
以下是:太原市古交市焊管歡迎致電的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說(shuō)明 電議 材質(zhì) Q235B 范圍 焊管歡迎致電供應(yīng)范圍覆蓋山西省、太原市、古交市、小店區(qū)、迎澤區(qū)、杏花嶺區(qū)、尖草坪區(qū)、萬(wàn)柏林區(qū)、晉源區(qū)、清徐縣、陽(yáng)曲縣、婁煩縣等區(qū)域。 【朗聚】為您提供杏花嶺H型鋼真實(shí)拍攝品質(zhì)可靠、陽(yáng)曲H型鋼信譽(yù)有保證、尖草坪H型鋼交貨準(zhǔn)時(shí)、迎澤H型鋼按需定制真材實(shí)料、小店H型鋼歡迎來(lái)廠考察等多元產(chǎn)品與服務(wù)。在太原市古交市采買(mǎi)焊管歡迎致電到朗聚鋼鐵(太原市古交市分公司),無(wú)論您是個(gè)人用戶還是企業(yè)采購(gòu),我們都將竭誠(chéng)為您服務(wù)。品質(zhì)保證,價(jià)格優(yōu)惠,廠家直銷(xiāo),歡迎有需要的客戶來(lái)電。聯(lián)系人:尹明-【18826318855】。 山西省,太原市,古交市 古交市主要景點(diǎn)有紅豆山莊、古交千佛寺、晉綏八分區(qū)舊址等。2021年7月15日,古交市入選“第四批節(jié)水型社會(huì)建設(shè)達(dá)標(biāo)縣(區(qū))名單”。2022年12月19日,古交市入選“2021年度省級(jí)平安縣(市、區(qū))”名單。
想知道焊管歡迎致電產(chǎn)品的獨(dú)特魅力嗎?視頻里的產(chǎn)品介紹,比文字更有說(shuō)服力,一看便知!以下是:焊管歡迎致電的圖文介紹
朗聚鋼鐵有限公司
太原古交朗聚鋼鐵有限公司秉承質(zhì)量為首,誠(chéng)信的經(jīng)營(yíng)宗旨和以技術(shù)為先導(dǎo)、創(chuàng)新、專業(yè)、差異的經(jīng)營(yíng)理念,堅(jiān)持精益求精,不斷創(chuàng)新,品質(zhì)取勝,顧客滿意的質(zhì)量方針,堅(jiān)持高起點(diǎn)、高質(zhì)量、高技術(shù)的經(jīng)營(yíng)思路,不斷加大 H型鋼科技開(kāi)發(fā)力度,已經(jīng)成為 H型鋼行業(yè)中的一顆璀璨的恒星,展望未來(lái),本公司全體同仁們將始終秉承敬業(yè)、愛(ài)業(yè)的企業(yè)精神,銳意改革、不斷創(chuàng)新與廣大用戶攜手共進(jìn),締造輝煌的明天
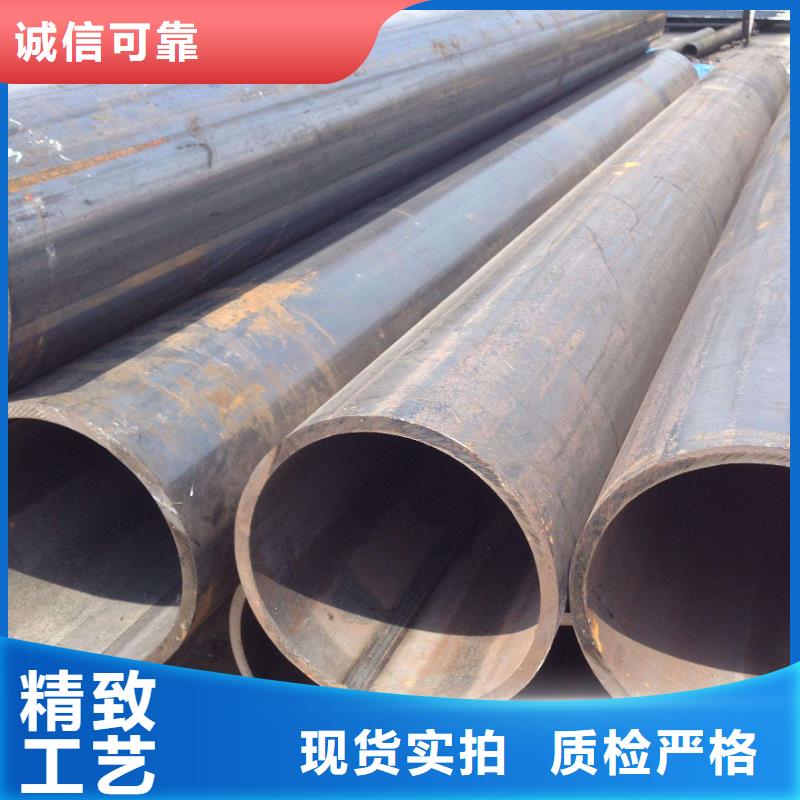
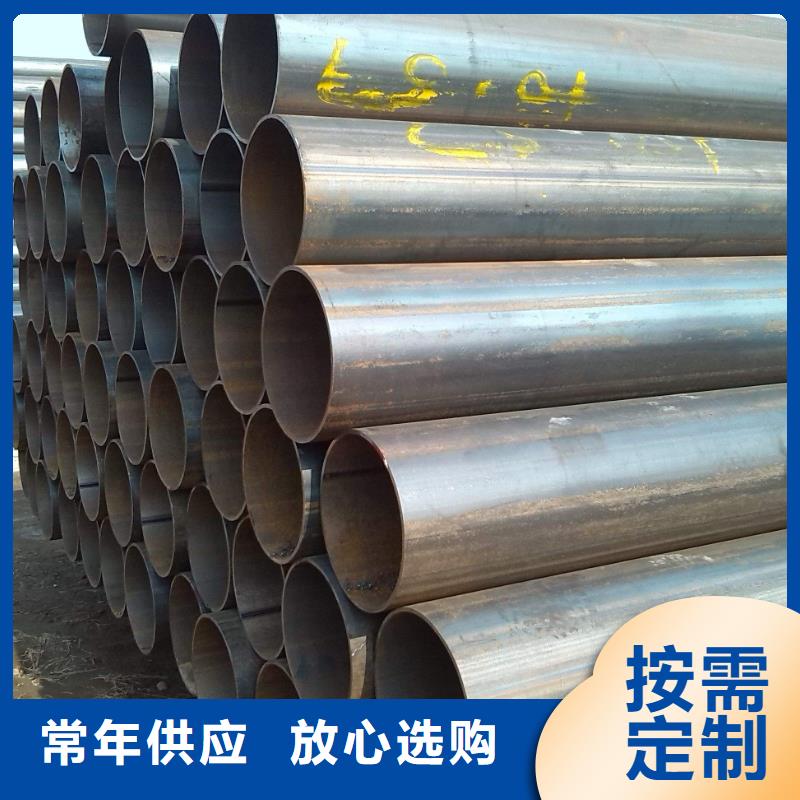
焊接鋼管也稱焊管,是用鋼板或帶鋼經(jīng)過(guò)卷曲成型后焊接制成的鋼管,一般定尺6米。焊接鋼管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)效率高,品種規(guī)格多,設(shè)備投資少,但一般強(qiáng)度低于無(wú)縫鋼管。
鍍鋅管,又稱鍍鋅鋼管,分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,具有鍍層均勻,附著力強(qiáng),使用壽命長(zhǎng)等優(yōu)點(diǎn)。電鍍鋅成本低,表面不是很光滑,其本身的耐腐蝕性比熱鍍鋅管差很多。
冷軋無(wú)縫鋼管是用于精密機(jī)械結(jié)構(gòu)、液壓設(shè)備或鋼筋套筒的尺寸精度高和表面光潔度好的一種無(wú)縫鋼管。
無(wú)縫管是一種具有中空截面、周邊沒(méi)有接縫的長(zhǎng)條鋼材。全世界生產(chǎn)無(wú)縫管的共計(jì)有110多個(gè)的1850多個(gè)公司下的5100多個(gè)生產(chǎn)廠,其中生產(chǎn)石油管的有44個(gè)的170多個(gè)公司下的260多個(gè)廠
1.結(jié)構(gòu)用無(wú)縫管(GB/T8162-2008)是用于一般結(jié)構(gòu)和機(jī)械結(jié)構(gòu)的無(wú)縫管。
成,它可以用較窄的帶鋼生產(chǎn)大直徑的鋼管。螺旋焊管主要用于石油、天然氣的輸送管線,其規(guī)格用外徑*壁厚表示。螺旋焊管有單面焊的和雙面焊的,焊管應(yīng)保證水壓試驗(yàn)、焊縫的抗拉強(qiáng)度和冷彎性能要符合規(guī)定。
選材
冷拔缸筒是以熱軋管為材料拔制而成的,熱軋管的材質(zhì)、規(guī)格、質(zhì)量的選取合適與否直接影響著拔制進(jìn)行和成品質(zhì)量。選材時(shí)應(yīng)注意以下幾點(diǎn):
(1)在選材時(shí)一般在強(qiáng)度保證的情況下,選取硬度低、塑性好的材料;
(2)鋼管規(guī)格應(yīng)根據(jù)成品的規(guī)格選定,保證其延伸率在百分之二十到百分之四十;延伸率過(guò)小,成品表面的強(qiáng)度不能保證,過(guò)大,使拔制難以進(jìn)行;
(3)材料表面不能有凹坑、裂紋、裂縫、折疊、結(jié)疤、橢圓等嚴(yán)重缺陷;
鍍鋅鍍鋅層厚,電鍍鋅成本低。 吹氧焊管:用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規(guī)格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進(jìn)行滲鋁處理。 電線套管:也就是普通碳素鋼電焊鋼管,用在混凝土及各種結(jié)構(gòu)配電工程,常用的公稱直徑從13-76mm。電線套套管壁較薄,大多進(jìn)行涂層或鍍鋅后使用,要求進(jìn)行冷彎試驗(yàn)。 公制焊管:規(guī)格用作無(wú)縫管形式,用外徑*壁厚毫米表示的焊接鋼管,用普通碳素鋼、優(yōu)質(zhì)碳素鋼或普能低合金鋼的熱帶、冷帶焊接,或用熱帶焊接后再經(jīng)冷撥方法制成。公制焊管分普能和薄壁、普通用作結(jié)構(gòu)件,如傳動(dòng)軸,或輸送流體,薄壁用來(lái)生產(chǎn)家具、燈具等,要保證鋼管強(qiáng)度和彎曲試驗(yàn)。 托輥管:用于帶式輸送機(jī)托輥電焊鋼管,一般用Q215、Q235A、B鋼及20鋼制造點(diǎn)擊查看朗聚鋼鐵(太原市古交市分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
選購(gòu)焊管歡迎致電來(lái)太原市古交市找朗聚鋼鐵(太原市古交市分公司),我們是廠家直銷(xiāo),產(chǎn)品型號(hào)齊全,確保您購(gòu)買(mǎi)的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:尹明-【18826318855】,地址:[順德區(qū)樂(lè)從鋼鐵世界E2區(qū)B座105號(hào)]。










