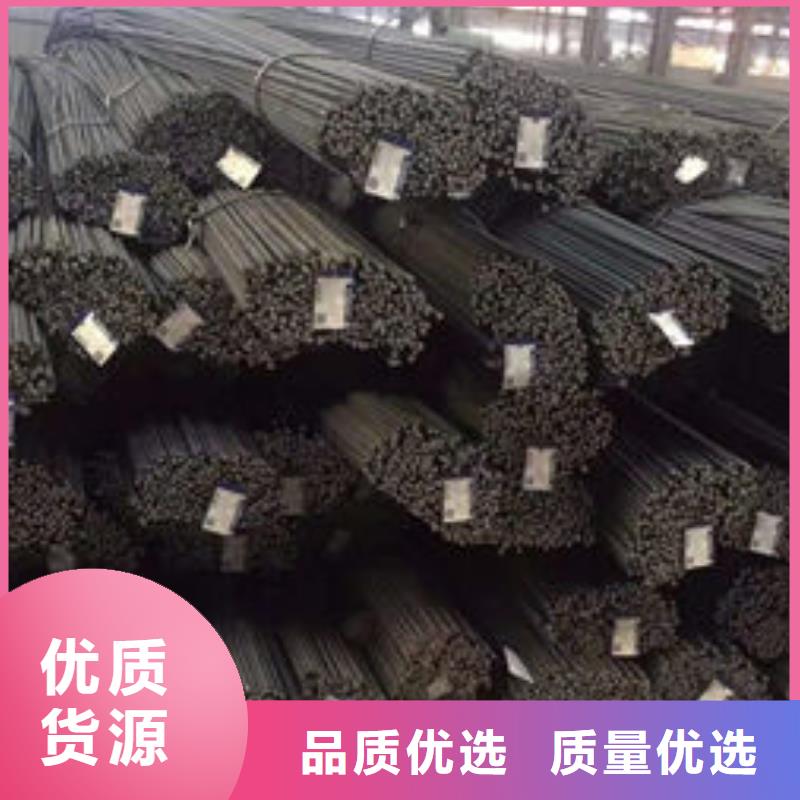
以下是:廣西省河池市Q355GNH鋼板全國發貨的產品參數
想要真正了解Q355GNH鋼板全國發貨產品的魅力嗎?這個視頻將以其無與倫比的視聽效果,讓您仿佛置身于產品的核心之中,感受其獨特的魅力。
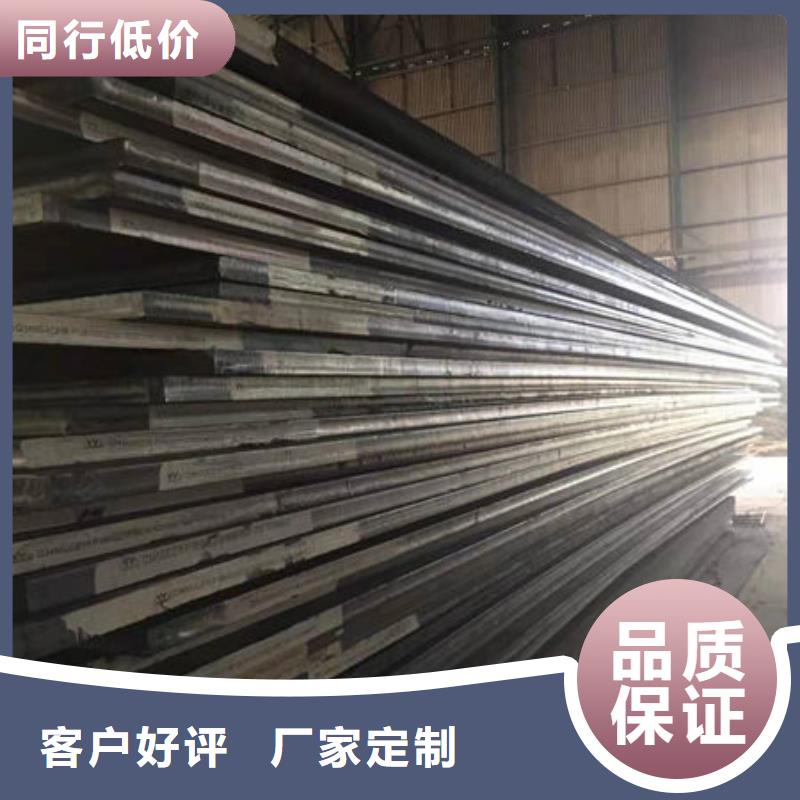
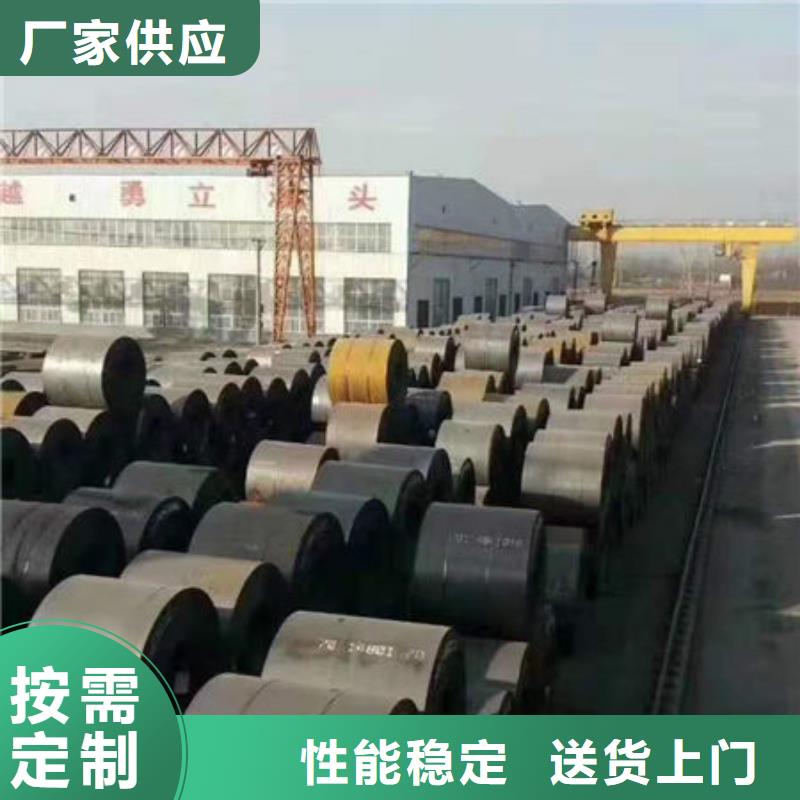
以下是:廣西河池Q355GNH鋼板全國發貨的圖文介紹


隨著焊速的,熔深和熔寬減小。焊接速度過高有可能產生咬邊。焊絲伸出長度:焊絲的伸出長度越長,焊絲的電阻熱越大,焊絲的熔化速度越快。焊絲伸出長度一般為13-25mm,視焊絲直徑等條件而定。焊絲伸出長度過長,會導致電弧電壓下降,熔敷金屬過多,焊縫成型不良,熔深小,電弧不;焊絲伸出長度過短,電弧易燒導電嘴,且金屬飛濺易塞噴嘴。 焊絲位置:焊絲軸線相對于焊縫中心線的角度和位置會影響焊道的形狀和熔深。當其他條件不變,焊絲由垂直位置變為后向焊法時,熔深增加,而焊道變窄且余高增大,電弧,飛濺小。焊接位置:射流過渡可適用于平焊、立焊、仰焊位置。 平焊時,耐磨襯板相對于水平面的斜度對焊縫成型、熔深和焊接速度有影響。若采用下坡焊,焊縫余高減小,熔深減小,焊接速度可以,有利于焊接薄的耐磨襯板;若采用上坡焊,重力使焊接金屬后流,熔深和余高增加,而熔寬減小。 短路過渡焊接可用于薄耐磨襯板的平焊和全位置焊。氣體流量:保護氣體從噴嘴可有兩種情況,較厚的層流或接近于紊流的較薄層硫。前者有較大的有效保護范圍和較好的保護作用。因此,為了得到層流的保護氣流,加強保護效果,需采用結構設計合理的焊和合適的氣體流量,氣體流量過大或過小皆會造成紊流。



融拓金屬材料(河池市分公司)始終以質量求生存、以質量求信譽、以質量求發展、以質量求效益,我們深知 精密無縫鋼管產品質量的優劣對于一個企業的重要性,為此我們嚴格按照標準組織生產,從原材料進廠開始,對生產環節中各工序進行了質量跟蹤把關,保證出廠的每件 精密無縫鋼管產品合格,通過管理評審、內部質量審核,過程控制以及采取糾正與措施的自我完善機制,促進企業質量管理體系不斷完善,使企業質量保證能力不斷加強, 精密無縫鋼管產品質量水平逐步提高,一年一個新臺階。

焊劑應具有良好的焊接工藝性能在規定的參數下進行焊接,焊接雙金屬耐磨板的過程中應保證電弧燃燒,熔合良好,過渡平滑,焊縫成形好,脫渣容易。焊劑應具有較低的含水量和良好的抗潮性出廠焊劑中含水質量分數不得大于0.28%。 焊劑在溫度250℃、相對濕度70%的環境條件下,放置24h,吸潮率不應大于0.15%。控制焊劑中機械夾雜物焊劑中碳粒、鐵屑、原料顆粒及其他夾雜物的質量分數不應大于0.35%,其中碳粒與鐵合金凝珠的質量分數不應大于0.28%。 焊劑應有較低的硫、磷含量焊劑中硫、磷的質量分數一般為S0.066%,P0.085%。焊劑應有一定的顆粒度焊劑的粒度一般分為兩種,一種是普通粒度,為5-0.45mm(8-40目);另一種是細粒度,為18-0.28mm(14-60目)。 組織與性能特點Cr13型和馬氏體耐磨襯板,一般經調質熱處理,金相組織為馬氏體,隨回火溫度的不同,馬氏體的強度、硬度及塑性可在較大范圍內,以滿足不同使用性能的要求。對于低碳、超低碳馬氏體耐磨襯板以及超級馬氏體耐磨襯板,經淬火和一次回火或二次回處理后,金相組織為低碳馬氏體+逆變奧氏體復合相同組織。


Q355GNH鋼板全國發貨,融拓金屬材料(河池市分公司)為您提供Q355GNH鋼板全國發貨產品案例,聯系人:張經理,電話:【13256608669】、【13256608669】。
名片")