

以下是:螺旋鋼管廠家質量過硬的產品參數選購螺旋鋼管廠家質量過硬來安徽省阜陽市找全通管道有限公司(阜陽分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:王總-13932771377,{QQ:957143334},地址:[鹽山縣城南開發區]。 安徽省,阜陽市 “阜陽”二字來自于東漢時期境內的阜陽侯國,已有1900多年歷史。阜陽擁有長三角和中原城市群“雙橋頭堡”的區位優勢,戰略交匯疊加,被確定為長三角一體化和中部地區高質量發展區域重點城市、淮河生態經濟帶和中原城市群區域性中心城市。2023年,被評為三線城市,阜陽的代表文化是淮河文化,是甘羅、管仲、鮑叔牙、呂蒙、劉福通的故里,晏殊、歐陽修、蘇軾曾在此為官。潁州西湖歷史上曾與杭州西湖齊名,潁上縣八里河風景區為5A級風景區、阜陽生態園和迪溝生態旅游風景區均為4A級風景區。阜陽剪紙、潁上花鼓燈、界首彩陶、阜南柳編等列入非物質文化遺產名錄,阜南縣出土的商代青銅器龍虎尊被列為中國十大國寶青銅器之一。
我們為您呈現了一部精彩絕倫的螺旋鋼管廠家質量過硬產品視頻,讓您感受產品的獨特之處。
以下是:螺旋鋼管廠家質量過硬的圖文介紹
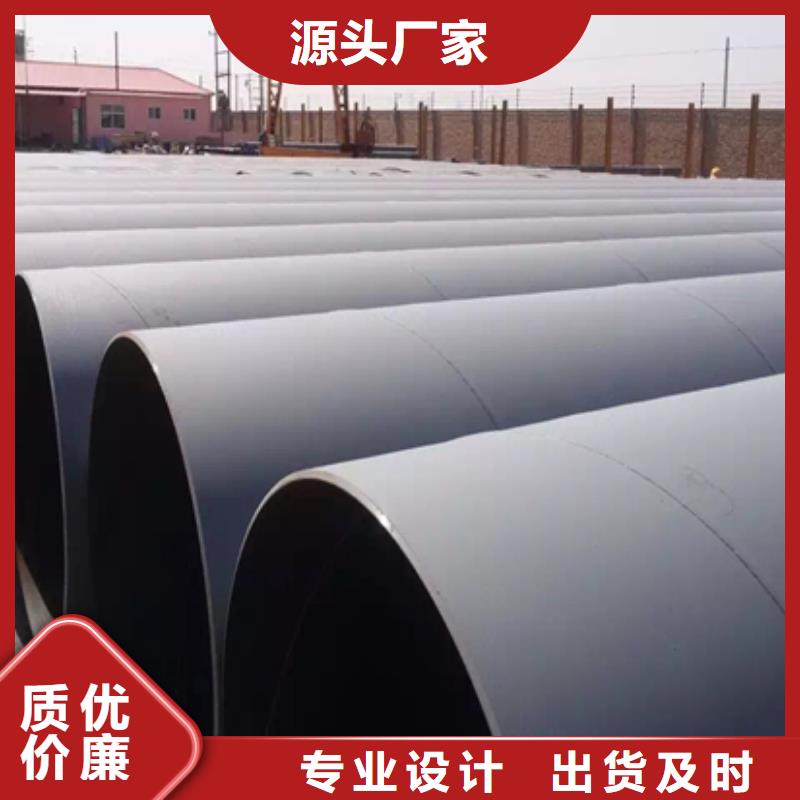
螺旋焊接鋼管也稱焊管,是用鋼板或帶鋼經過卷曲成型后焊接制成的鋼管。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備資少,但一般強度低于無縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。按生產方法分類:工藝分類-電弧焊管,電阻焊管,(高頻,低頻)氣焊管,爐焊管。直縫焊管生產工藝簡單,生產效率高,{芤}成本低,發展較快。
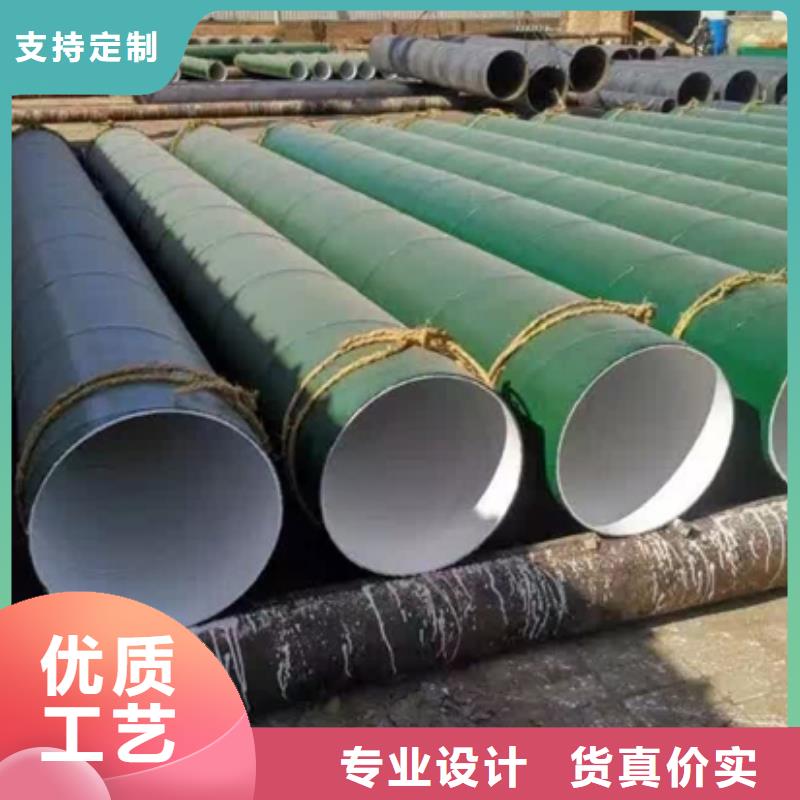
螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。較小口徑的焊管采用直縫焊,大口徑焊管則多采用螺旋焊;按鋼管端部形狀分為圓形焊管和異型(方、矩型等)焊管;按材質和用途不同分為礦用流體輸送焊接鋼管、低壓流體輸送用鍍鋅焊接鋼管、帶式輸送機托輥電焊鋼管等。螺旋焊接鋼管由于直埋于潮濕的土壤中,并且其常年浸沒在污水環境中,管道所埋的環境中有一些介質,比如:O2、CO2、H2S、SO2、Cl2等類,導致管道被腐蝕。比如O2的腐蝕作用主要由于管道內輸送的水中或者管溝內的存在積水,積水中含有溶解氧,使得鋼鐵被氧化。由于氧對管道的腐蝕比較強烈而且速度較快,因此,管道的腐蝕穿孔常是因為氧的腐蝕。
目前公司員工200多人,其中擁有一支【螺旋鋼管】經驗豐富的專業研發、生產管理與高素質的專業銷售團隊,擁有8000平米的標準廠房。經過多年努力拼搏,不斷進取,公司持續的穩步發展,市場占有率逐步提高,企業規模不斷擴大。 品牌建設是安徽阜陽全通管道有限公司的重要核心戰略。我們在【螺旋鋼管】產品各個環節嚴格把控質量關,核心原材料在工藝流程上對每個出廠產品嚴格執行5步品質檢測制度,確保【螺旋鋼管】產品的品質及性能。
高頻焊同頻焊是它是一種固相電阻焊方法,高頻焊根據高頻電流在工件中產生熱的方式可分為接觸高頻焊和感應高頻焊。接觸高頻焊時,高頻電流通過與工件機械接觸而傳入工件。感應高頻焊時,高頻電流通過工件外部感應圈的耦合作用而在工件內產生感應電流。高頻焊是專業化較強的焊接方法,要根據產品配備專用設備。螺旋焊接鋼管生產率高,焊接速度可達30m/min。
以固體電阻熱為能源,焊接時利用高頻電流在工件內產生的電阻熱使工件焊接區表層加熱到熔化或接近的塑性狀態,隨即施加(或不施加)頂鍛力而實現金屬的結合。內螺旋鋼管的工藝都是雙面埋弧焊接,雙面埋弧焊技術是在1940年發明并使用的,它的焊接過程與手工焊接有相同的地方,是利用渣保焊,螺旋鋼管埋弧焊與手工焊不同的地方就是焊絲和焊劑分離,手工焊是焊絲焊劑都在一起的。焊絲采用盤狀,即整盤使用,可連續也可間斷,從某種意義上說螺旋鋼管能夠把焊絲做到一毫米也不浪費,焊絲工作時是在焊劑的包圍的內部進行焊接所以叫埋弧焊接,這樣焊接出來的質量高,螺旋鋼管對焊絲和焊劑的選擇要求較高,原材料不同材質對應不同的焊絲焊劑,尤其是在目前生產高標準螺旋鋼管的情況下,更得選擇合適的焊絲和焊劑了。
帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。螺旋鋼管成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。每批鋼管頭三根要進行嚴格的檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。
采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。采用空氣等離子切割機將鋼管切成單根。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。切成單根鋼管后,每批鋼管頭三根要進行嚴格的檢制度,檢查焊縫的化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格。焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。
聯系人:王總,電話:13932771377,全通管道有限公司(阜陽分公司)在安徽省阜陽市本地專業從事螺旋鋼管廠家質量過硬,安徽省阜陽市各個縣市以及周邊城市均可提供送貨上門服務!











