以下是:異型管規(guī)格齊全的廠家的產(chǎn)品參數(shù)異型管規(guī)格齊全的廠家,千鶴鋼管有限公司(貴池分公司)為您提供異型管規(guī)格齊全的廠家,聯(lián)系人:賀經(jīng)理,電話:18864897226、18864897226,QQ:270591967,請聯(lián)系千鶴鋼管有限公司(貴池分公司),發(fā)貨地:經(jīng)濟開發(fā)區(qū)。 安徽省,池州市,貴池區(qū) 楊吳順義六年(926年),秋浦縣改名為貴池縣。1988年8月,貴池撤縣建市。2000年12月,貴池撤市建區(qū)。長江橫貫全區(qū)76千米,常年通航5000噸級船舶,屬一級航道。二類口岸池州港是長江干線重點港口之一,被國務院批準對外國籍船舶開放,港口年貨物吞吐量達1800萬噸。沿江高速公路、銅九鐵路和寧安高速鐵路穿境而過,池州九華山機場建成通航,池州長江公路大橋于2019年8月31日正式通車。貴池區(qū)是全國生態(tài)經(jīng)濟示范區(qū)、全國旅游城市、全國雙擁模范城、安徽省歷史文化名城、安徽省山水園林城市、安徽省文明城市。
想要一睹異型管規(guī)格齊全的廠家產(chǎn)品的風采嗎?這個視頻將用直接的方式展示產(chǎn)品的卓越性能,保證讓您大飽眼福。以下是:異型管規(guī)格齊全的廠家的圖文介紹池州貴池千鶴鋼管有限公司發(fā)展方向是:提高 精密管產(chǎn)品質(zhì)量,力創(chuàng)凱宸品牌;增加技術投入,完善系列 精密管產(chǎn)品;加強售后服務,構筑銷售網(wǎng)絡。
竭誠歡迎各界同仁惠顧!
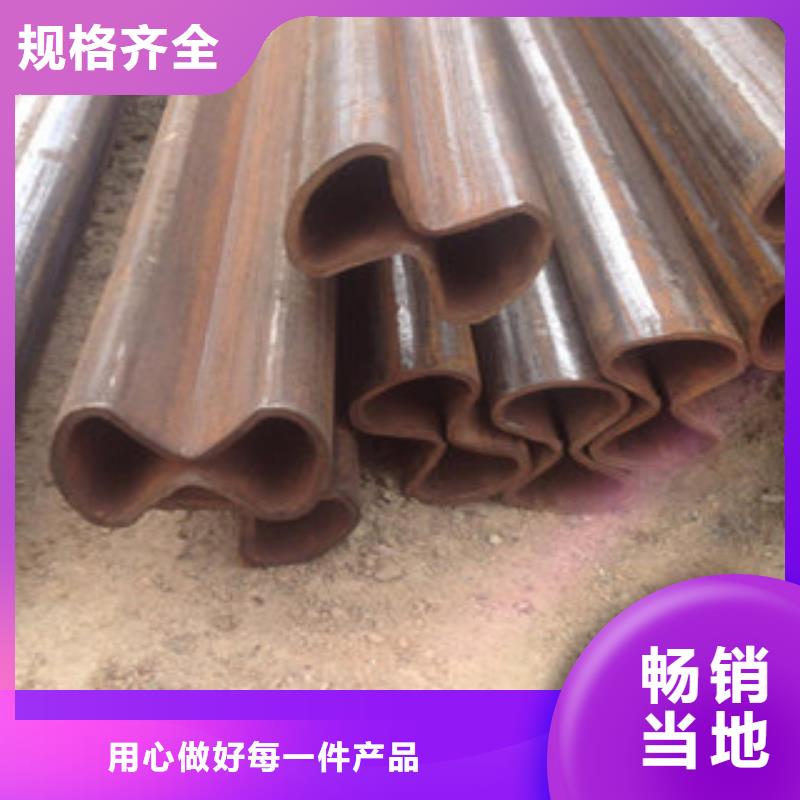
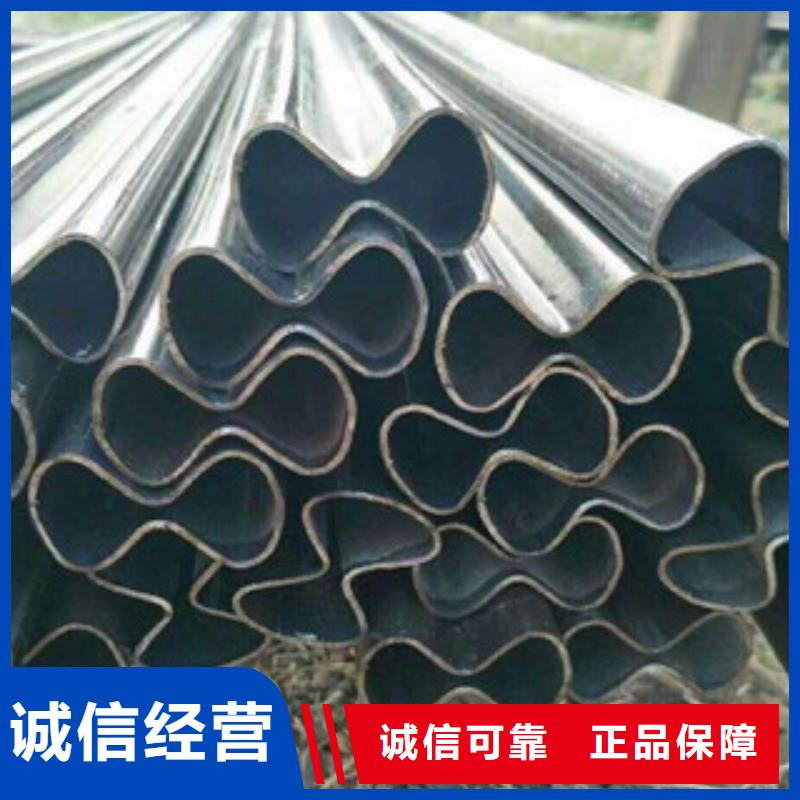
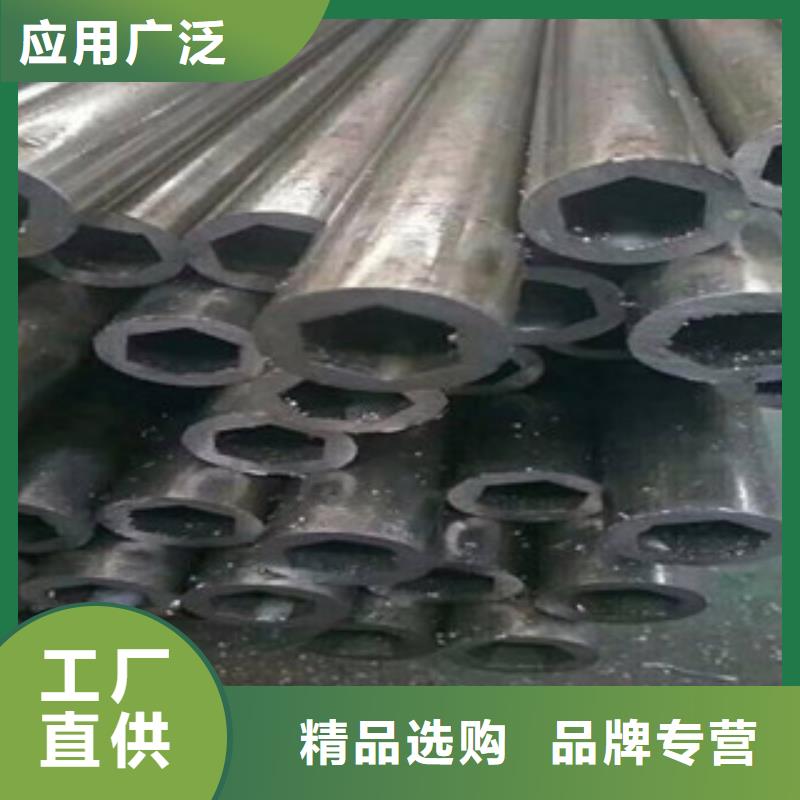
等壁異型管是具有相同壁厚和不同橫斷面形狀的異型管。它根據(jù)斷面形狀的不同又可分為一般等壁異型管和帶折筋等壁異型管兩類。這類異型管大多數(shù)用冷拔法或焊接管連軋成形法制成。
異壁異型管是具有不同壁厚的異型管。這類異型管可以根據(jù)斷面形狀進一步分為具有兩根以上對稱軸的異型管、偏心管及異壁折筋管三類。具有兩根以上對稱軸的異型管如圖3-16所示。偏心管及異壁折筋管前兩類變形過程復雜,必須根據(jù)斷面特征選擇合理的成形方法(如擠壓法),或采用異型管坯拉拔或冷軋而得。至于折管,由于其壁厚差別不大,實際上與等壁折筋管的生產(chǎn)方法基本相同。
縱向變截面管
螺旋管生產(chǎn)工藝:1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴格的理化檢驗。2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。3)成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。5)采用外控或內(nèi)控輥式成型。6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。7)內(nèi)焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接規(guī)范。8)焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產(chǎn)工人依此隨時調(diào)整工藝參數(shù),及時缺陷。9)采用空氣等離子切割機將鋼管切成單根。10)切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質(zhì)量以及經(jīng)過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產(chǎn)。11)焊縫上有連續(xù)聲波探傷標記的部位,經(jīng)過手動超聲波和X射線復查,如確有缺陷,經(jīng)過修補后,再次經(jīng)過無損檢驗,直到確認缺陷已經(jīng)。12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經(jīng)過X射線電視或拍片檢查。13)每根鋼管經(jīng)過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數(shù)自動打印記錄。14)管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。
要防止異型管轉爐噴濺的產(chǎn)生,需要采取以下方法:一、吹煉過程槍位控制的基本原則是繼續(xù)化好渣、化透渣、快速脫碳、不噴濺、熔池均勻升溫。吹煉中期的特點是強烈脫碳,在這個階段中,不僅吹入的氧氣全部用于碳的氧化,而且渣中的氧化鐵也大量被消耗,流動性下降,出現(xiàn)返干現(xiàn)象,影響硫、磷的去除甚至于發(fā)生回磷現(xiàn)象,噴濺也嚴重。為了防止異型管中期爐渣返干,應該適當提槍。二、保持合理的爐型是在現(xiàn)有技術和設備條件下控制噴濺有效的方法,如應有適當?shù)臓t底高度和液面,根據(jù)冶煉鋼種采取合適的底吹模式,如果發(fā)現(xiàn)爐底上漲較高,要及時采取措施進行處理,處理爐底操作應采取勤、輕處理原則。三、做好熱平衡,力求做到熱量略富裕,這樣既能保住終點碳,又不因為熱量太富裕冷卻料用量大噴濺難控制。還可以采用留渣操作,濺渣護爐時不要把爐渣濺干,在爐內(nèi)留部分爐渣,剩余的爐渣在下爐吹煉時有利于前期快速成渣,同時減少了冷卻劑的加入量和爐渣的泡沫化程度.
點擊查看千鶴鋼管有限公司(貴池分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
異型管規(guī)格齊全的廠家,千鶴鋼管有限公司(貴池分公司)為您提供異型管規(guī)格齊全的廠家的資訊,聯(lián)系人:賀經(jīng)理,電話:18864897226、18864897226,QQ:270591967,發(fā)貨地:經(jīng)濟開發(fā)區(qū)。
格齊全的廠家")
格齊全的廠家")
格齊全的廠家")
格齊全的廠家")
格齊全的廠家")
格齊全的廠家")
格齊全的廠家")
格齊全的廠家")