體層和保溫層。
天津利達襯塑鋼管市場成交,生產銷售利達鋼管,襯塑鋼管,襯塑復合管,
常年銷售:無縫鋼管,不銹鋼管,合金管,圓鋼,鋼板,4分-10寸鍍鋅管,高頻焊管,熱鍍鋅管
,冷鍍鋅管,熱鍍鋅帶管,直縫焊管,熱鍍鋅鋼管,牛頭焊管,天津焊管,天津高頻焊管,螺旋鋼管,架子管,農
業大棚管蔬菜大棚管,大棚鍍鋅管,溫室大棚管,熱擴鋼管,去焊筋焊管,穿線管,方矩管,托輥專用管,石油套
管:產品主要供應國內石油、化工、電力、鍋爐、機械加工等行業,還用于流體輸送、燃氣、供熱、工程建設、橋
梁、建筑、鋁廠初建等,也是消防、地質鉆探、船舶器材等。我公司專業生產加工磨筋管、熱擴管、長期經營,焊
管、熱鍍鋅管,冷熱鍍鋅,無縫鋼管,無縫管,螺旋管,帶鋼,型鋼閥門建材等。我公司與邯鋼,承鋼,唐鋼,邢
臺德龍,唐山國豐,天鋼,建立了長期購銷關系,為進一步公司的整體素質,與國際市場接軌,我公司一定要
嚴格質量,生產客戶滿意產品,做好服務客戶公仆。
安徽合肥利達管道科技有限公司是一家從事 鍍鋅鋼管的公司。公司庫存充足,可隨到隨提,規格齊全,價格合理,信譽度高。本公司自成立以來,一直秉持“誠信經營,客戶為上,精益求精”的發展理念,以始終如一的服務質量和值得信賴的企業信譽,獲得國內外客戶及合作伙伴的廣泛認可。本公司主要經營 鍍鋅鋼管等各種產品。本公司合作項目廣泛,同時我們的產品具有嚴格的質量保證。我們始終保持著穩健的步伐不斷前行,真誠地希望與您攜手共創輝煌,歡迎您的光臨。
利達管道科技(合肥市分公司)【】在安徽省合肥市本地專業從事華歧鋼塑復合管華歧鋼塑復合管,價格低,發貨快,效果好 (安徽省 合肥市 馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市 瑤海區、廬陽區、蜀山區、包河區、長豐縣、肥東縣、肥西縣、廬江縣)可送貨上門。










