
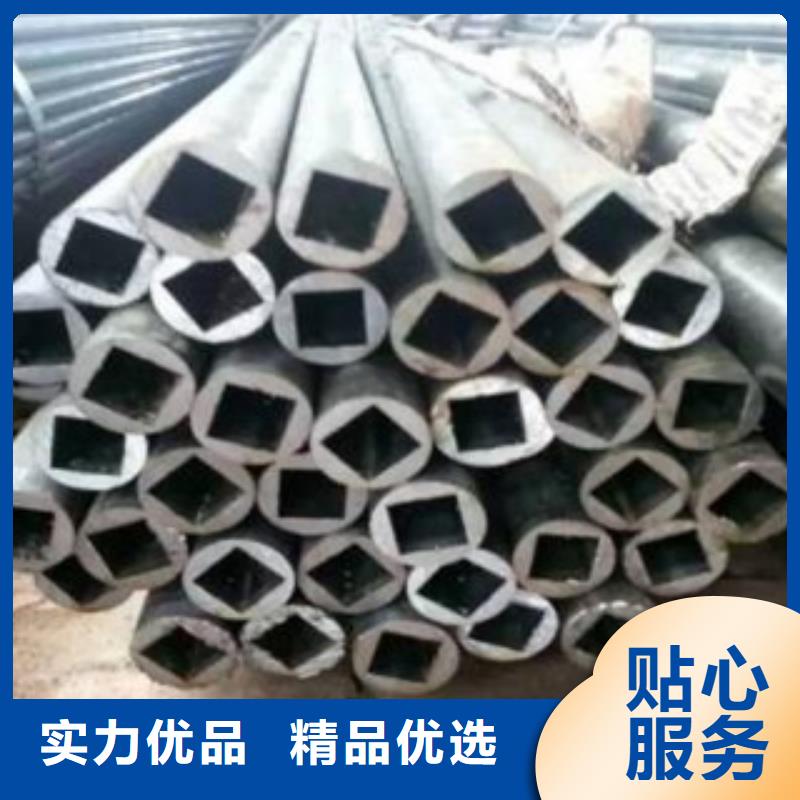
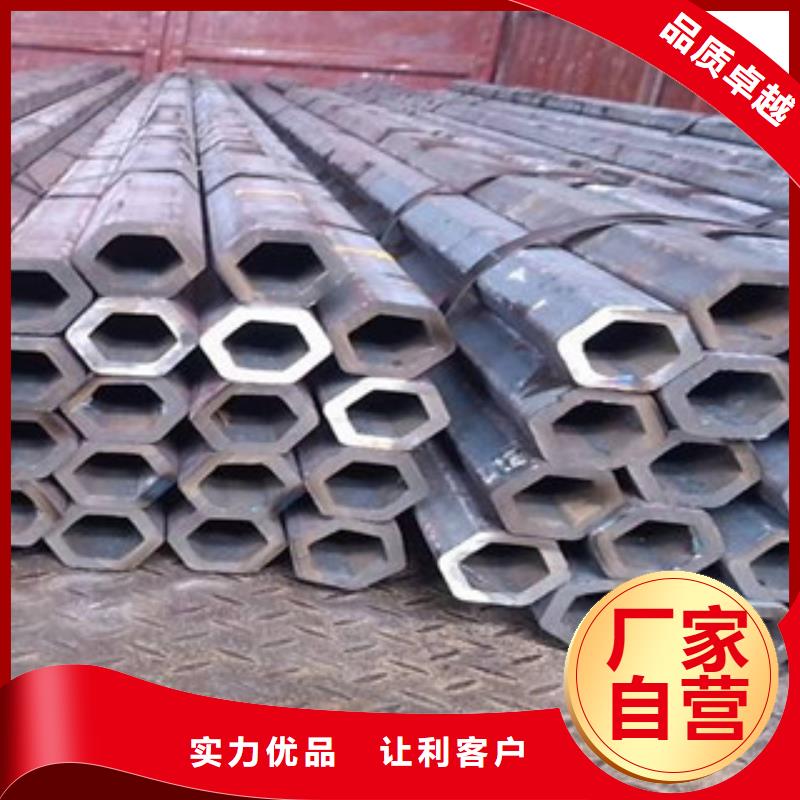
以下是:太原市古交市優惠的異型管批發商的產品參數【千鶴】為客戶提供多樣化產品,包括小店精密管廠家工藝先進、婁煩精密管專業供貨品質管控、尖草坪精密管值得信賴、杏花嶺精密管自主研發、晉源精密管歡迎來廠考察、清徐精密管經銷商等,適配多元場景需求。優惠的異型管批發商,千鶴鋼管(太原市古交市分公司)專業從事優惠的異型管批發商,聯系人:賀經理,電話:【18864897226】、【18864897226】,以下是優惠的異型管批發商的詳細頁面。 山西省,太原市,古交市 古交市主要景點有紅豆山莊、古交千佛寺、晉綏八分區舊址等。2021年7月15日,古交市入選“第四批節水型社會建設達標縣(區)名單”。2022年12月19日,古交市入選“2021年度省級平安縣(市、區)”名單。
準備好領略優惠的異型管批發商產品的風采了嗎?我們的視頻將帶您領略產品的每一個細節,從外觀到內在,從功能到性能,讓您了解它的獨特之處。以下是:太原古交優惠的異型管批發商的圖文介紹
要異型管焊縫氣孔的產生,我們建議采取以下措施:(一)焊劑厚度,焊劑的聚集厚度通常為25-45mm,焊劑顆粒度大、密度小時聚集厚度取大值,反之取小值。大電流、低焊速聚集厚度取大值,反之取小值。另外高溫天氣或周圍濕度大時,使用的焊劑應烘干后再利用;(二)鋼板板邊處置,鋼板板邊應設置鐵銹和毛刺掃除裝置,以避免產生氣孔的可能。掃除裝置的位置好安置在銑邊機和圓盤剪后,裝置的布局是一邊2個上下位置可調解間隙的自動鋼絲輪,上下壓緊板邊;(三)減小次級磁場,為了避免磁偏吹的影響,應使工件上焊接電纜的毗連位置盡可能遠離焊接終端,防止焊接電纜在異型管上發生次級磁場;(四)元素參與,焊接含有適量的CaF2和SiO2時,會反向吸取大量的H2,產生穩固性很高且不溶于液態金屬的HF,從而可以防備氫氣孔的形成;(五)成型工藝,當低落焊接速率或增大電流,從而使得焊縫熔池金屬的結晶速率,以便于氣體逸出,同時要是異型管帶鋼遞送位置不穩固,應實時進行調解,杜絕通過微調前橋或后橋維持成型,造成氣體逸出困難;(六)鋼板外貌處置,為防止開卷矯平脫落的氧化鐵皮等雜物進入成型工序,應設置板面排除裝置;(七)焊縫形貌,異型管焊縫的成型系數過小,焊縫的形狀窄而深,氣體和混合物不容易浮出,易形成氣孔和夾渣。通常焊縫成型系數控制在1.3-1.5,聲測管取大值,薄壁取小值。
太原古交千鶴鋼管有限公司專業從事 精密管為主導的企業。公司整合國內、外先進技術,結合市場實際情況,做到技術不斷、產品不斷更新,成功研發出 精密管系列產品。公司實力雄厚,不僅擁有一支年輕并高素質的研發團隊——學習與創新、挑戰與突破、全力開拓創造z u i優質的產品是我們堅持不懈的使命;而且擁有一支專業及有著資深市場背景的精英管理團隊——憑借多年的品牌運營及管理經驗我們只進不退,自信地走在行業的尖端,公司秉承“遵誠守信”的經營理念在發展中逐步壯大,公司也一如既往的堅持“只有客戶的滿意,才有我們的成功”的方針,以幫助客戶獲取經濟效益和社會效益為已任,旨在通過公司科學、專業、真誠的服務來建立客戶與市場的z u i佳溝通渠道,把客戶有限的資金進行z u i經濟的策劃和設計,讓客戶以z u i低的投資成本,達到z u i佳收益的目的。
如何有效的控制異型管中的疤痕?可能很多人都不知道,異型管內也會出現疤痕,那么,這些疤痕是什么?這些疤痕就是一個個像黃豆粒大小不一的坑坑洼洼的小坑,里面會出現灰褐色或灰黑色的異物,那么,我們應該如何來有效的控制異型管中的疤痕?下面來說八種可以有效控制異型管疤痕的方法。(一)除氧化物劑粉末粒度一般要求在16目左右。(二)根據異型管內表面面積確定除氧化物劑的噴吹量,一般為1.5-2.0g/dm2,不同直徑、長度的管材噴吹得除氧化物劑量是不同的。(三)吹掃時間應根據管材直接、長度進行調節,以管材內沒有懸浮的金屬氧化物再被吹出為標準。(四)芯棒潤滑效果不好或芯棒潤滑劑溫度過低,會產生內結疤。為了提高芯棒溫度,可采取一次水冷卻的辦法。(五)除氧化物劑中硬脂酸鈉的含量要達到12%以上,以使其能在異型管內腔中充分燃燒。(六)嚴格控制芯棒的溫度,保證噴涂潤滑劑前芯棒表面溫度在80-120℃,芯棒溫度不能長時間高于120℃,以保證預穿前其表面的潤滑劑干燥并致密,操作工應經常檢查芯棒潤滑狀況。(七)噴嘴高度應根據異型管直徑進行調節,以保證對中良好。每個班次要清理一次噴嘴,長時間停機要拆下噴嘴進行清洗。為保證除氧化物劑在管材內壁均勻吹掃,在噴吹除氧化物劑工位使用選裝裝置,并配以旋轉氣壓。(八)噴吹壓力應與管材直徑、長度相配合,既保證吹掃有力,燃燒充分,又不能有未完全燃燒的除氧化物劑被氣流從異型管內吹走。
異型管拉伸試驗主要有以下步驟:(一)用刻線機在原始標距范圍內刻劃圓周線,將標距內分為等長的10格。用游標卡尺在試件原始標距內的兩端及中間處兩個相互垂直的方向上各測一次直徑,取其算術平均值作為該處截面的直徑,然后選用三處截面直徑的小值來計算試件的原始截面面積;(二)根據異型管的拉伸強度和原始標本截面積估計的大負荷,配置相應的擺錘,選擇合適的測力度盤;(三)開始試機,使表上升約10mm,為了重量板凳系統的影響。倡議旨在調整指針為零,主動驅動的指針和指針靠攏,調整自動繪圖設備;(四)先將異型管樣品裝夾在上夾頭內,再將下夾頭移動到合適的夾持位置,后夾緊試件下端;(五)開動試驗機,預加少量載荷(載荷對應的應力不能超過異型管材料的比例極限),然后卸載到零,以檢查試驗機工作是否正常;(六)啟動試驗機,加載緩慢而均勻地旋轉仔細觀察指針和策劃力測量繪圖設備的圖形。注意捕獲的屈服載荷值,計算其屈服點應力的記錄。在屈服階段,加載速度可以更快。將達到大,遵守“縮頸”的現象。試樣斷裂立即停止,記錄的大負荷值;(七)取下異型管拉伸標本、記錄紙;(八)用游標卡尺測量斷后標距及縮頸處小直徑。
在太原市古交市采買優惠的異型管批發商到千鶴鋼管(太原市古交市分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:賀經理-【18864897226】。










