
以下是:太原市古交市襯塑鋼管樣式眾多的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說(shuō)明 電議 名稱(chēng) 襯塑復(fù)合管 材質(zhì) Q235B 執(zhí)行標(biāo)準(zhǔn) GB/T28897-2012 長(zhǎng)度 6米 范圍 襯塑鋼管樣式眾多供應(yīng)范圍覆蓋山西省 太原市 小店區(qū)、迎澤區(qū)、杏花嶺區(qū)、尖草坪區(qū)、萬(wàn)柏林區(qū)、晉源區(qū)、清徐縣、陽(yáng)曲縣、婁煩縣、古交市等區(qū)域。 【利達(dá)】業(yè)務(wù)覆蓋多領(lǐng)域場(chǎng)景,主營(yíng)迎澤鍍鋅鋼管現(xiàn)貨交易、杏花嶺鍍鋅鋼管支持定制、萬(wàn)柏林鍍鋅鋼管好品質(zhì)售后無(wú)憂(yōu)、晉源鍍鋅鋼管貨源直供、清徐鍍鋅鋼管種類(lèi)多質(zhì)量好、陽(yáng)曲鍍鋅鋼管一站式采購(gòu)商、婁煩鍍鋅鋼管放心選購(gòu)等產(chǎn)品服務(wù)。選購(gòu)襯塑鋼管樣式眾多來(lái)太原市古交市找利達(dá)管道科技(古交市分公司)tjchgg415-6,我們是廠(chǎng)家直銷(xiāo),產(chǎn)品型號(hào)齊全,確保您購(gòu)買(mǎi)的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:賈經(jīng)理,地址:[天津西青區(qū)中北鎮(zhèn)萬(wàn)卉路南段西側(cè)華亭麗園三區(qū)31-2-802-1]。 山西省,太原市,古交市 唐天授二年(691年),交城縣遷往現(xiàn)在的交城卻波村,原交城改稱(chēng)為故交,后演變?yōu)楣沤弧L崎_(kāi)元二年(714年),撤盧川縣復(fù)并入交城縣;1958年11月,改制太原市古交工礦區(qū);1971年8月,婁煩縣的長(zhǎng)足上大隊(duì)和雁門(mén)大隊(duì)劃歸古交;1988年,經(jīng)國(guó)務(wù)院批準(zhǔn),古交撤區(qū)建市。
為您精心制作的襯塑鋼管樣式眾多產(chǎn)品視頻已準(zhǔn)備就緒,展示產(chǎn)品的各項(xiàng)功能和特點(diǎn)。請(qǐng)您抽出片刻時(shí)間觀(guān)看,相信一定會(huì)給您帶來(lái)意想不到的驚喜。以下是:襯塑鋼管樣式眾多的圖文介紹太原古交鍍鋅鋼管利達(dá)管道科技有限公司太原古交鍍鋅鋼管的圖文介紹
技術(shù)支持匠心工藝
太原古交利達(dá)管道科技有限公司擁有研發(fā)中心和 鍍鋅鋼管產(chǎn)品質(zhì)量檢測(cè)中心,并與全國(guó)十幾家科技設(shè)計(jì)單位、大專(zhuān)院校建立了密切的協(xié)作關(guān)系。 鍍鋅鋼管產(chǎn)品營(yíng)銷(xiāo)網(wǎng)絡(luò)遍布全國(guó),在北京、廣東、內(nèi)蒙、江蘇、湖北、山東等地區(qū)設(shè)有分公司和直銷(xiāo)倉(cāng)庫(kù)。新的世紀(jì),太原古交利達(dá)管道科技有限公司以雄厚的經(jīng)濟(jì)技術(shù)實(shí)力,優(yōu)良的 鍍鋅鋼管產(chǎn)品品質(zhì),追求客戶(hù)滿(mǎn)意服務(wù)的經(jīng)營(yíng)理念,鑄造中國(guó) 鍍鋅鋼管新形象。公司董事長(zhǎng)攜全體員工愿與海內(nèi)外朋友真誠(chéng)合作,共繪宏偉藍(lán)圖,共創(chuàng)輝煌!
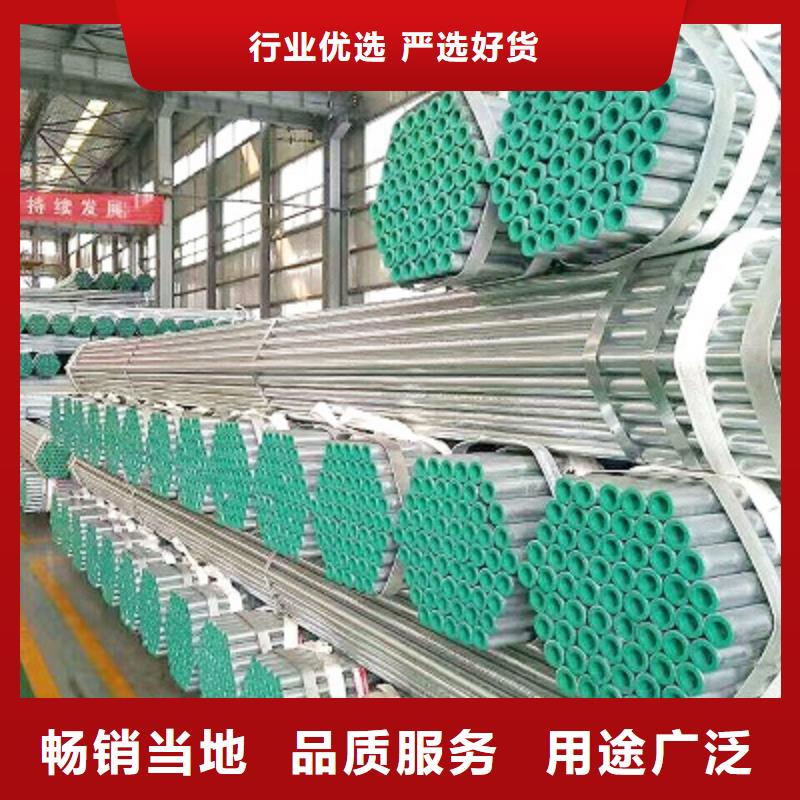
產(chǎn)品實(shí)拍圖PRODUCT REAL SHOT DISPLAY襯塑鋼管的制造方法 保護(hù)視力色 簡(jiǎn)介:方管協(xié)會(huì)持續(xù)關(guān)注及報(bào)道襯塑鋼管的制造方法 中國(guó)專(zhuān)利公開(kāi)了一種鋼塑復(fù)合管的制造方法,公開(kāi)號(hào)為CN1073906A,這種制造方法先用起毛機(jī)構(gòu)將鋼管內(nèi)壁滾出一個(gè)個(gè)凹坑和毛刺,在鋼管內(nèi)部空套進(jìn)其外壁先前涂有粘膠劑的塑料襯管,然后可分別采用三個(gè)不同的方法使鋼管內(nèi)壁的凹坑和毛刺與塑料襯管緊密鉚合。 一是鋼管強(qiáng)行通過(guò)口徑比鋼管外徑小的鋼模,使鋼管的內(nèi)徑變小; 二是將鋼管和塑料襯管一起加溫到250度,再用一組多級(jí)成型內(nèi)脹壓鋼模通過(guò)塑料襯管內(nèi)徑,擴(kuò)張塑料襯管; 三是把鍋爐蒸汽導(dǎo)入密封的塑料 方管協(xié)會(huì)持續(xù)關(guān)注及報(bào)道襯塑鋼管的制造方法
中國(guó)專(zhuān)利公開(kāi)了一種鋼塑復(fù)合管的制造方法,公開(kāi)號(hào)為CN1073906A,這種制造方法先用起毛機(jī)構(gòu)將鋼管內(nèi)壁滾出一個(gè)個(gè)凹坑和毛刺,在鋼管內(nèi)部空套進(jìn)其外壁先前涂有粘膠劑的塑料襯管,然后可分別采用三個(gè)不同的方法使鋼管內(nèi)壁的凹坑和毛刺與塑料襯管緊密鉚合。
一是鋼管強(qiáng)行通過(guò)口徑比鋼管外徑小的鋼模,使鋼管的內(nèi)徑變小;
二是將鋼管和塑料襯管一起加溫到250度,再用一組多級(jí)成型內(nèi)脹壓鋼模通過(guò)塑料襯管內(nèi)徑,擴(kuò)張塑料襯管;
三是把鍋爐蒸汽導(dǎo)入密封的塑料襯管內(nèi)腔,使塑料襯管膨脹后冷卻成型。
用上述方法制造的襯塑鋼管具有以下的缺陷內(nèi)襯塑管因過(guò)度擴(kuò)張而使材質(zhì)受到損傷,內(nèi)襯塑管內(nèi)壁也因受高溫不均勻會(huì)產(chǎn)生很多高低不平的泡泡,當(dāng)環(huán)境溫度或使用溫度發(fā)生變化時(shí),由于鋼體和內(nèi)襯塑管的熱脹冷縮不一致,常常會(huì)使內(nèi)襯塑管產(chǎn)生不穩(wěn)定變形,內(nèi)襯塑管外徑會(huì)恢復(fù)到脹管前的大小,內(nèi)襯塑管會(huì)在鋼管中浮動(dòng),容易產(chǎn)生松脫,滲漏,從而降低了安裝和使用的可靠性。
其中步驟a中所述的內(nèi)襯塑管外徑大于鋼管內(nèi)徑在0.8mm~1.2mm范圍,所述的內(nèi)襯塑管兩端夾頭的安裝工序?yàn)橄葘A頭的錐形芯裝進(jìn)內(nèi)襯塑管內(nèi),合上帶有加熱裝置的外錐形模使內(nèi)襯塑管變形,夾緊夾頭的錐形芯;步驟a中所述的鋼管在安裝前用拉刀對(duì)其內(nèi)壁進(jìn)行切削,并在其內(nèi)壁涂上膠粘劑,鋼管兩端套上留縮管。
方管協(xié)會(huì)消息報(bào)道其中步驟b中所述的拉伸機(jī)構(gòu)采用液壓傳動(dòng),其額定拉力為5噸,拉伸時(shí)作用于內(nèi)襯塑管截面上每平方厘米的拉力為40Kg~42Kg;步驟b中所述的加熱整理裝置為電熱圈,電熱圈溫度在65℃~80℃之間,電熱圈可套在內(nèi)襯塑管上左右移動(dòng)。
其中步驟d中所述的加熱爐溫度為100℃~120℃之間,且襯內(nèi)襯塑管在此溫度下保溫50分鐘~70分鐘,進(jìn)行熱處理。
襯塑鋼管與現(xiàn)有技術(shù)相比,具有以下的優(yōu)點(diǎn)
(1)內(nèi)襯塑管與鋼管是過(guò)盈配合,通過(guò)拉伸,在正應(yīng)力作用下,進(jìn)入鋼管內(nèi),然后進(jìn)行熱處理,使內(nèi)襯塑管向原來(lái)的外徑大小恢復(fù),從而正應(yīng)力內(nèi)襯塑管恢復(fù)到較穩(wěn)定的狀態(tài),能緊貼鋼管;
(2)同時(shí)在進(jìn)行熱處理時(shí),固化涂在內(nèi)襯塑管內(nèi)壁上的膠粘劑,隨著時(shí)間的推移,殘余應(yīng)力逐漸消失,襯管和鋼管接觸得更加緊密,襯層也可承受更大的剪切力;
(3)內(nèi)襯塑管拉伸是在內(nèi)襯塑管的應(yīng)變量范圍內(nèi),并用加熱整理裝置對(duì)內(nèi)襯塑管拉伸不均勻處局部加熱,進(jìn)行拉伸修正,這樣既不損傷內(nèi)襯塑管,而且生產(chǎn)出的襯塑鋼管同心度高、性能相當(dāng)穩(wěn)定;
(4)所需生產(chǎn)設(shè)備簡(jiǎn)單,生產(chǎn)效率高,也無(wú)需加熱到200度以上的高溫使內(nèi)襯塑管膨脹,大大的降低了生產(chǎn)成本,本發(fā)明非常適合于中小生產(chǎn)規(guī)模的企業(yè)使用。
為在本發(fā)明的工藝流程方框圖;為在本發(fā)明主要的設(shè)備及工具裝置示意圖;圖3為在本發(fā)明中內(nèi)襯塑管上夾頭的示意圖。
在生產(chǎn)DN100型襯塑鋼管時(shí),可按以下步驟:
(1)選取鍍鋅焊縫鋼管的內(nèi)徑為105mm,將選取的鋼管在大行程拉床上(大行程拉床本申請(qǐng)人已報(bào)專(zhuān)利,專(zhuān)利號(hào)為002378183),用裝配式拉刀(該裝配式拉刀也由本申請(qǐng)人申報(bào)了專(zhuān)利,專(zhuān)利號(hào)為002280965)對(duì)鋼管內(nèi)壁進(jìn)行拉削,鋼管內(nèi)的焊縫、鋅鎦等贅物,恢復(fù)鋼管內(nèi)徑,使鋼管內(nèi)壁光滑,并在其內(nèi)壁涂上膠粘劑,兩端套上留縮管2,然后把該鋼管3用固定擋板1安裝在固定機(jī)架9上;
(2)選取外徑為106mm且長(zhǎng)于上述鋼管的內(nèi)襯塑管6,并在內(nèi)襯塑管的兩端裝上夾頭5,該夾頭由錐形芯11和外錐形模10構(gòu)成,安裝時(shí)先將錐形芯裝進(jìn)內(nèi)襯塑管內(nèi),再合上帶有加熱裝置的外錐形模使內(nèi)襯塑管變形,夾緊夾頭的錐形芯;將兩個(gè)夾頭分別連接到與固定機(jī)架9位于同一水平面的移動(dòng)機(jī)架7兩端的拉伸機(jī)構(gòu)12上,其中一端拉伸機(jī)構(gòu)的拉桿8穿過(guò)鋼管3與夾頭5相連;
(3)在內(nèi)襯塑管彈性伸長(zhǎng)限度內(nèi),兩個(gè)拉伸機(jī)構(gòu)12同時(shí)把內(nèi)襯塑管向兩邊拉伸,拉伸機(jī)構(gòu)采用液壓泵傳動(dòng),其額定拉力為5噸,拉伸時(shí)作用于內(nèi)襯塑管截面上每平方厘米的拉力為41Kg;對(duì)內(nèi)襯塑管拉伸時(shí)不均勻處,用套在內(nèi)襯塑管上可左右移動(dòng)的電熱圈4進(jìn)行局部加熱,進(jìn)行拉伸修正,電熱圈4恒溫控制在70℃,直到內(nèi)襯塑管外徑均勻并小于鋼管內(nèi)徑,停止拉伸內(nèi)襯塑管;
(4)推動(dòng)整個(gè)移動(dòng)機(jī)架7,移動(dòng)機(jī)架在軌道13上滑動(dòng),把拉伸好的內(nèi)襯塑管整個(gè)推入鋼管內(nèi),并卸下拉桿8,切除夾頭5;
(5)把裝配好的襯塑鋼管推入可容納襯塑鋼管溫度為110℃的加熱爐中保溫60分鐘,正應(yīng)力出爐。生產(chǎn)出同心度高、性能穩(wěn)定的襯塑鋼管。
在生產(chǎn)DN15型襯塑鋼管時(shí),選取鍍鋅焊縫鋼管的內(nèi)徑為16mm,選取內(nèi)襯塑管的外徑為16.8mm且長(zhǎng)于鋼管,拉伸時(shí)作用于內(nèi)襯塑管截面上每平方厘米的拉力為42Kg;對(duì)內(nèi)襯塑管拉伸時(shí)不均勻處,用電熱圈恒溫控制在80℃局部加熱,進(jìn)行拉伸修正;電熱爐中,在100℃的溫度下加熱50分鐘,正應(yīng)力,其它和在生產(chǎn)DN100型襯塑鋼管時(shí)全部相同。
在生產(chǎn)DN200型襯塑鋼管時(shí),選取鍍鋅焊縫鋼管的內(nèi)徑為202mm,選取內(nèi)襯塑管的外徑為203.2mm且長(zhǎng)于鋼管,拉伸時(shí)作用于內(nèi)襯塑管截面上每平方厘米的拉力為40Kg;對(duì)內(nèi)襯塑管拉伸時(shí)不均勻處,用電熱圈恒溫控制在65℃局部加熱,進(jìn)行拉伸修正;電熱爐中,在120℃的溫度下加熱70分鐘,正應(yīng)力,其它和在生產(chǎn)DN100型襯塑鋼管時(shí)全部相同。
制造要求
1.襯塑鋼管的制造方法,該方法依次按以下步驟
a、安裝鋼管和內(nèi)襯塑管;把鋼管安裝在固定機(jī)架上,選取其外徑大于鋼管內(nèi)徑的內(nèi)襯塑管,并在內(nèi)襯塑管的兩端裝上夾頭,將兩個(gè)夾頭分別連接到與固定機(jī)架位于同一水平面的移動(dòng)機(jī)架兩端的拉伸機(jī)構(gòu)上,其中一端拉伸機(jī)構(gòu)的拉桿穿過(guò)鋼管與夾頭相連;
b、對(duì)內(nèi)襯塑管進(jìn)行拉伸;在內(nèi)襯塑管彈性伸長(zhǎng)限度內(nèi),用拉伸機(jī)構(gòu)同時(shí)把內(nèi)襯塑管向兩邊拉伸,并用加熱整理裝置對(duì)內(nèi)襯塑管拉伸不均勻處局部加熱,進(jìn)行拉伸修正,直到內(nèi)襯塑管外徑小于鋼管內(nèi)徑;
c、裝配內(nèi)襯塑管;推動(dòng)整個(gè)移動(dòng)機(jī)架,把拉伸好的內(nèi)襯塑管整個(gè)推入鋼管內(nèi),并卸下拉桿,切除夾頭;
d、把裝配好的襯塑鋼管推入加熱爐進(jìn)行熱處理,正應(yīng)力。
2.根據(jù)權(quán)利要求1所述的襯塑鋼管的制造方法,其中步驟a中所述的內(nèi)襯塑管外徑大于鋼管內(nèi)徑在0.8mm~1.2mm范圍。
3.根據(jù)權(quán)利要求1所述的襯塑鋼管的制造方法,其中步驟a中所述的內(nèi)襯塑管兩端夾頭的安裝工序?yàn)橄葘A頭的錐形芯裝進(jìn)內(nèi)襯塑管內(nèi),再合上帶有加熱裝置的外錐形模使內(nèi)襯塑管變形,夾緊夾頭的錐形芯。
4.根據(jù)權(quán)利要求1所述的襯塑鋼管的制造方法,其中步驟a中所述的鋼管在安裝前用拉刀對(duì)其內(nèi)壁進(jìn)行切削,并在其內(nèi)壁涂上膠粘劑,鋼管兩端套上留縮管。
5.根據(jù)權(quán)利要求1所述的襯塑鋼管的制造方法,其中步驟b中所述的拉伸機(jī)構(gòu)采用液壓泵傳動(dòng),其額定拉力為5噸,拉伸時(shí)作用于內(nèi)襯塑管截面上每平方厘米的拉力為40Kg~42Kg。
6.根據(jù)權(quán)利要求1所述的襯塑鋼管的制造方法,其中步驟b中所述的加熱整理裝置為電熱圈,電熱圈溫度在65℃~80℃之間,電熱圈可套在內(nèi)襯塑管上左右移動(dòng)。
7.根據(jù)權(quán)利要求1所述的襯塑鋼管的制造方法,其中步驟d中所述的加熱爐溫度為100℃~120℃之間,且內(nèi)襯塑管在此溫度下保溫50分鐘~70分鐘,進(jìn)行熱處理。點(diǎn)擊查看利達(dá)管道科技(古交市分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
選購(gòu)襯塑鋼管樣式眾多來(lái)太原市古交市找利達(dá)管道科技(古交市分公司),我們是廠(chǎng)家直銷(xiāo),產(chǎn)品型號(hào)齊全,確保您購(gòu)買(mǎi)的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:賈經(jīng)理,地址:[天津西青區(qū)中北鎮(zhèn)萬(wàn)卉路南段西側(cè)華亭麗園三區(qū)31-2-802-1]。












